



一、零件图样分析
1.结构特点
适配器板是典型的板块类零件。零件由通孔、内腔和螺纹孔等结构组成。平板轮廓主要由直线构成,结构较简单;孔主要由直通孔构成,复杂程度一般,但是需要镗孔,其特点是尺寸精度较高;还有螺纹孔,需要攻螺纹。
2.材料与毛坯
该适配器板零件材料为ANSI 1010/1020,相当于我国优质碳素结构钢10钢,因其强度低、硬度低而软,故又称软钢。优质碳素结构钢10钢各成分含量(质量分数)为w(C)≤0.13%,w(Mn)≤0.65%,w(Si)≤0.035%,w(S)≤0.035%(摘自GB/T700—2006),屈服强度ReH≥205MPa。10#优质碳素结构钢的强度和硬度较低,塑性和韧性较好,具有良好的焊接性,但其含碳量很低,硬度较低,切削加工性不佳,常需淬火处理等改善其切削加工性。优质低碳钢一般轧成薄板,制作汽车驾驶室、发动机罩等深冲制品,还可轧成棒材,用于制作强度要求不高的一般机械零件。
该零件的周边轮廓为300mm×150mm,采用普通机床加工至尺寸精度要求,在加工中心上无需再加工,故可选择尺寸为300mm×150mm×12mm的钢板作为毛坯。
3.主要技术要求
该适配器板零件精度要求相对较高,有两个孔需要铰孔,其表面粗糙度要达到Ra1.6μm;还有四个孔需要攻螺纹;零件表面质量要求较高,表面粗糙度需要达到Ra3.2μm,且不得有弯曲、擦痕和刮伤;零件表面需进行发黑处理。
二、制定加工工艺
1.数控设备的选择
根据该零件的外形与内孔特征,且考虑到零件的生产批量较大,选择在加工中心上完成零件的加工。遵循机床规格与零件外形尺寸相适应原则、机床精度与工件加工精度相适应原则和机床生产率与工件生产类型相适应原则,选用功率相当的Fadal-3016L加工中心机床进行零件数控加工。
2.定位与装夹方式的选择
一般要求夹具结构紧凑、简单,夹紧动作迅速、准确,操作方便、安全,并有足够的刚性,以此来保证数控加工的精度,提高生产率。零件的形状、样式不同,要求采取不同的装夹方式。该适配器板零件的毛坯为钢板,有200件的批量,并且工件毛坯尺寸比较大。根据图样要求,零件的表面有加工要求,精度不是很高,可先采用通用机用虎钳进行装夹,完成毛坯的侧面和底面加工要求。
然后,以毛坯的侧面和底面作为定位基准,选用压板螺栓装夹。在加工中心上用平行压板安装工件时,主要用到机床压板、垫铁、T形螺栓及螺母等。在机床工作面和零件表面间要使用比工件硬度低的辅助件隔离。为了满足安装不同形状工件的需要,压板的形状也做成很多种。机床垫铁必须正确地放在压板下,高度要与工件相同或略高于工件,否则会降低压紧效果。
用压板和螺栓装夹工件时,还需要注意以下几点:①螺栓应靠近工件,使螺栓到工件的距离小于螺栓到垫铁的距离,可增大夹紧力;②垫铁的选择要正确,高度要与工件相同或高于工件,否则会影响夹紧效果;③压板夹紧工件时,应在工件和压板之间垫放铜皮,以避免损伤工件的已加工表面;④压板的夹紧位置要适当,应尽量靠近加工区域和工件刚度较好的位置,且夹紧位置应避免悬空,应将工件垫实;⑤每个压板的夹紧力大小应均匀,以防止压板夹紧力不均匀而使压板倾斜,甚至发生安全事故。(https://www.xing528.com)
3.零件加工方案的制定
加工孔前应先将端面铣平,防止中心钻折断。该适配器板零件的底面厚度尺寸精度一般,可采用直径为ϕ80mm的镶刀片面铣刀表面铣削到位即可。
该适配器板零件的加工特点是孔较多且尺寸精度高。特别是有两处除了钻孔外还需要铰孔才能达到精度要求。铰孔是用铰刀从工件孔壁上切除微量金属层,以提高其尺寸精度和表面质量的方法。铰孔是在生产中应用很广的孔精加工方法之一,铰孔加工精度可达IT9~IT7级,表面粗糙度一般达Ra1.6~0.8μm。常用铰削余量为0.1~0.25mm,对于较大直径的孔,余量不能大于0.3mm。铰刀是多刃刀具,铰刀齿数取决于孔径及加工精度,标准铰刀有4~12齿,一般加工精度选4~6齿。铰刀通常有高速钢铰刀、钴合金铰刀或硬质合金。硬质合金铰刀耐磨性较好;高速钢铰刀较经济实用,但耐磨性较差。在加工中心上铰孔时,多采用通用的标准机用铰刀,分H7、H8、H9三种公差等级。通用标准铰刀有直柄、锥柄和套式三种,如图4-18所示。机床铰孔生产率高,劳动强度小,适宜于大批量生产。适配器板零件有两处ϕ10mm孔,公差等级为IT7、IT8级,先选择ϕ9.7mm高速钢钻头钻削加工,最后选择直径为ϕ10mm的四齿高速钢铰刀铰削加工。
该适配器板零件还有4个M8规格的螺纹孔需要攻螺纹。用丝锥在工件孔中切削出内螺纹的加工方法称为攻螺纹。攻螺纹加工的螺纹多为三角形螺纹。攻螺纹用的丝锥如图4-19所示。常用的攻螺纹加工的三角形螺纹有:牙型角为60°的米制螺纹,也叫普通螺纹;牙型角为55°的寸制螺纹。图4-17中的M8-7H螺纹为普通右旋内螺纹。查表得螺距P=1.25mm。可计算其基本尺寸为螺纹大径D=8mm;螺纹小径D1=D-1.0825P=6.65mm;中径公差带代号7H;顶径公差带代号7H;牙型高度H=0.5413P=0.68mm;螺纹孔口倒角为C1.5。攻螺纹时,需要润滑剂,可有效减少工件与丝锥的摩擦,降低丝锥磨损,能有效提高加工质量与工作效率。先用ϕ6.7mm高速钢钻头钻削加工,再用直径为M8的普通丝锥攻螺纹。
适配器板零件的30mm×50mm内槽精度要求不高,选择ϕ20mm键槽铣刀铣削加工即可。

图4-18 高速钢铰刀

图4-19 丝锥
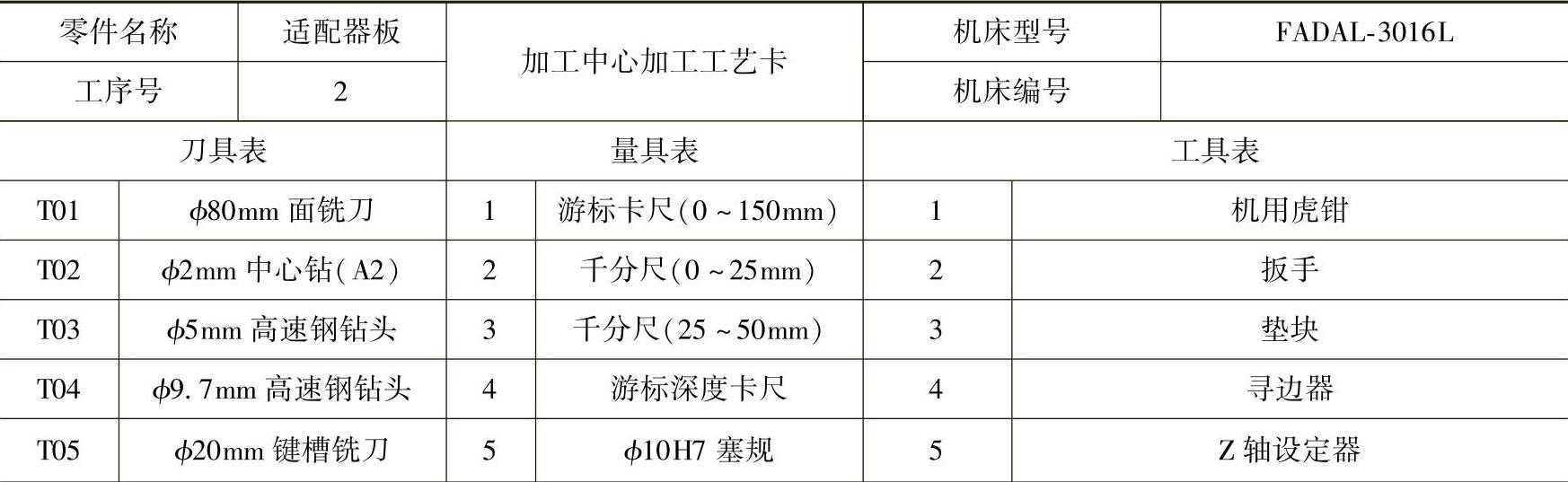
根据车间生产及教学需要,制定适配器板零件的加工中心加工工艺卡如表4-8所示。
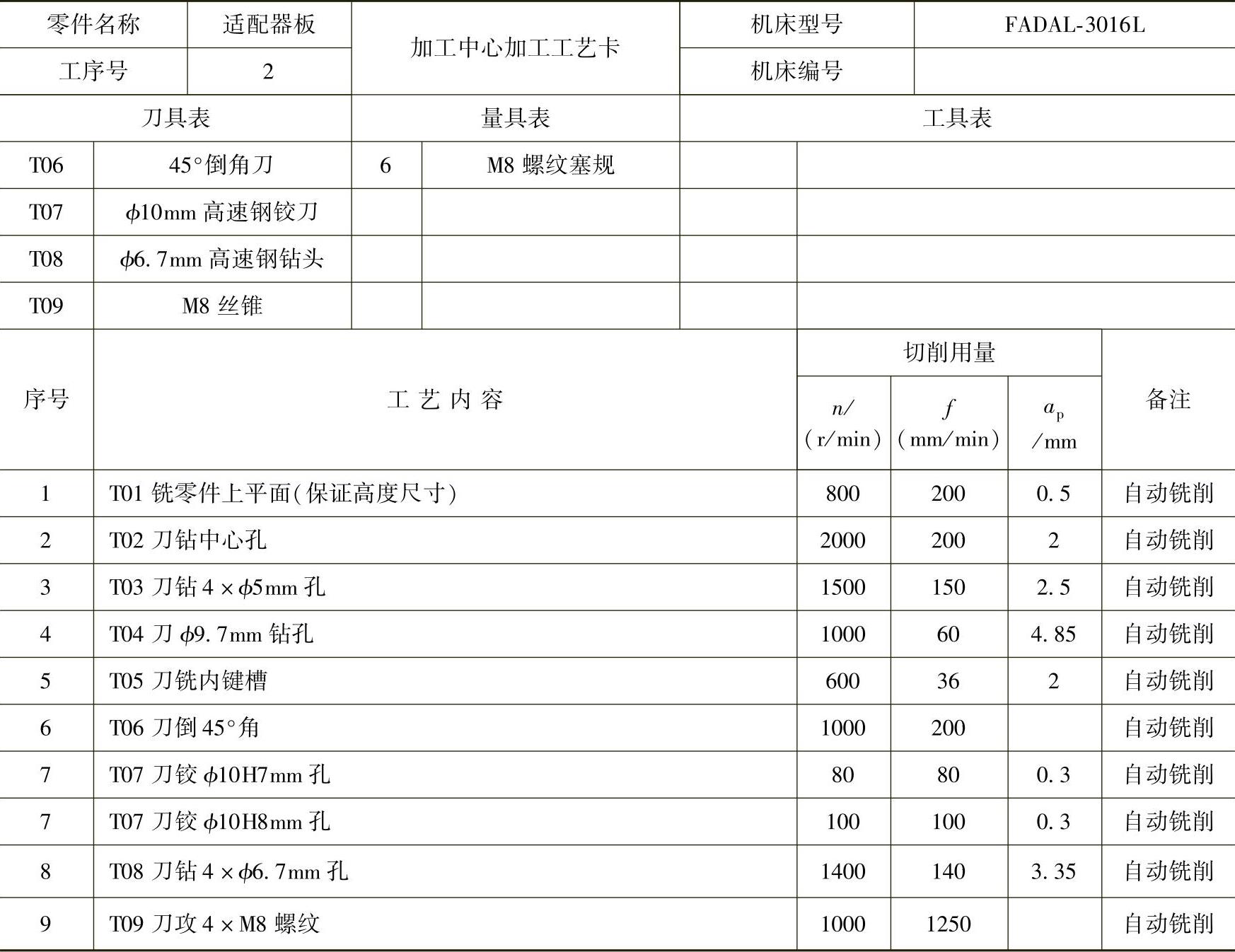
表4-8 适配器板零件的加工中心加工工艺卡
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。