



【摘要】:表1-12 扇形片凸模零件加工结果检测记录单5.设备维护与保养各小组分工完成设备及场地的清理清扫工作,填写设备点检卡、设备使用记录单等。
1.工装准备
各责任人根据工艺安排分工完成各项准备工作:班长(即“加工部经理”)指导并管理整个车间;实践委员(即“CNC技术主管”)分发刀具、工件及其他附件给线长;劳动委员(即“生产主管”)检查现场6S状况及设备点检卡的填写情况;线长将刀具、坯料等分发给线内各小组组长;组长合理安排好组内成员的分工,开机检查机床是否正常,检查刀具、夹具及附件等是否齐全。
2.操作演示
(1)G54 Z设置数据 为自动铣削0.5mm的余量,可在G54 Z中设置为-0.5,以将坐标系设置在对刀面下方0.5mm处。程序编制时自动铣削平面Z下刀值编写应为G1 Z0;直径20mm的键槽铣刀铣凸台时,编程Z下刀值应根据凸台高度5mm,程序编写为G1 Z-5.0。加工时G54中Z与长度补偿地址H中值叠加后对刀具Z向运动起作用。
(2)刀具半径补偿D设置与修改 通过机床操作面板中按键手动将刀具半径值输入到半径补偿地址寄存器中。该值根据编程及加工需要可为非半径值。
3.零件加工实践
各小组组长负责合理分工,严格按照操作规程实施项目案例的实践操作,充分发挥团队协作精神,以饱满的情绪投入零件加工环节,并填写好零件加工实践报告单。零件加工实践报告单见附录B。(https://www.xing528.com)
4.加工结果检测
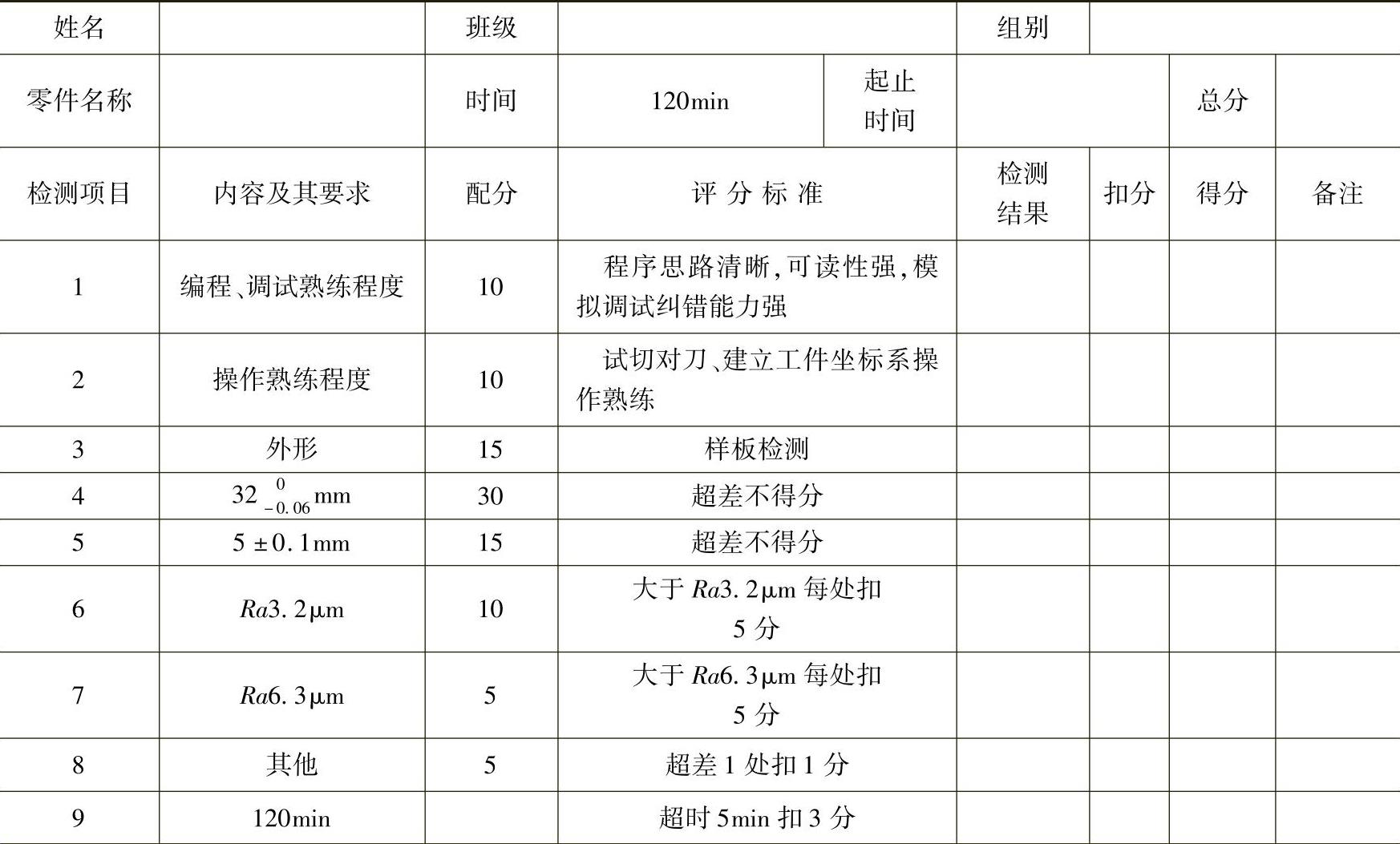
扇形片凸模零件加工结果检测记录单见表1-12。
表1-12 扇形片凸模零件加工结果检测记录单
5.设备维护与保养
各小组分工完成设备及场地的清理清扫工作,填写设备点检卡、设备使用记录单等。加工中心(MC)机床点检卡见附录C。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。