



1.工装准备
各责任人根据工艺安排分工完成各项准备工作:班长(即“加工部经理”)指导并管理整个车间;实践委员(即“CNC技术主管”)分发刀具、工件及其他附件给线长;劳动委员(即“生产主管”)检查现场6S状况及设备点检卡的填写情况;线长将刀具、坯料等分发给线内各小组组长;组长合理安排好组内成员的分工,开机检查机床是否正常,检查刀具、夹具及附件等是否齐全。
2.操作演示
(1)机床坐标系 机床坐标系是生产厂家在机床上设定的坐标系,其原点是机床上的一个固定点,作为数控机床运动部件的运动参考点。在立式加工中心机床上,机床原点为运动部件在X、Y、Z三轴正方向运动的极限位置点,坐标系为右手笛卡儿坐标系,如图1-27所示。在机床坐标系下,机床原点的机床坐标为(0,0,0),工件对称中心点的机床坐标为(XQ,YQ,ZQ),如图1-28所示。

图1-27 右手笛卡儿坐标系
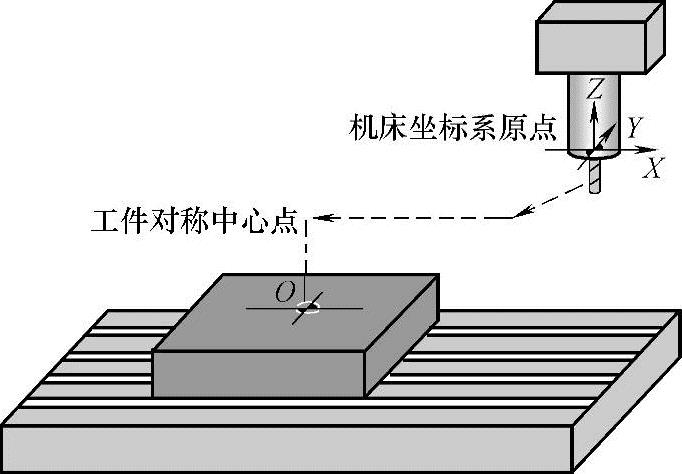
图1-28 工件对称中心点在机床坐标系下的位置
(2)手动铣削方法 加工中心机床手动铣削零件时可采用手动连续移动模式和手轮移动模式。
图1-29所示为FANUC系统手动连续移动模式和手轮移动模式操作键。关于操作键的详细说明见附录H。该回字形凸模零件手动铣削采用手轮方式操作比较方便,利于观察。
 (https://www.xing528.com)
(https://www.xing528.com)
图1-29 FANUC数控机床控制面板
3.零件加工实践
各小组组长负责合理分工,严格按照操作规程实施项目案例的实践操作,充分发挥团队协作精神,以饱满的情绪投入零件加工环节,并填写好零件加工实践报告单。零件加工实践报告单见附录B。
4.加工结果检测
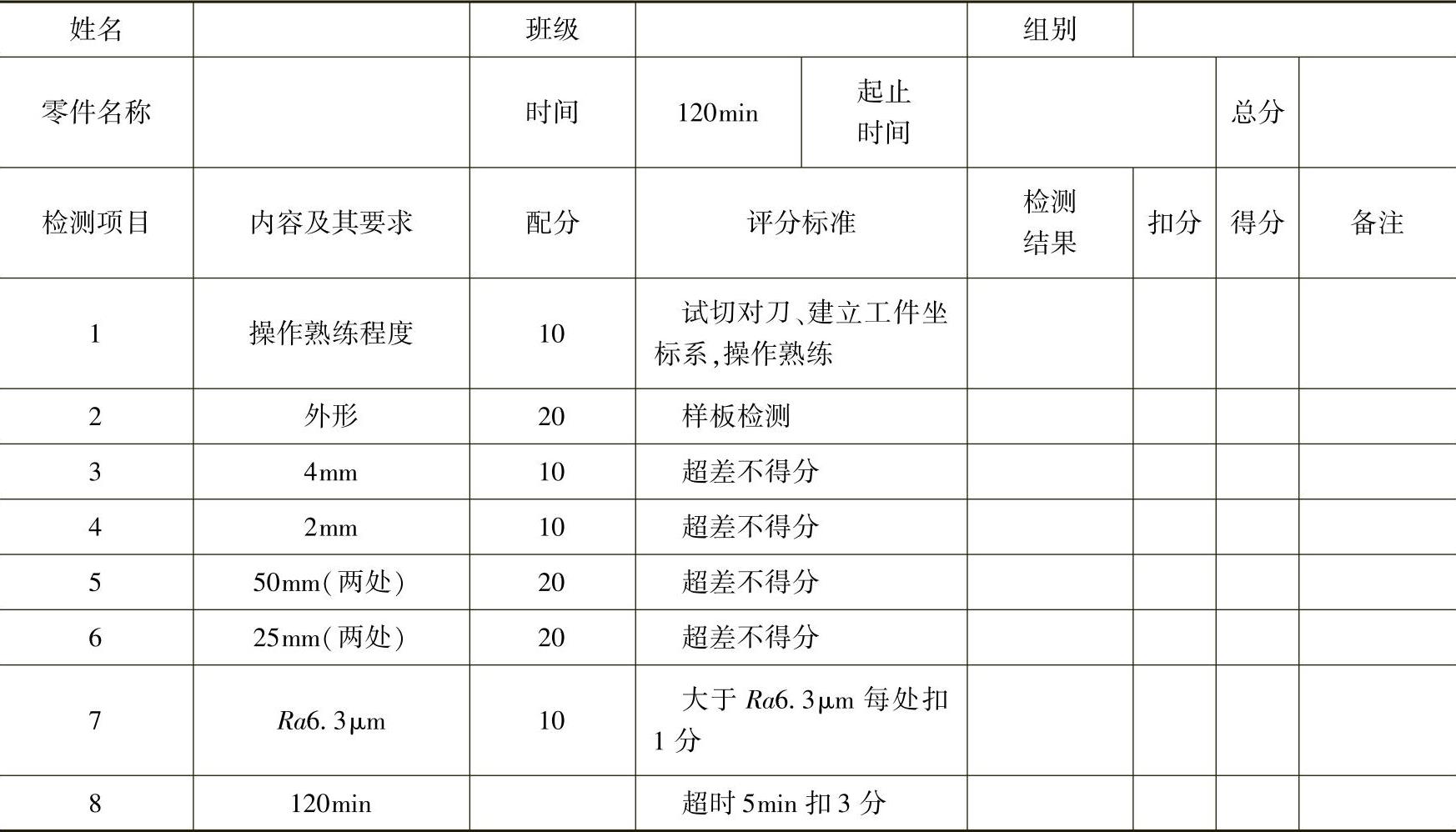
回字形凸模零件加工结果检测记录单见表1-3。
表1-3 回字形凸模零件加工结果检测记录单
5.设备维护与保养
各小组分工完成设备及场地的清理清扫工作,填写设备点检卡、设备使用记录单等。加工中心(MC)机床点检卡见附录C。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。