



一、宏程序
1.宏程序编程的作用
FANUC系统的宏程序是为解决用户使用固定ISO代码(如G01、G02等)满足不了编程需要时而开发的,可视为让用户利用数控系统提供的工具(主要包括变量运算、条件转移等指令)来编写自己的程序指令。
使用这种方法进行数控加工有以下优点:①可以解决手工编程难以解决的“疑难杂症”(如非规则曲线等);②大大缩短程序长度及所占数控系统的内存量;③调整参数可以适用于一系列相似零件的加工。
2.FANUC系统宏程序运用基础
(1)变量及变量的使用方法
1)变量的形式:由符号#后面加上变量号码所构成,如#i(i=1,2,3…),#1005;也可以用表达式指定变量号,这时表达式要用方括号括起来,如#[#4],#[#105-4],#[#1-#2]。
2)变量的赋值:在宏程序中,可用“=”来对变量赋值,如:#1=10,#2=#3+10,#4=#1+#2。
3)变量的引用:在地址符后的数值可用变量来置换,但有些地址符不可以引用变量,如Q、N等;当用表达式指定变量时,要把表达式放在括号中;改变引用变量值的符号,要把负号“-”放在#前面,如F=#101,当#101=100时等同于F100;Z-#2,当#2=10时等同于Z-10;G01X[#1+#2] F#3。
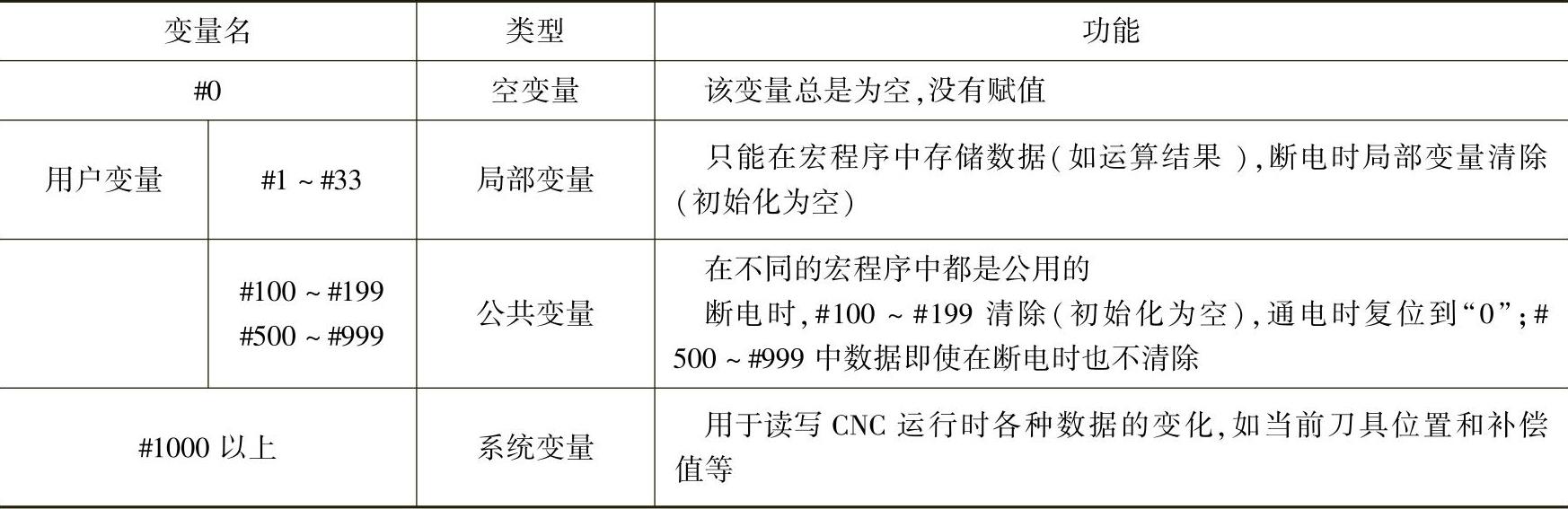
(2)宏变量类型 FANUC 0i宏变量类型一览表见表3-5。
表3-5 FANUC 0i宏变量类型一览表
(3)算术和逻辑运算 FANUC 0i算术和逻辑运算一览表见表3-6。
表3-6 FANUC 0i算术和逻辑运算一览表

(续)

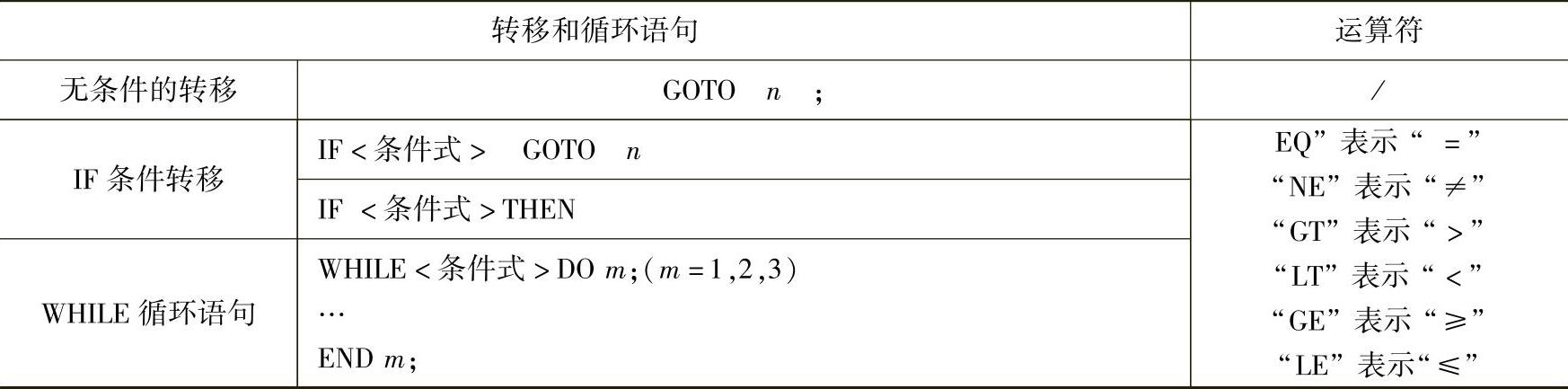
(4)转移和循环 转移和循环语句及条件表达式运算符一览表见表3-7。
表3-7 转移和循环语句及条件表达式运算符一览表
示例:计算数值1~10的总和。
O0001;
#1=0;
#2=1;
WHILE[#2LE10]DO 1;(https://www.xing528.com)
#1=#1+#2;
#2=#2+1;
END 1;
M30;
(5)宏程序调用 用户宏程序功能有A、B两种,宏程序功能A目前已采用较少,宏程序功能B有以下几种调用方法:
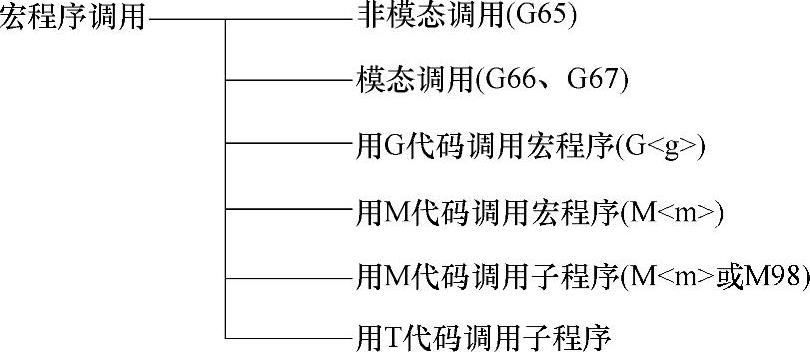
其中,G65被指定时,地址P所指定的用户宏程序被调用,数据(自变量)能传递到用户宏程序中。
格式:G65 Pp L1<自变量表>;
P表示要调用的宏程序号;L表示重复调用的次数(默认值为1,取值范围1~9999)。
注意:①在自变量之前一定要指定G65;②自变量赋值Ⅰ、Ⅱ混合使用,数控系统自动识别自变量赋值Ⅰ和Ⅱ;③建议在宏程序调用中使用小数点,可避免无谓的差错;④调用可以四级嵌套,不包括子程序调用(M98);⑤局部变量的嵌套从0到4级。
二、零件的数学方程
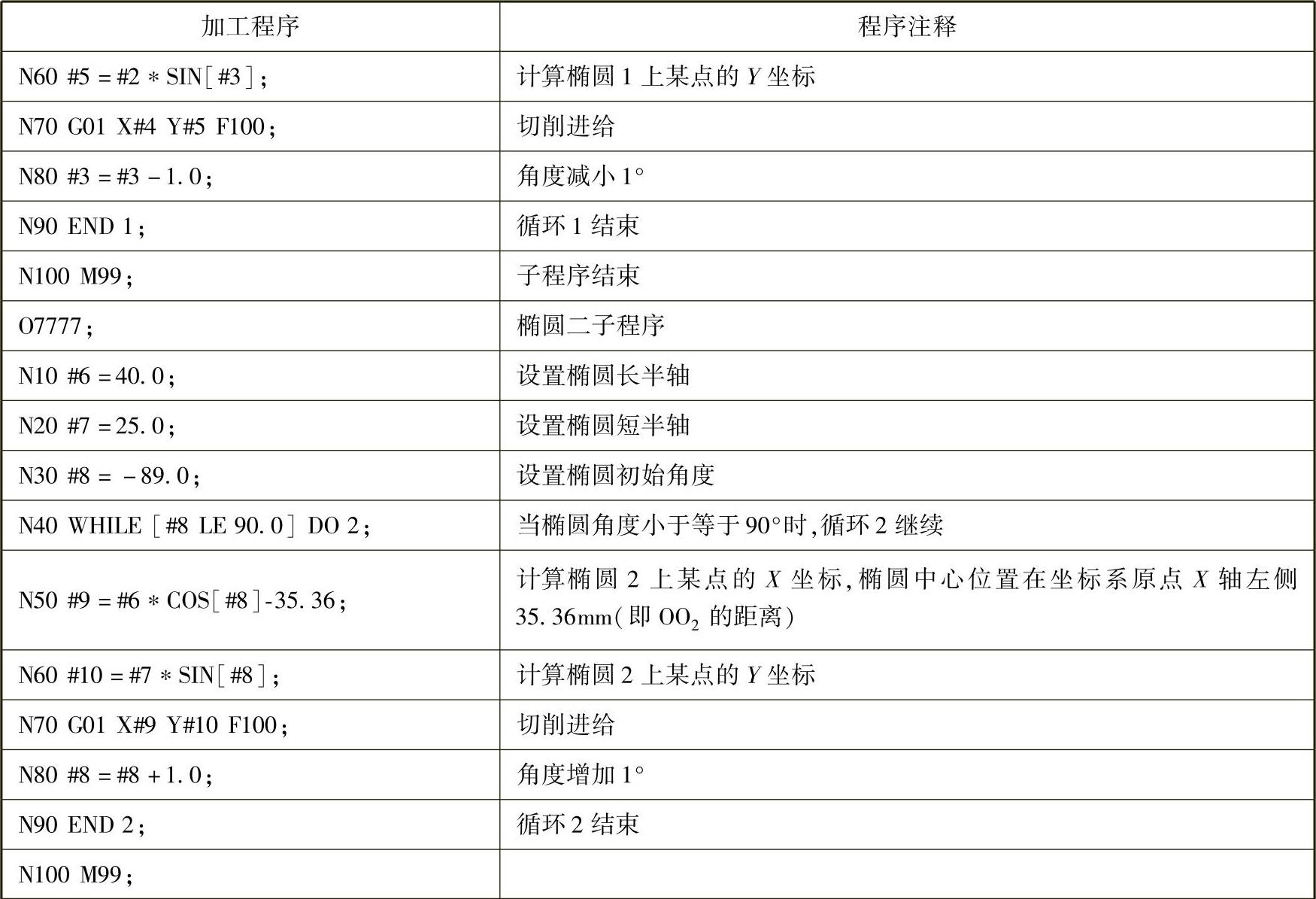
如图3-10所示,将工件坐标系XOY建立在工作顶面圆心位置。该月牙形凸台的两段椭圆长轴中心线均与X轴成45°。外层椭圆1的参数方程为x=40cost,y=20sint,该椭圆1轮廓的起始位置角为71°,终止角为-71°;内层椭圆2的参数方程为x=40cost,y=25sint,该椭圆2轮廓的起始位置角为39°,终止角为-39°。
三、加工程序单
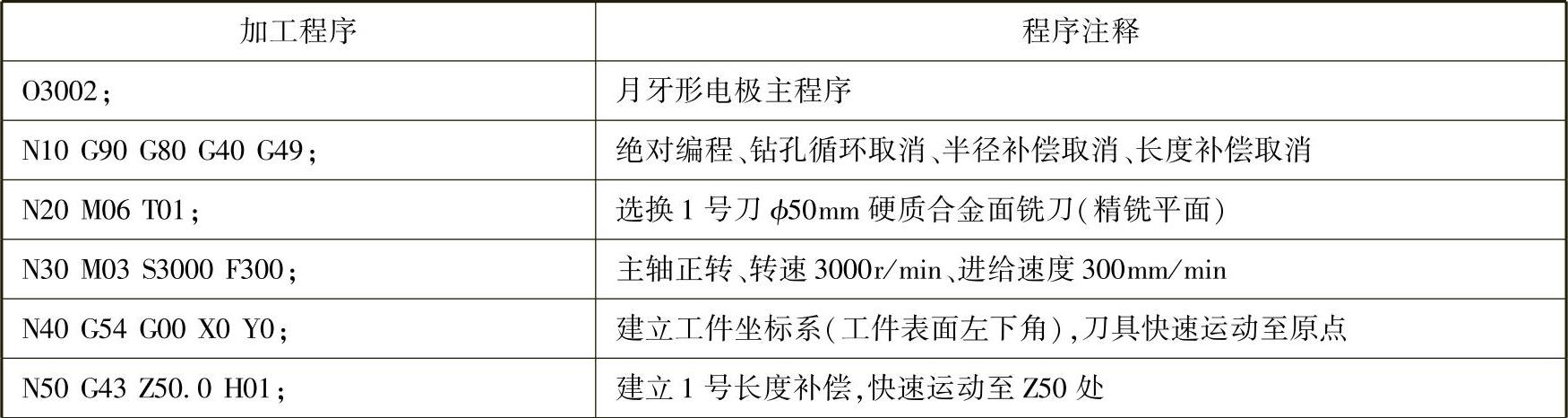
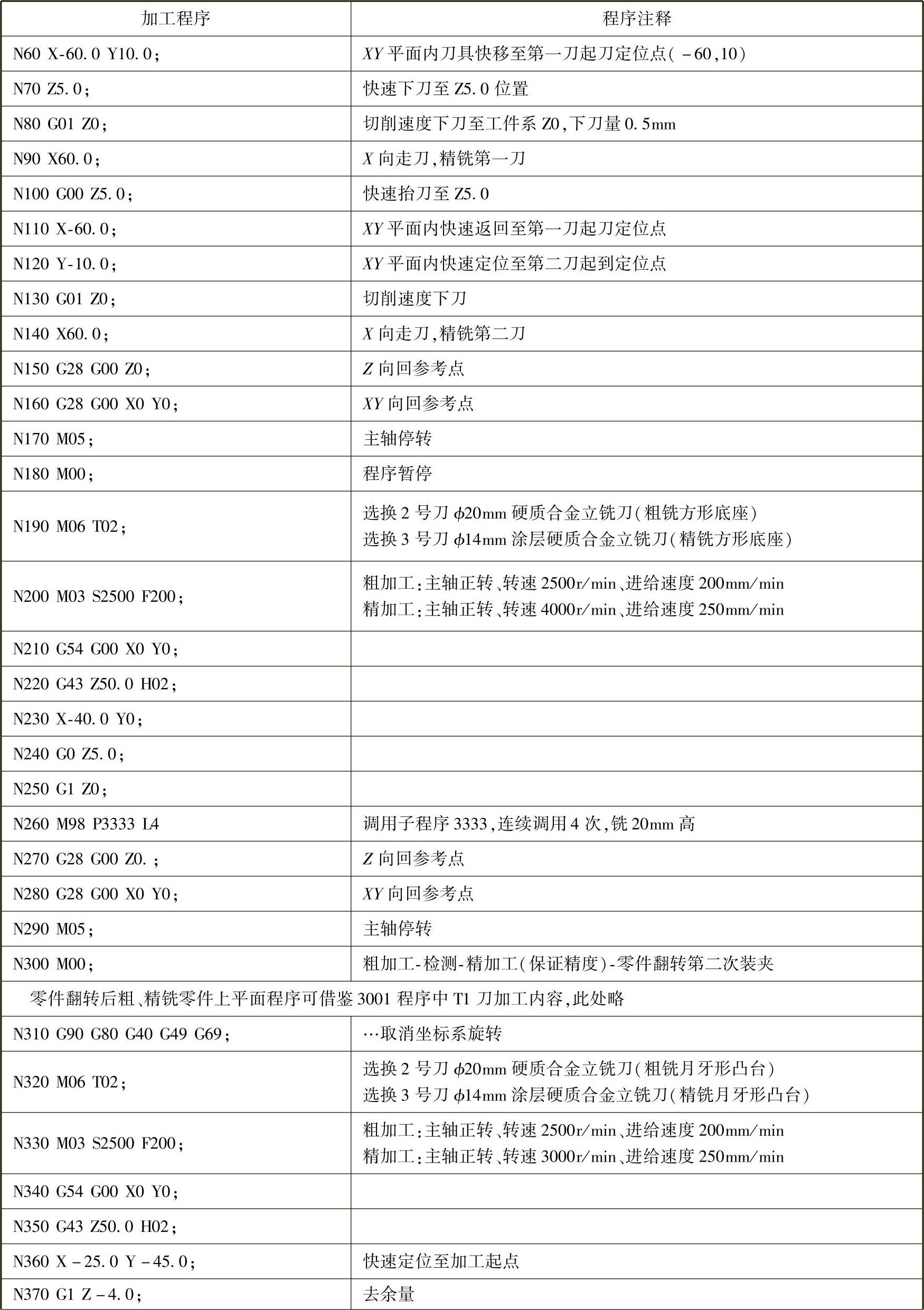
月牙形电极零件数控加工程序单见表3-8。
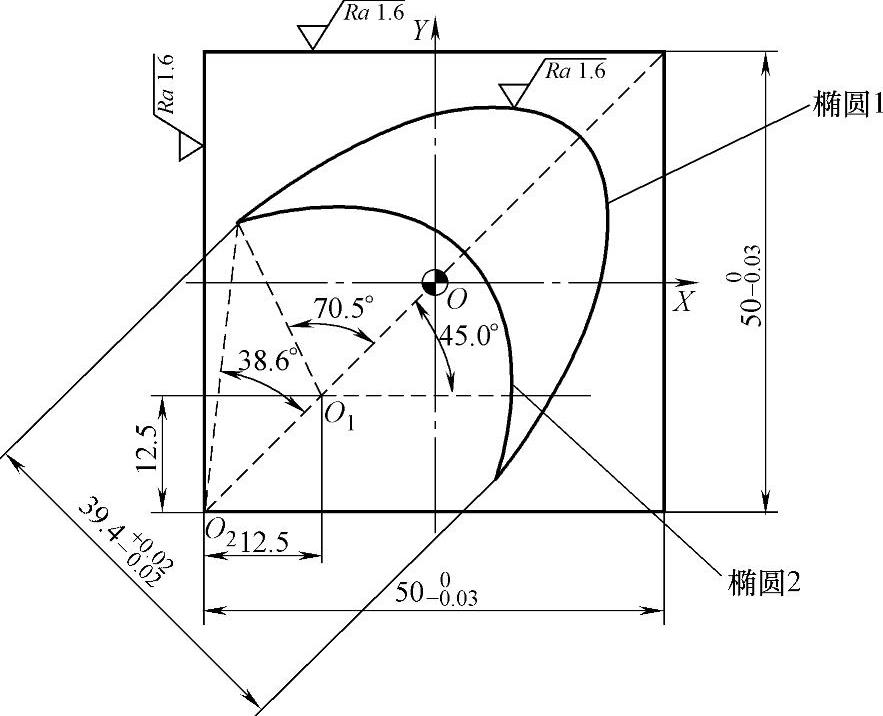
图3-10 月牙形电极零件轮廓
表3-8 月牙形电极零件数控加工程序单
(续)
(续)

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。