



【摘要】:将缸盖底平面朝下放平,依次装入气门弹簧下座、气门油封、内外弹簧、气门弹簧上座,如图5-23a所示。用专用工具将气门内、外弹簧压下,在气门弹簧上座和气门杆间装入气门锁片,然后缓慢放松弹簧即可,检查气门锁片是否安装到位。禁止在柴油机热机状态下拆卸气缸盖或松动气缸盖螺栓,以防止缸盖变形。
清洗气缸盖,用压缩空气吹净,在进、排气门杆部均匀涂上二硫化钼(MoS2)润滑脂装入气缸盖。
将缸盖底平面朝下放平,依次装入气门弹簧下座、气门油封、内外弹簧、气门弹簧上座,如图5-23a所示。用专用工具将气门内、外弹簧压下,在气门弹簧上座和气门杆间装入气门锁片,然后缓慢放松弹簧即可,检查气门锁片是否安装到位。
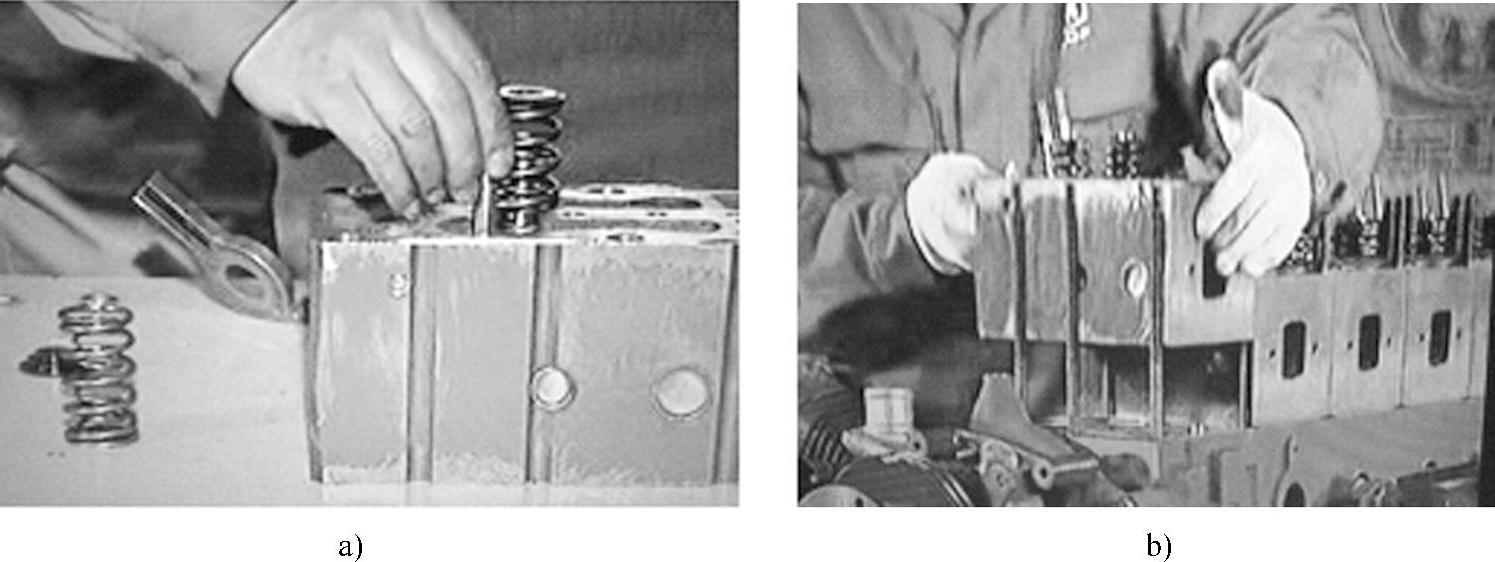
图5-23 气缸盖的安装
装入6张气缸床,将组装好的缸盖组合件擦净其底平面装入,如图5-23b所示,未安装到位的允许用木锤敲入,把夹紧块、压紧块装入缸盖副螺栓,将21个缸盖副螺母和24个缸盖主螺栓的螺纹处涂点机油拧入。
缸盖主螺栓、副螺母在拧紧时,应严格按设计要求对主、副螺栓交替拧紧。编号1~21为M12辅助螺栓(双头螺柱),编号22~45为M16的主螺栓(螺钉)。
21个气缸盖副螺母和24颗气缸盖主螺栓的拧紧顺序如图5-24所示,分3次拧紧,拧紧程序如下:
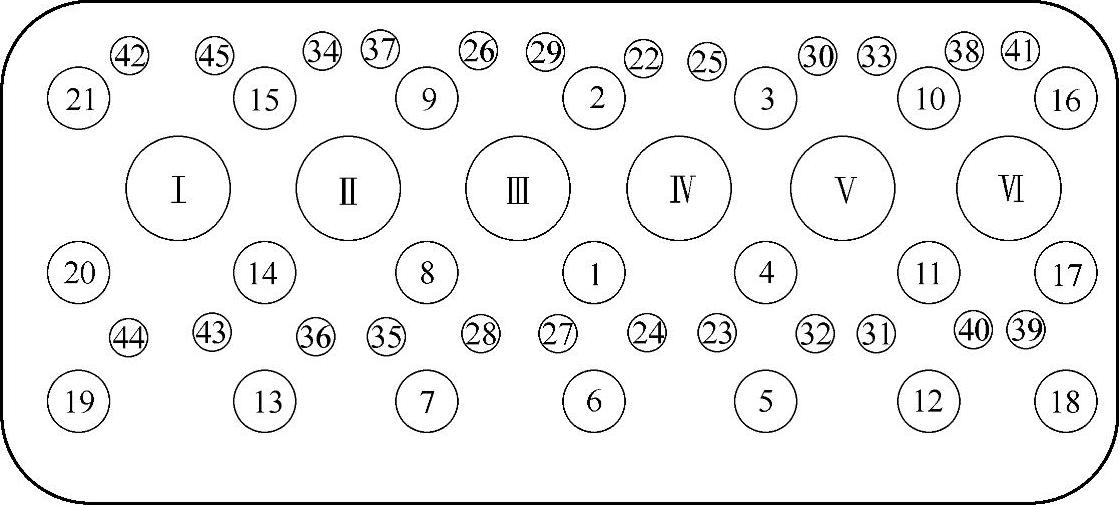
图5-24 气缸盖主螺栓、副螺母拧紧顺序(https://www.xing528.com)
①将主螺栓、副螺栓螺母的螺纹及承压面加机油后,拧紧到30N·m。
②将主螺栓按顺序拧紧到200N·m,并在螺栓上作标记。
③将副螺栓螺母按顺序拧紧到100N·m,并在螺母上作标记。
④将主螺栓按顺序转角90°±5°。
⑤将副螺栓螺母按顺序转90°±5°。
⑥将主螺栓按顺序再转角90°±5°,同时力矩达到300~400N·m。
⑦将副螺栓螺母按顺序再转角90°±5°,同时力矩达到130~170N·m。
禁止在柴油机热机状态下拆卸气缸盖或松动气缸盖螺栓,以防止缸盖变形。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。