



一、零件图样分析
1.结构特点
该趣味公交车凸模零件是典型的板块类零件。零件表面由凸台和型腔及通槽等结构组成。凸台轮廓主要由直线和圆弧构成,结构较简单;型腔主要由直线、圆弧及整圆构成,结构稍复杂,其特点是有多处型腔结构相同;通槽结构简单,是由直线轮廓构成的直槽。
2.材料与毛坯
该趣味公交车凸模零件材料为铝(YL12),其可加工性较好。零件的尺寸不大,且最外轮廓周边不需要加工,故可选择尺寸为85mm×55mm×30mm的铝块作为毛坯。
3.主要技术要求
该趣味公交车凸模零件的几何公差有1处,顶面与底面有平行度要求,其平行度要求在0.03mm以内,要求较高;该零件与趣味货车凹模零件是一副配合件,趣味公交车凸模外轮廓是配合面,上极限偏差为0,下极限偏差为-0.04mm,其公差等级为IT8级,精度要求相对较高;表面粗糙度要求也较高,Ra为3.2μm;该零件的司机车窗型腔、车轮型腔及通槽均未注公差(GB/T 1804—m),精度不高,Ra为6.3μm;该零件乘客车窗上极限偏差为0,下极限偏差为-0.1mm,公差等级为IT11级,精度也不高,粗糙度要求不高,Ra为6.3μm;车窗型腔和通槽深度为1±0.05mm,车轮型腔深度为4±0.05mm,加工要求不高。另外,零件表面需进行硬质阳极氧化处理。
二、制定加工工艺
1.数控设备的选择
根据该零件的外形与内孔特征,且考虑到零件的生产批量较小,故可选择在加工中心上完成零件的加工。遵循机床规格与零件外形尺寸相适应原则、机床精度与工件加工精度相适应原则和机床生产率与工件生产类型相适应原则,选用功率相当的Fadal-3016L加工中心机床进行零件数控加工。
2.定位与装夹方式的选择(https://www.xing528.com)
在加工中心上安装零件时,应尽量优先选用通用夹具进行装夹。该趣味公交车凸模零件的毛坯为块料,采用通用机用虎钳进行装夹。装夹时可以毛坯的侧面和底面作为工艺基准,所选用的坯料高度尺寸要稍大一些,以留有夹头。
该零件尺寸较小,选择钳口宽度125mm规格的机用虎钳装夹即可。装夹时,应尽量减少装夹次数,尽可能在一次装夹中完成尽可能多的加工内容。加工时需要保证零件顶面与底面的平行度,因此需要两次装夹。第一次装夹以毛坯面为粗基准进行定位,铣削零件底面,然后使零件翻转以该表面为精基准定位进行第二次装夹,用标准垫块垫高,夹紧后加工顶面和其他项目,这种装夹方式既能保证零件的精度,又能提高加工效率。
3.零件加工方案的制定
根据零件图样的要求,应选择合适的数控铣刀,采用符合加工精度的加工方案,以提高经济性和生产率。
该零件的顶面和底面的表面粗糙度要求较高,可采用粗铣、精铣的加工方案,选择直径为ϕ50mm的镶刀片面铣刀加工;零件的凸台外轮廓加工公差等级为IT8,精度要求较高,采用粗铣、精铣的加工方案,选择直径为ϕ20mm的高速钢立铣刀加工;零件通槽及型腔余量不多,且精度不高,可采用粗铣的加工方案,选择直径为ϕ6mm键槽铣刀加工。
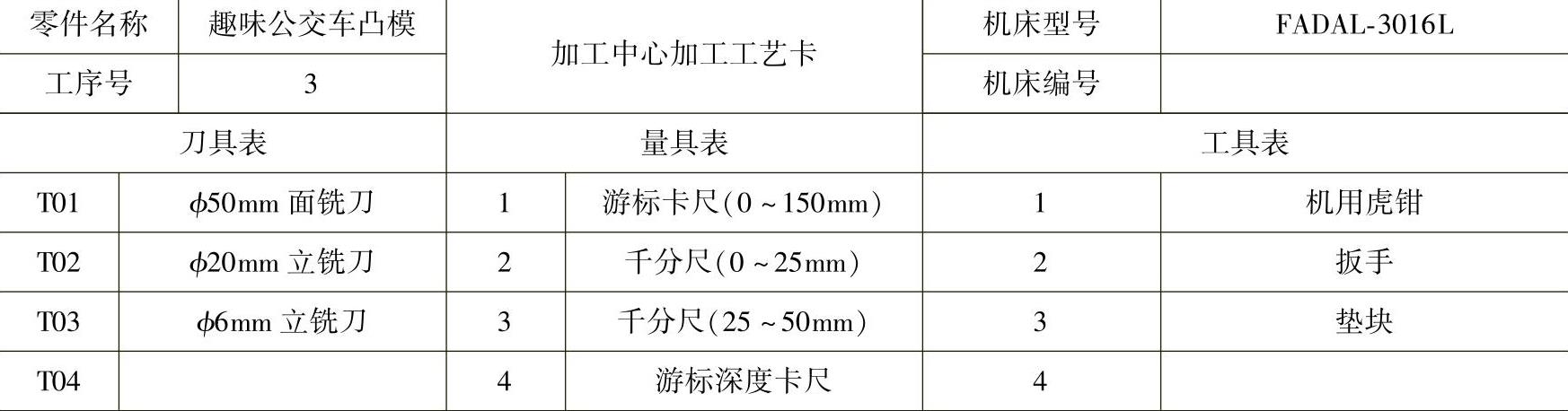
根据车间生产及教学需要,遵循由粗到精、由近到远、先面后孔等原则,制定如表2-1所示的趣味公交车凸模零件的加工中心加工工艺卡。
表2-1 趣味公交车凸模零件的加工中心加工工艺卡
(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。