



一、SIEMENS数控系统铰孔、镗孔固定循环介绍
固定孔循环通常包括以下四个基本动作。动作①:快速定位至距参考平面上方安全间隙处;动作②:镗孔、铰孔切削加工;动作③:孔底动作;动作④:快速返回至返回平面。SIEMENS数控系统SINUMERIK 802D镗孔、铰孔固定循环基本动作如图4-26所示。
二、SIEMENS数控系统镗孔、铰孔循环代码
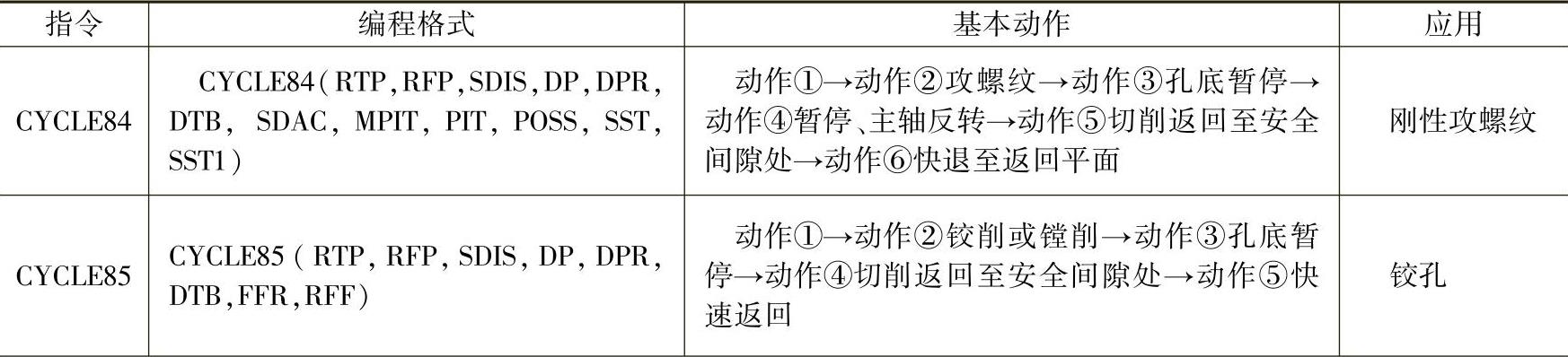
SIEMENS系统铰孔可采用CYCLE85循环指令。镗孔有CYCLE85、CYCLE86、CYCLE88等多个循环指令,根据加工需要选择不同的循环方式。攻螺纹可以采用CYCLE84循环指令。常用的几个镗孔、铰孔固定循环指令的具体动作及使用场合见表4-12。
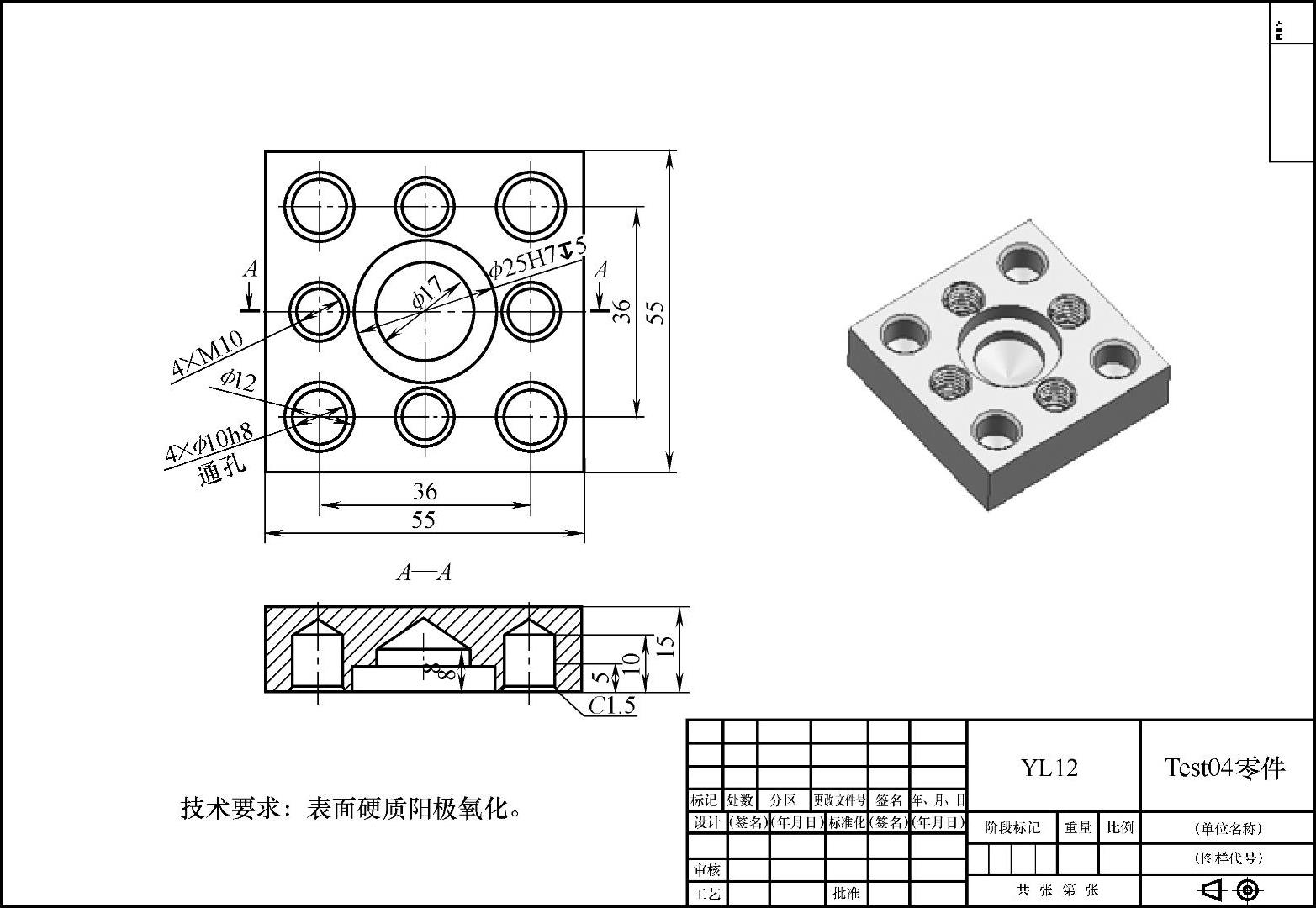
图4-25 Test04零件图
三、SIEMENS数控系统典型的镗孔、铰孔循环指令
1.刚性攻螺纹固定循环指令CYCLE84
刚性攻螺纹CYCLE84的工作过程:主轴正转;刀具使用G0速度回到安全间隙前的参考平面,刀具按照编程的主要速度和进给速度定位;主轴停止以及将主轴转换为进给轴模式(参数POSS);接着刀具攻螺纹至最终孔深度,速度为SST;螺纹深度处停顿一段时间(参数DTB);最后以G1速度退回到安全间隙前的参考平面,以G0速度退回到退回平面。CYCLE84指令工作过程示意图如图4-27所示。
格式:CYCLE84(RTP,RFP,SDIS,DP,DPR,DTB,SDAC,MPIT,PIT,POSS,SST,SST1)
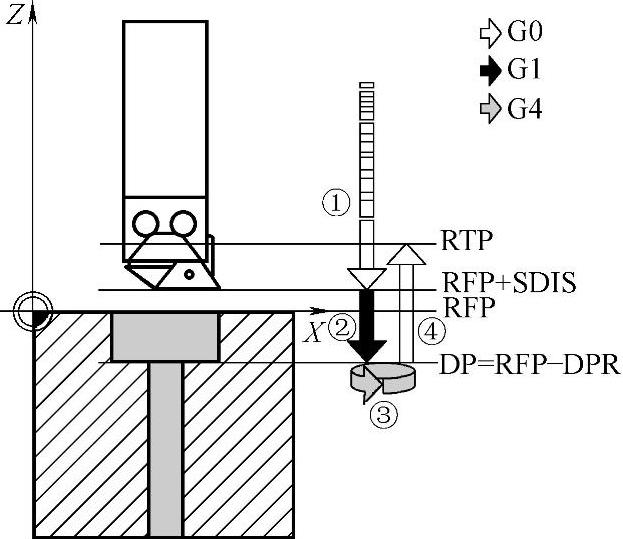
图4-26 SIEMENS数控系统SINUMERIK 802D镗孔、铰孔固定循环基本动作
表4-12 常用镗孔、铰孔固定循环指令
(续)
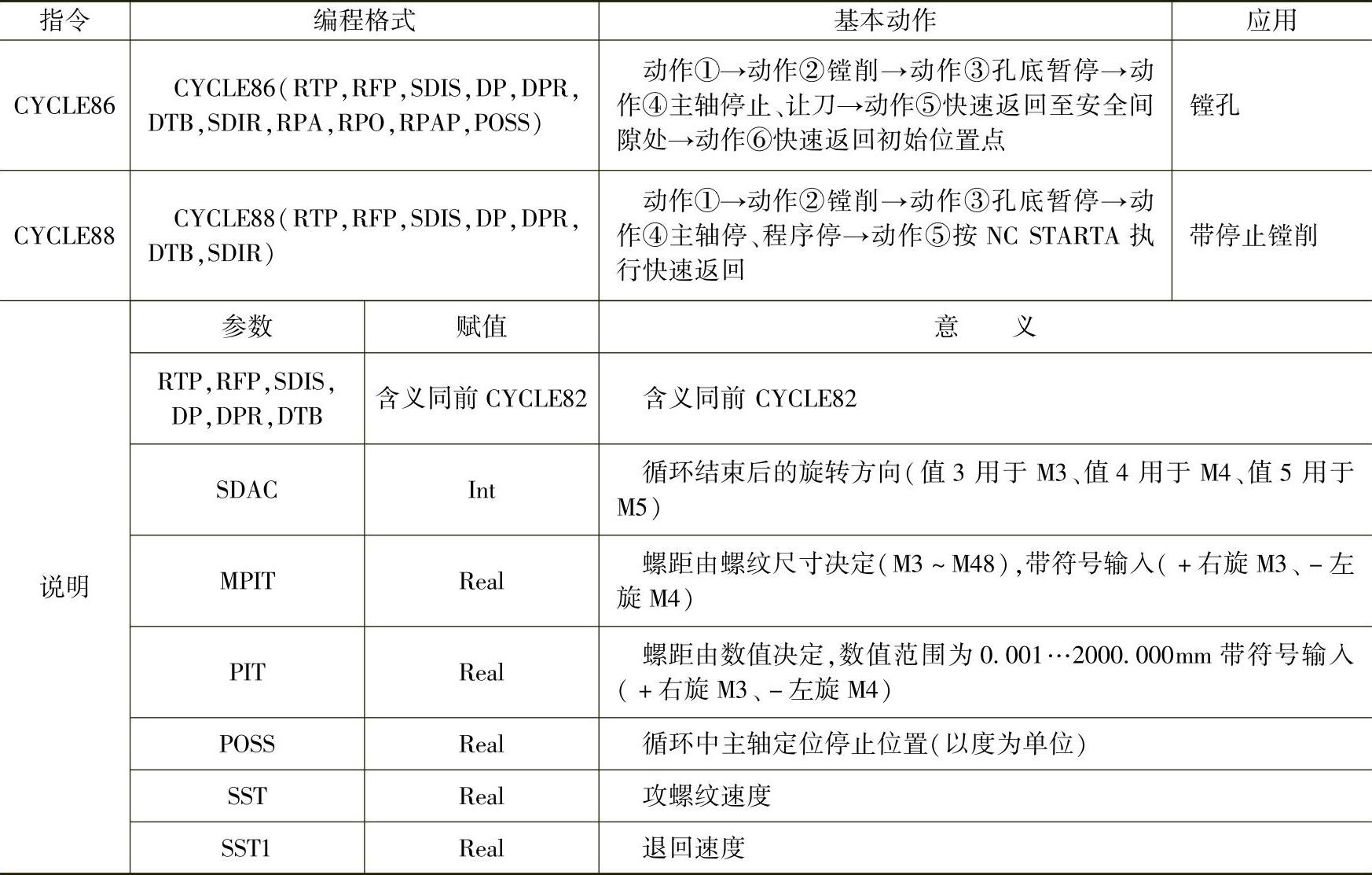
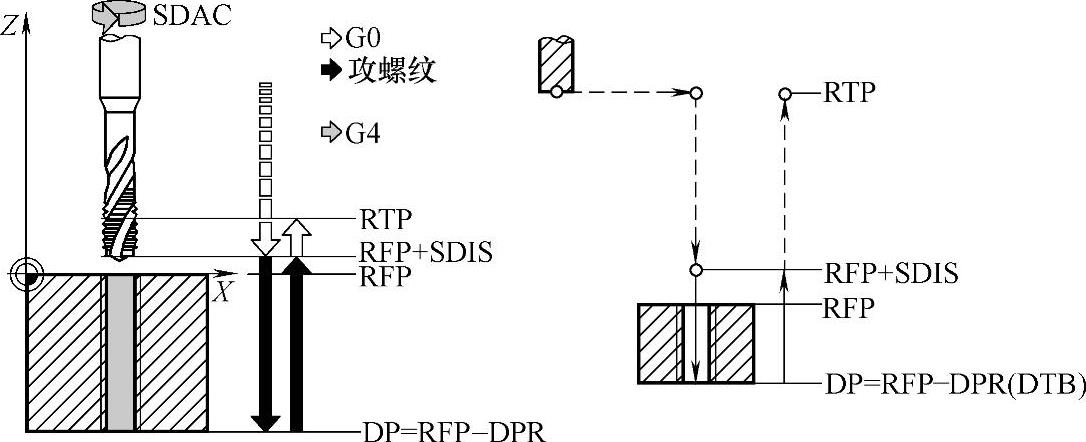
图4-27 CYCLE84指令工作过程示意图
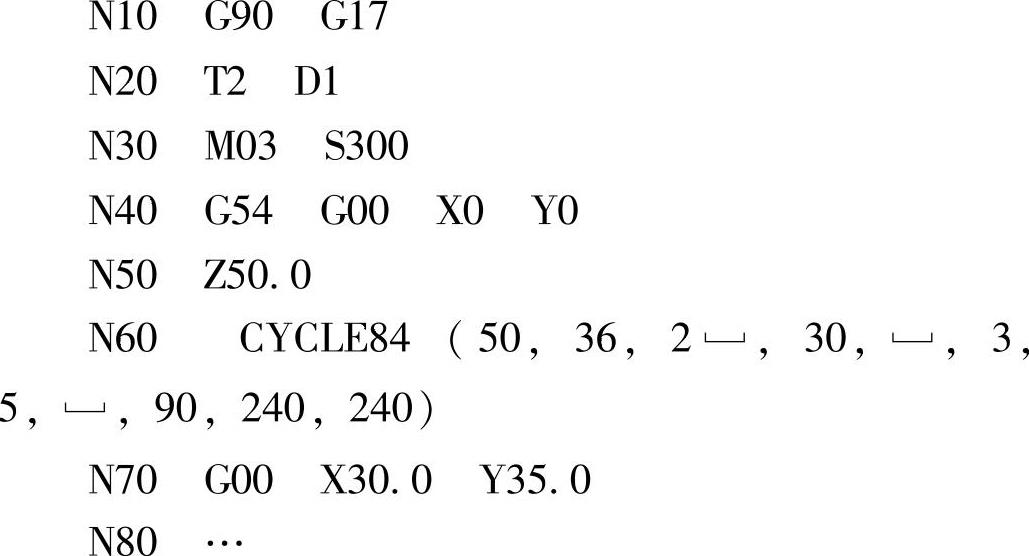
编程应用举例(图4-28):
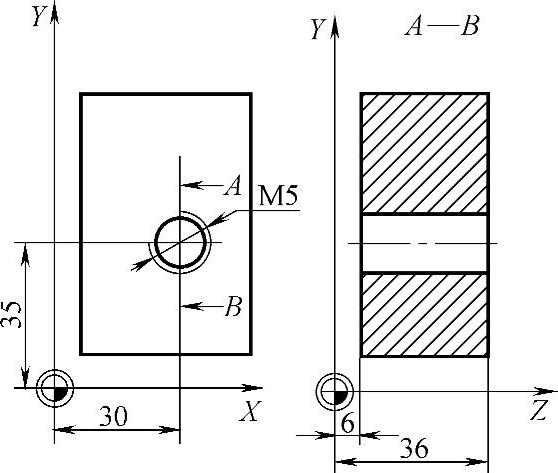
图4-28 CYCLE84指令编程举例(https://www.xing528.com)
2.铰孔固定循环指令CYCLE85
铰孔固定循环指令CYCLE85的工作过程:主轴正转;刀具以G0速度回到安全间隙前的参考平面,刀具按照编程的主要速度和进给速度使用G1速度并且按参数FFR所编程的进给速度铰削至最终孔深度;最后铰孔深度处停顿一段时间(参数DTB);最后以G1速度退回到安全间隙前的参考平面,进给速度是参数RFF中的编程值,以G0速度退回到退回平面。CYCLE85指令工作过程示意图如图4-29所示。
格式:CYCLE85(RTP,RFP,SDIS,DP,DPR,DTB,FFR,RFF)
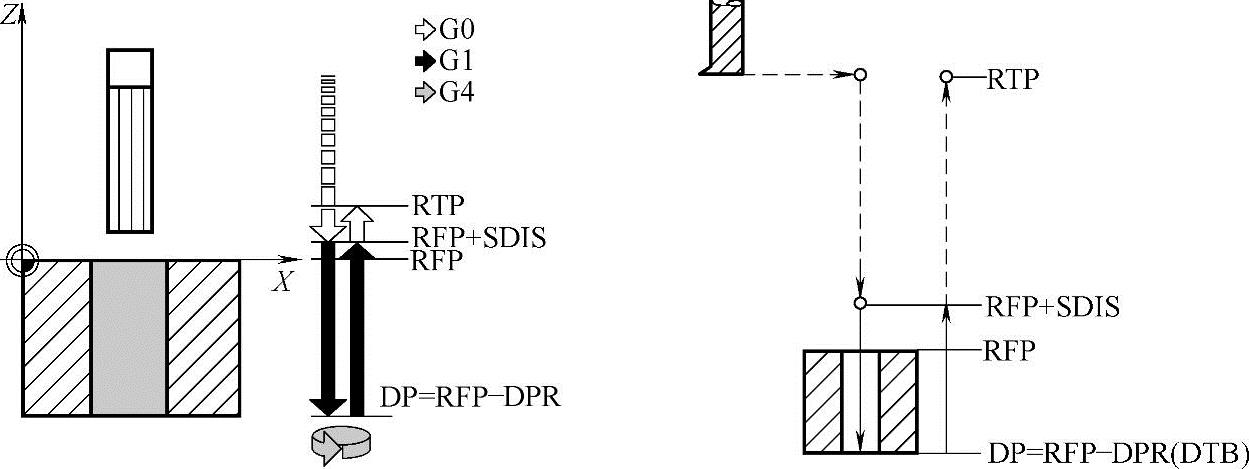
图4-29 CYCLE85指令工作过程示意图
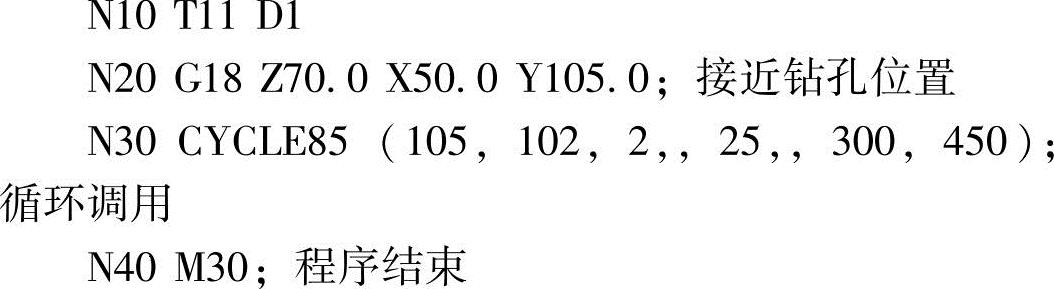
编程应用举例(图4-30):
3.镗孔固定循环指令CYCLE86
镗孔固定循环指令CYCLE86的工作过程:主轴正转;刀具以G0速度回到安全间隙前的参考平面,刀具按照编程的主要速度和进给速度(参数FFR)镗削至最终孔深度,到达最终孔深度时停顿一段时间;主轴定位停止(参数POSS);然后使用G0速度在三个轴方向上返回,使用G0速度在镗孔轴方向返回到安全间隙前的参考平面;最后使用G0速度退回到退回平面(平面的两个轴方向上的初始钻孔位置)。CYCLE86指令工作过程示意图如图4-31所示。
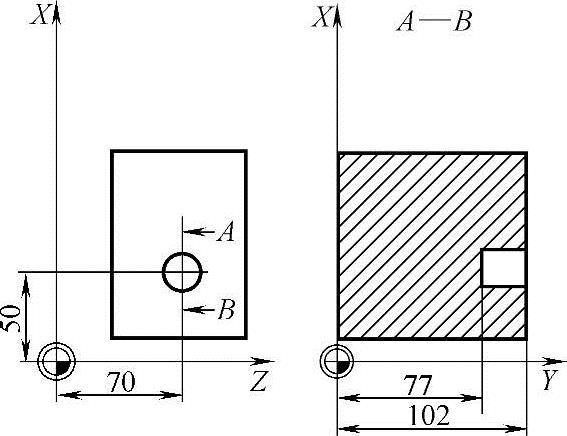
图4-30 CYCLE85指令编程举例
格式:CYCLE86(RTP,RFP,SDIS,DP,DPR,DTB,SDIR,RPA,RPO,RPAP,POSS)
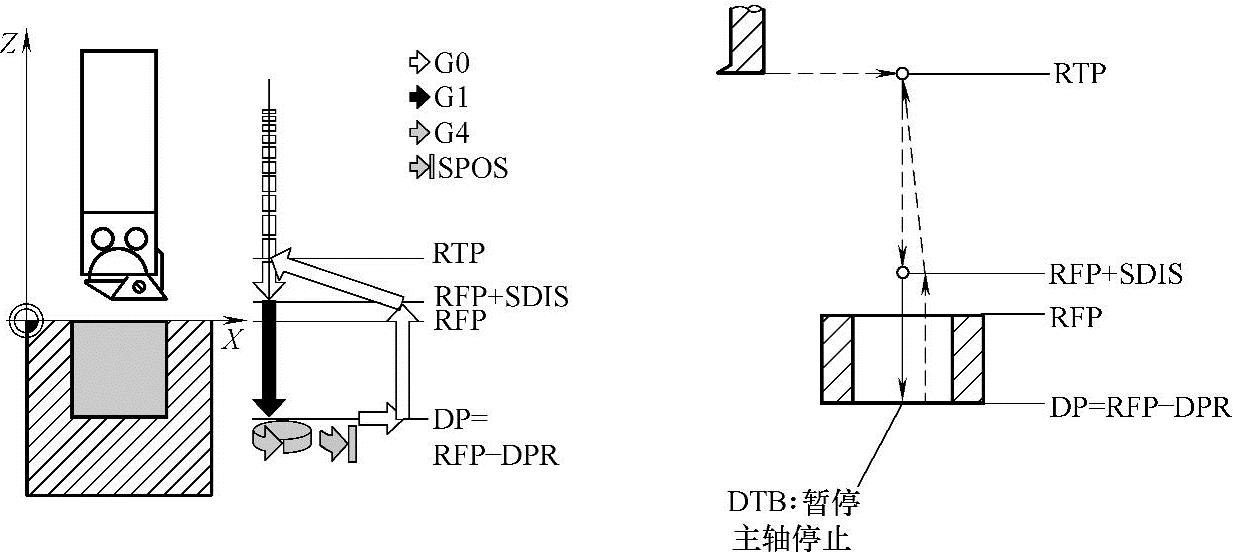
图4-31 CYCLE86指令工作过程示意图
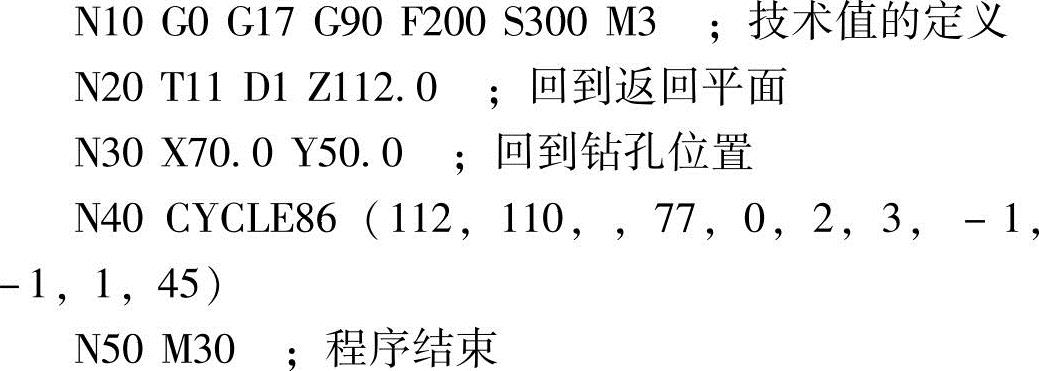
编程应用举例(图4-32):
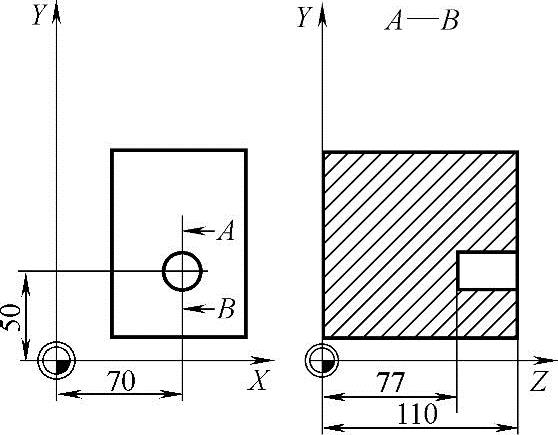
图4-32 CYCLE86指令编程举例
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。