



1.工装准备
各组责任人根据工艺安排分工完成各项准备工作:班长(即“项目经理”)指导并管理整个车间;实践委员(即“技术经理”)分发刀具、工件及其他附件给线长;劳动委员(即“生产主管”)检查现场6S状况及设备点检卡的填写情况;线长将刀具、坯料等分发给线内各小组组长;组长合理安排好组内成员的分工,开机检查机床是否正常,检查刀具、夹具及附件等是否齐全。
2.零件加工实践
各小组组长负责合理分工,严格按照操作规程实施项目案例的实践操作,充分发挥团队协作精神,以饱满的情绪投入零件加工环节,并填写好零件加工实践报告单。零件加工实践报告单见附录B。
3.加工结果检测
加工结果检测主要采用带表卡尺(也称为附表卡尺)进行测量,它是运用齿轮-齿条传动带动指针显示数值,其主尺上有大致的刻度,结合指示表的读数,比游标卡尺读数更为快捷准确,如图6-42所示。
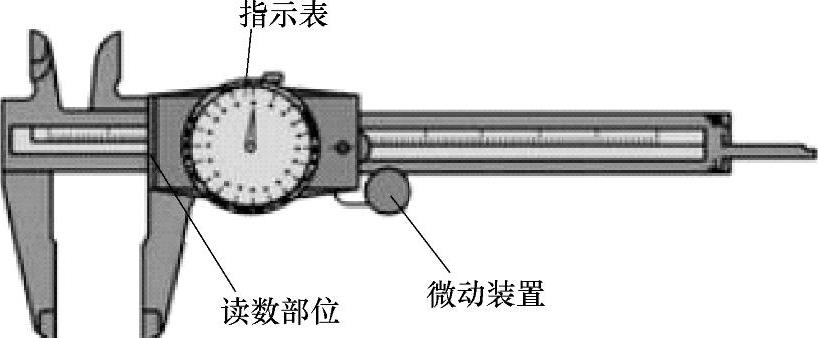
图6-42 带表卡尺
测量外形尺寸时,应先将活动量爪打开,然后将固定量爪贴靠在工件一个表面上,再移动尺框,使活动量爪紧密贴在工件另一个表面上,然后进行读数。(https://www.xing528.com)
测量内径尺寸时,应将量爪分开且距离小于被测尺寸,卡尺放入被测孔内后移动尺框使内侧刀口贴在工件内表面直径位置处,然后进行读数。
注:测量前应将卡尺擦净,检查卡尺功能,检查零位刻度。测量时应轻推轻拉,量爪与被测面轻接触后轻微晃动使接触良好,不得倾斜。因卡尺没有测力机构,所以不可用力过大,避免影响测量精度。读数时,视线正对刻度面,仔细辩读,避免读数误差。
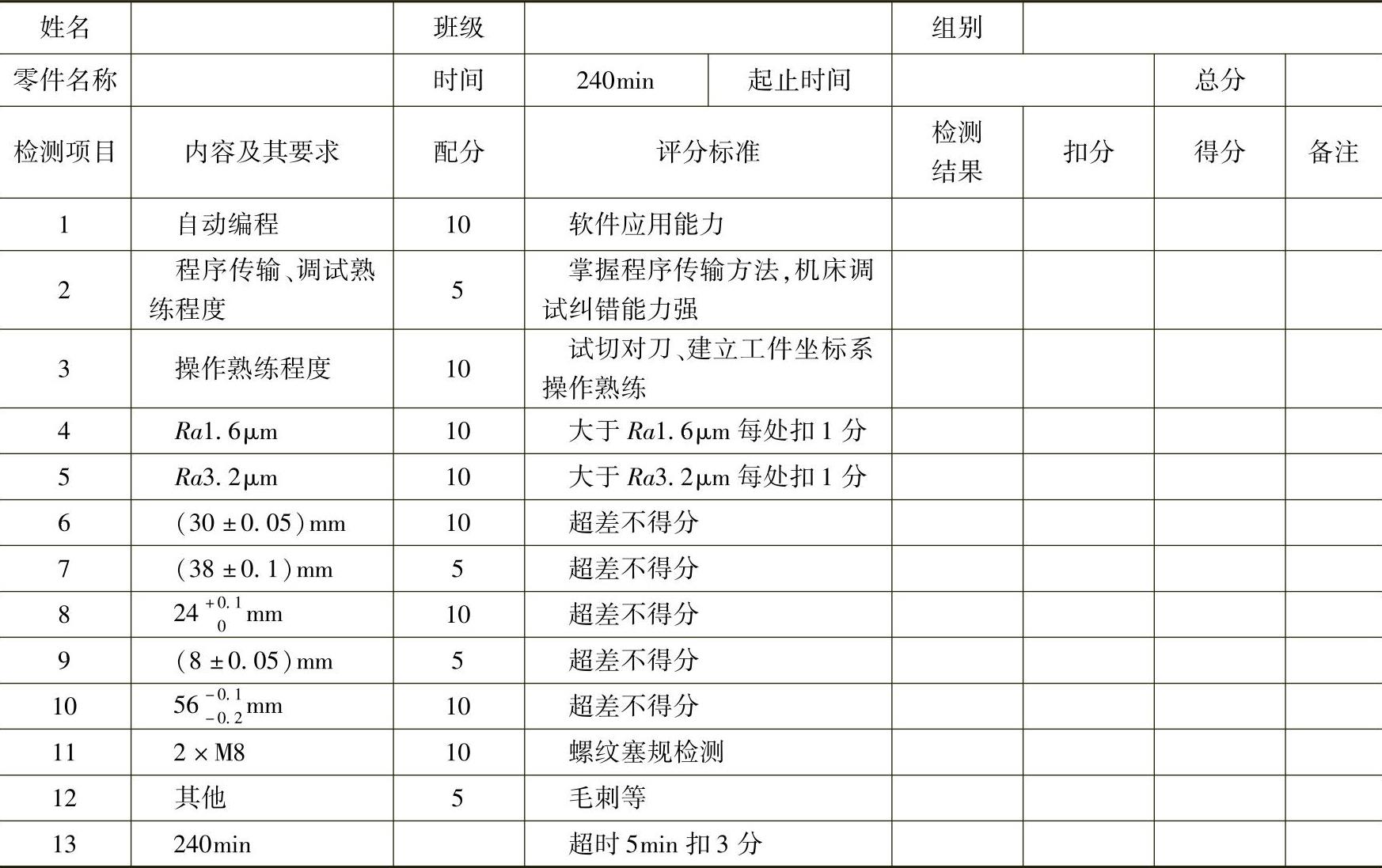
使用指针式游标卡尺、粗糙度比较样板、千分尺、螺纹塞规对完成的零件进行检测并将检测情况完成下表。
表6-4 机用虎钳基座零件检测记录单
4.维护与保养设备
各小组分工完成设备及场地的清理清扫工作,填写设备点检卡、设备使用记录单等。加工中心(MC)机床点检卡见附录C。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。