



一、子程序编制介绍
编程时,为了简化程序的编制,当一个工件上有相同的加工内容时,常用调用子程序的方法进行编程。调用子程序的程序叫做主程序,被调用的程序叫做子程序。子程序和主程序在结构上相似,也是一个独立的程序,只是程序结束代码为M99,表示子程序结束并返回到调用子程序的主程序中。注意:主程序可以调用子程序,但子程序没有调用主程序的权限。并且子程序还可以再调用下一级子程序,也就是子程序嵌套,如图2-4所示。子程序嵌套次数由具体的数控系统决定。
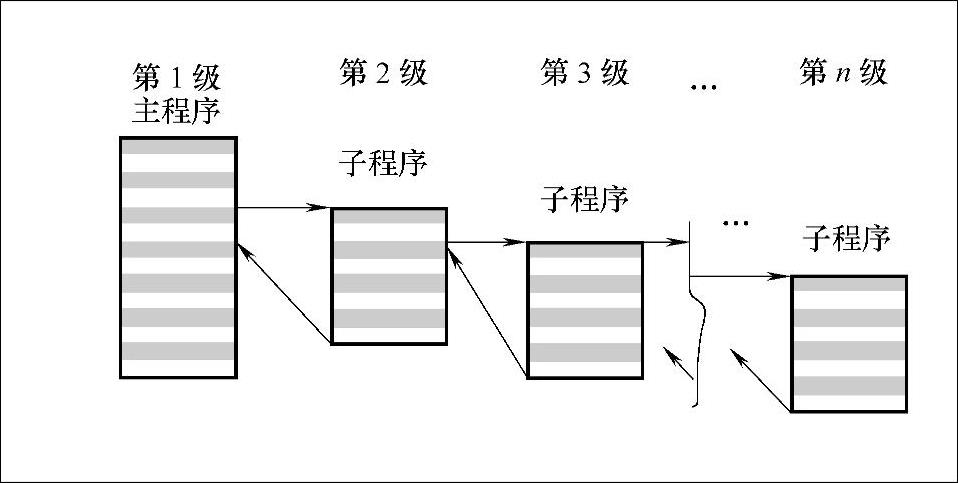
图2-4 主程序与子程序及子程序嵌套关系
子程序调用指令格式为:M98P_L_;
注:P表示调用的子程序号,后面跟4位阿拉伯数字;L表示调用次数,后面跟4位阿拉伯数字。例如:M98 P1000L10表示调用O1000号子程序,连续调用10次。调用次数为1时,可省略。
子程序返回指令格式为:M99;或M99 P_;
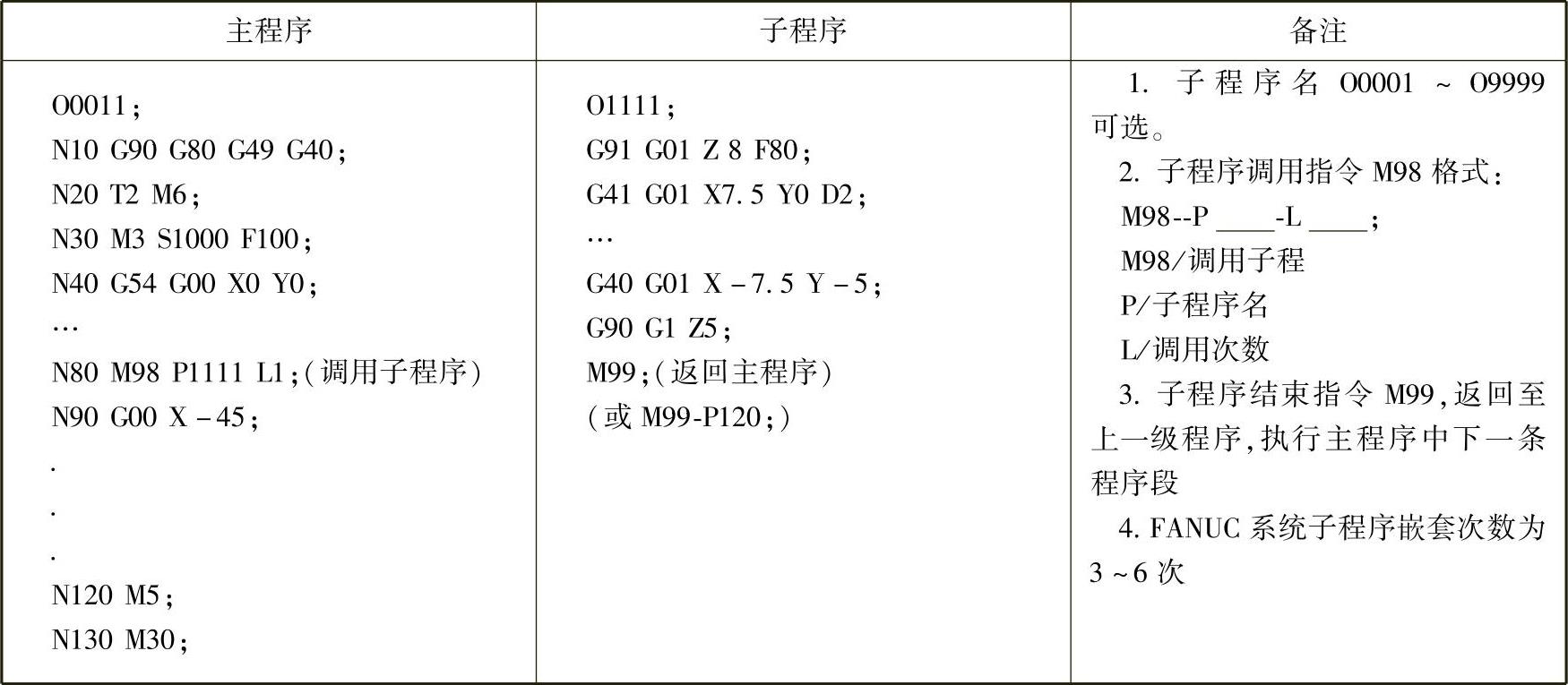
M99指令的两种用法如下:①当子程序的最后程序段只用M99时,子程序结束,返回到调用程序段后面一个程序段。②一个程序段号在M99后由P指定时,系统执行完子程序后,将返回到由P指定的那个程序段号上。FANUC系统子程序编制方法及样例见表2-2。
表2-2 FANUC系统子程序编制方法及样例
二、零件的数学处理
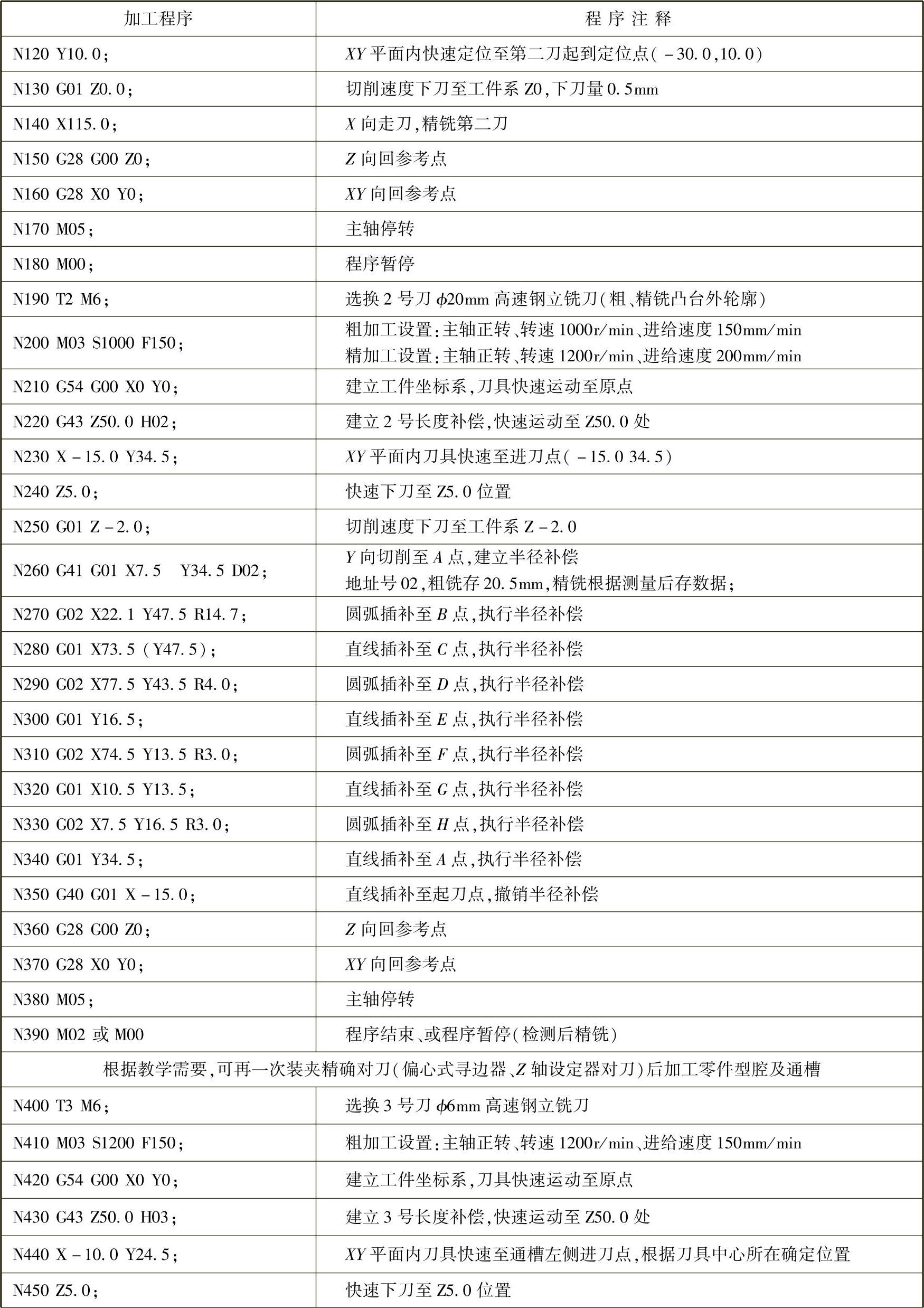
根据零件图样等确定如图2-5所示趣味公交车凸模凸台外轮廓各基点坐标(工件坐标系原点设在工件上表面左下角位置):A(7.5,34.5)、B(22.1,47.5)、C(73.5,47.5)、D(77.5,43.5);E(77.5,16.5)、F(74.5,13.5)、G(10.5,13.5)、H(7.5,16.5)。
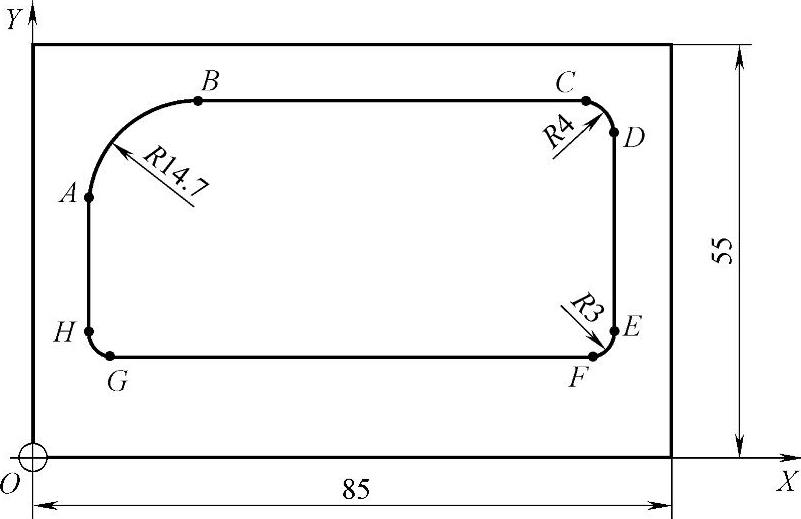
图2-5 趣味公交车凸模零件凸台外轮廓各基点坐标
该趣味公交车凸模通槽及型腔各基点及中心点坐标如图2-6所示:J(16.5,37.4),K(21.5,41.9)、L(17.3,44.6)、M(11.5,37.5)、N(11.5,33)、O(14.2,30)、P(18.5,30)、Q(21.5,32.8)、R(31,38.5)、S(43,38.5)、T(55,38.5)、U(67,38.5)。通槽及圆腔各点坐标根据图样可定。
三、刀具路径的确定
该趣味公交车凸模零件外轮廓凸台刀具路径如图2-7所示,XY面内采用法向切入和切出,顺铣加工(顺时针走刀)方式;型腔及通槽加工的刀具路径如图2-8所示,XY面内采用法向切入和切出,顺铣加工(逆时针走刀)方式。(https://www.xing528.com)
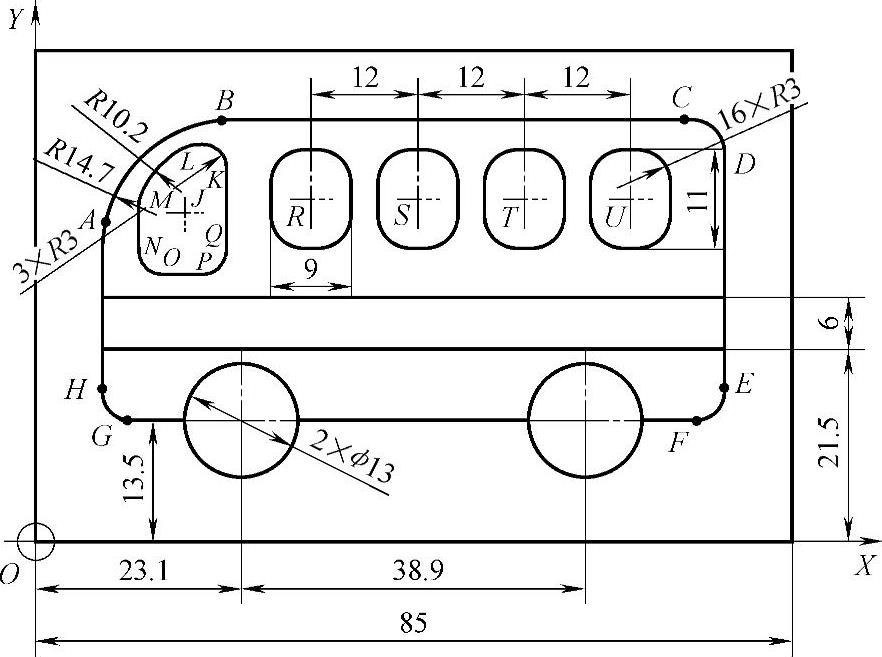
图2-6 趣味公交车凸模通槽及型腔各基点及中心点坐标
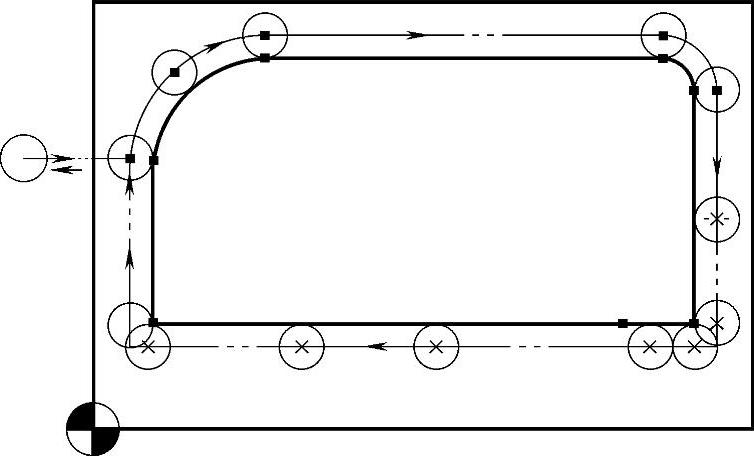
图2-7 趣味公交车凸模零件外轮廓凸台刀具路径
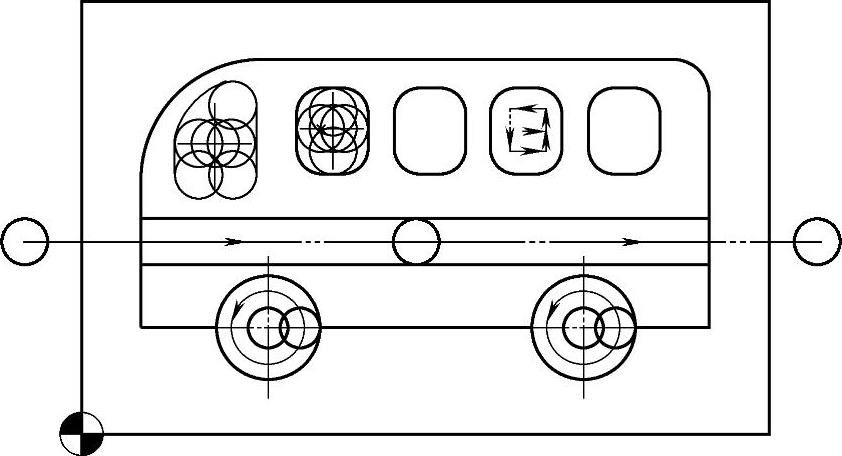
图2-8 趣味公交车凸模零件通槽及型腔刀具路径
四、加工程序单
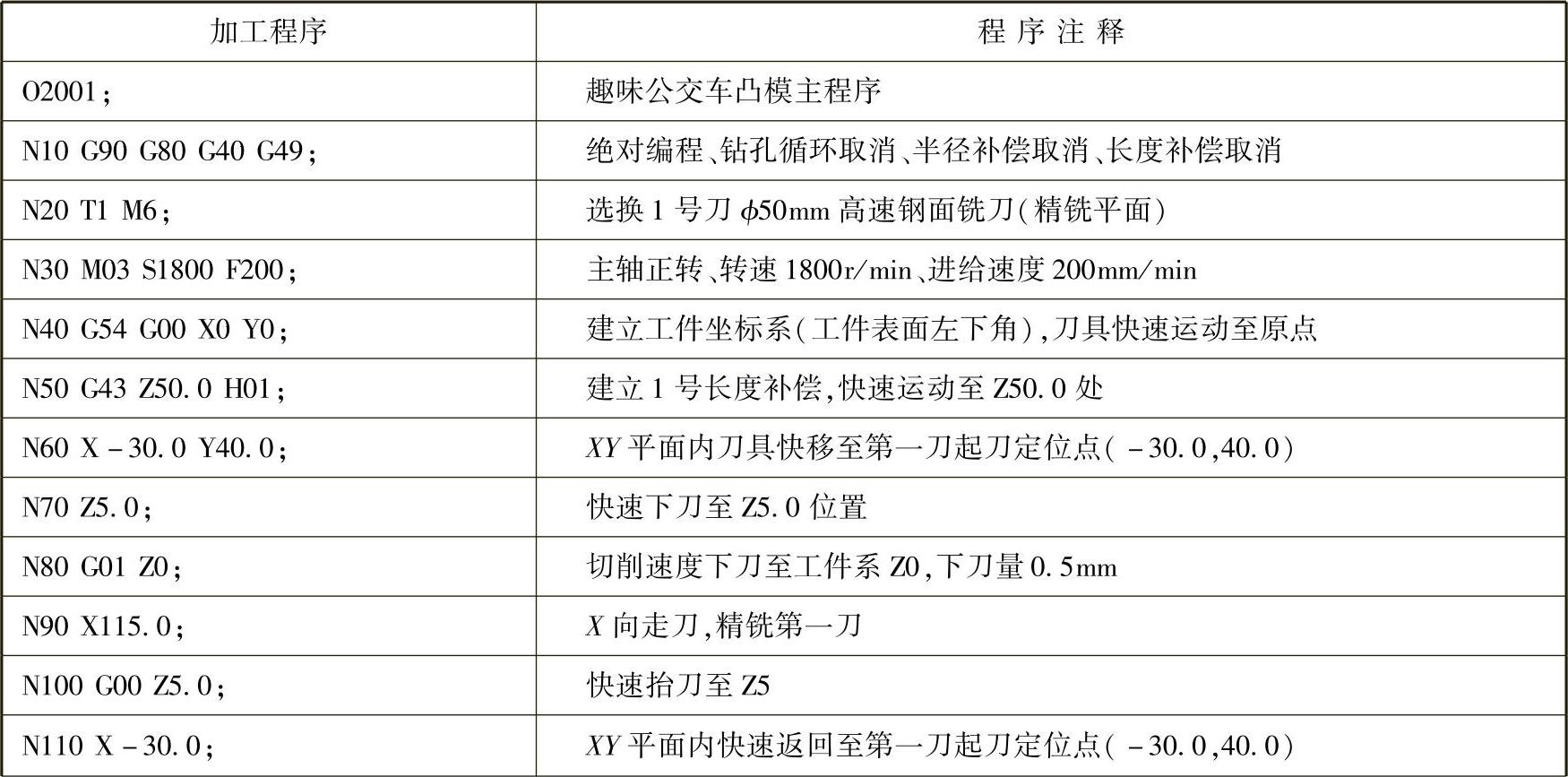
趣味公交车凸模零件数控加工程序单见表2-3。
表2-3 趣味公交车凸模零件数控加工程序单
(续)
(续)
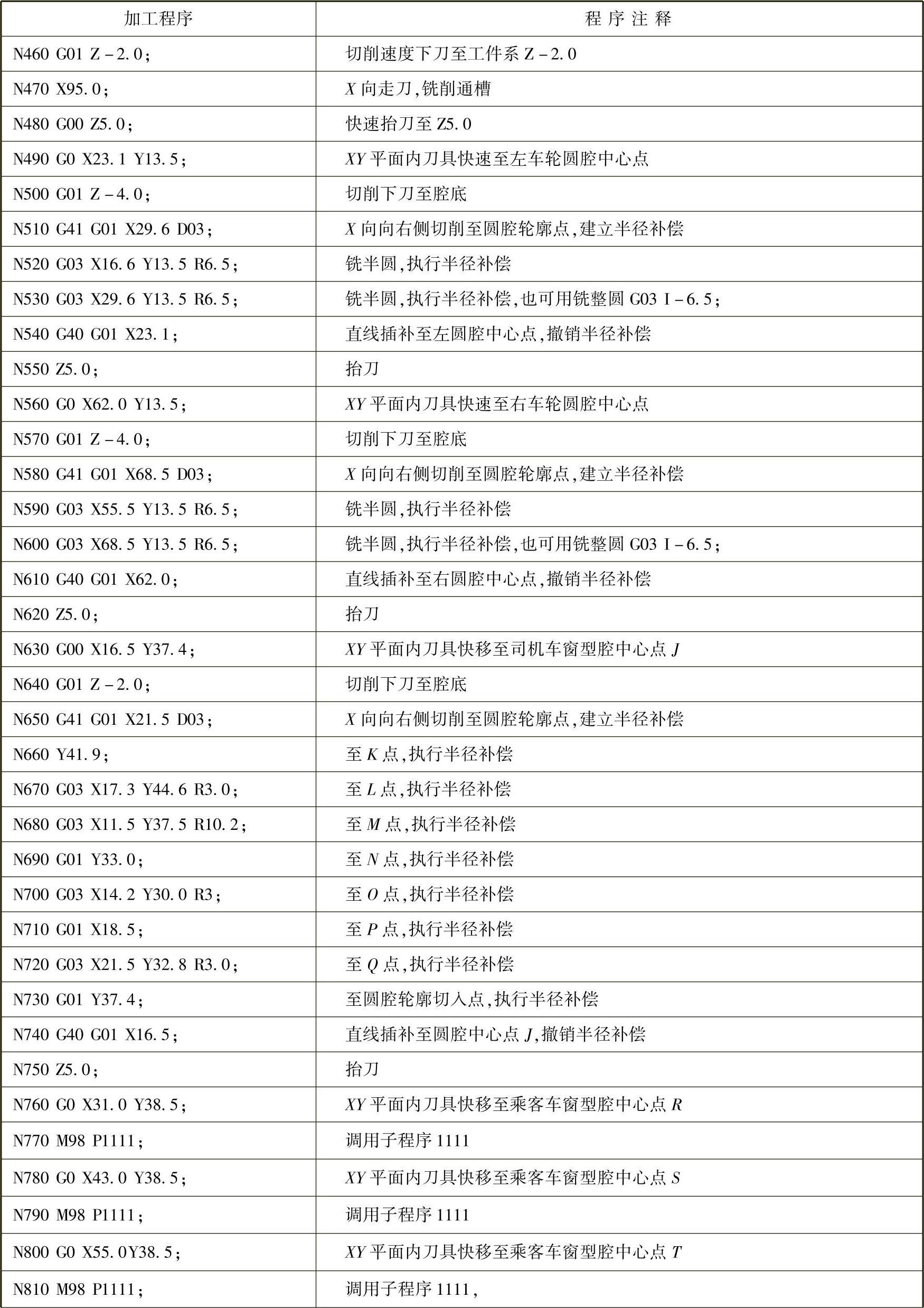
(续)
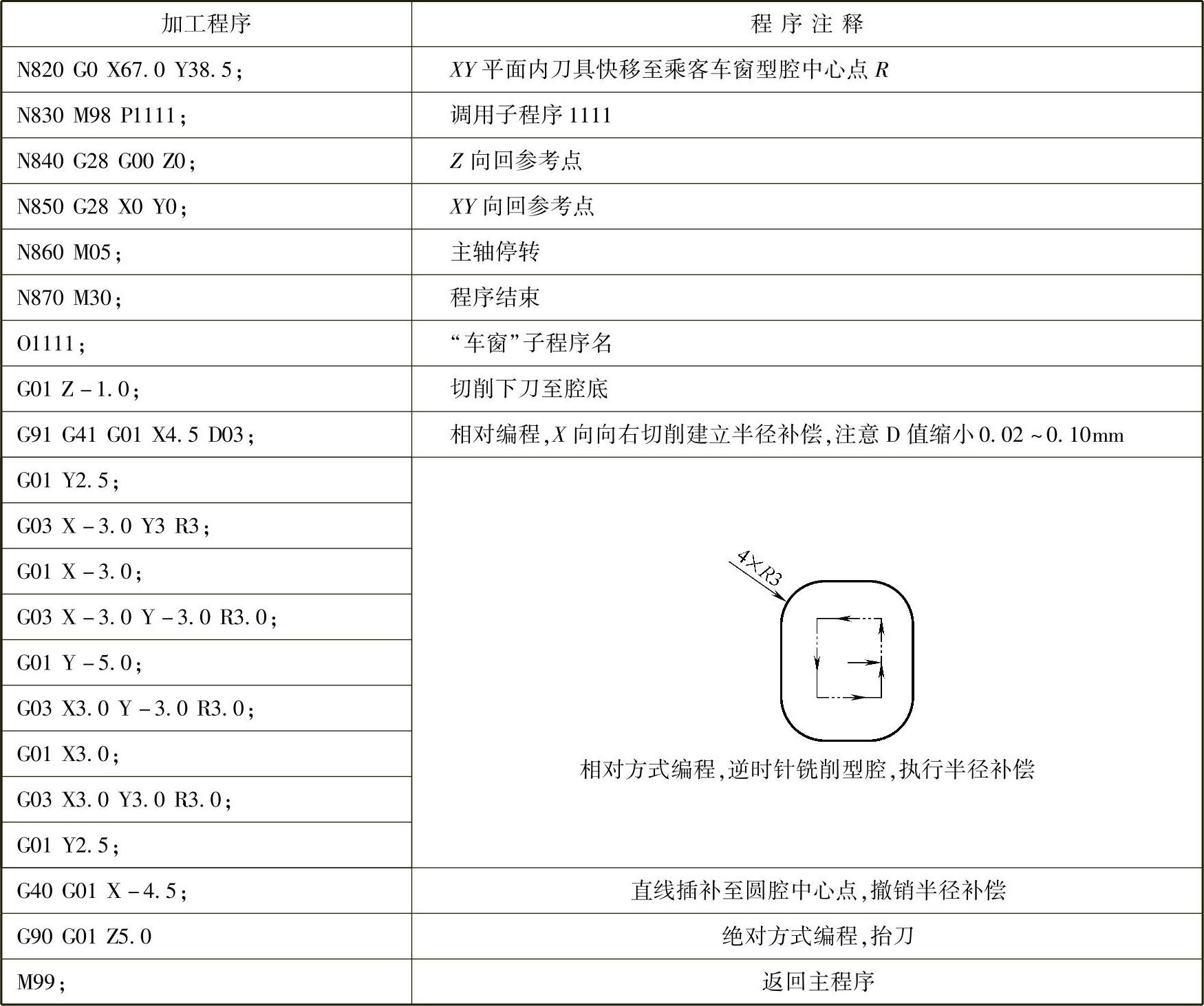
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。