



图5-17 安装挡板
擦干净空压机与齿轮室的结合面,并涂上510平面密封胶,将双缸空压机装上,如图5-18所示。
转动飞轮,使第一和第六缸的活塞在上止点,这时飞轮应在零位,即从飞轮壳检视孔中刻线看下去应在飞轮的OT刻度线,如图5-19所示。
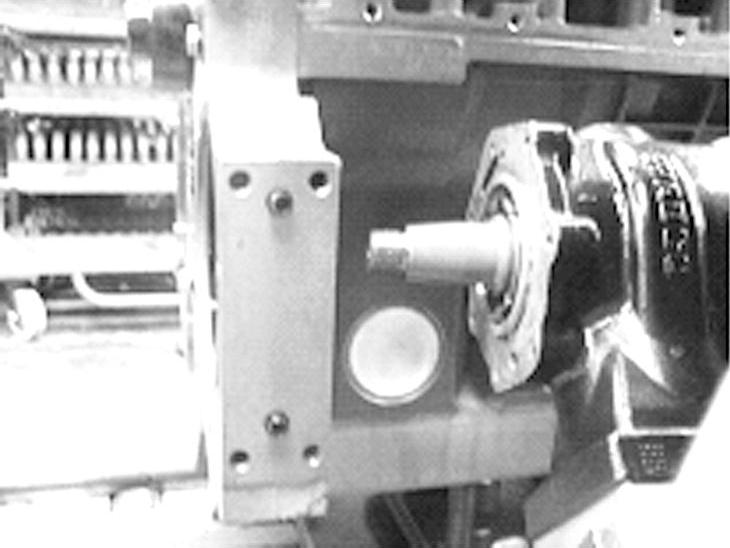
图5-18 空压机的安装
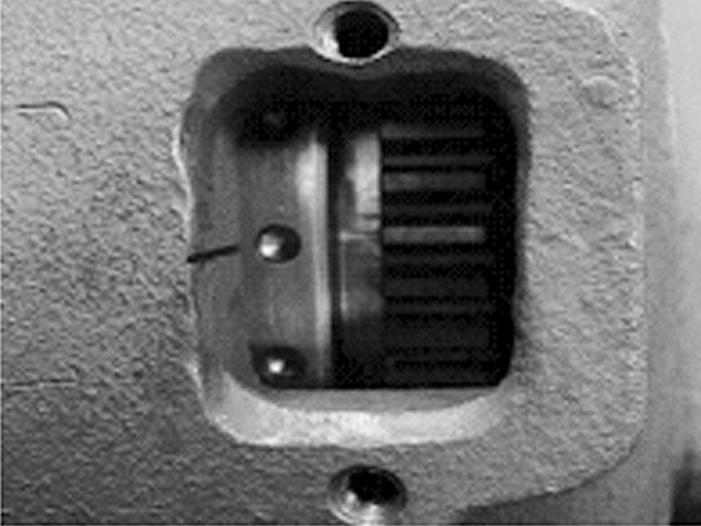
图5-19 OT刻度线
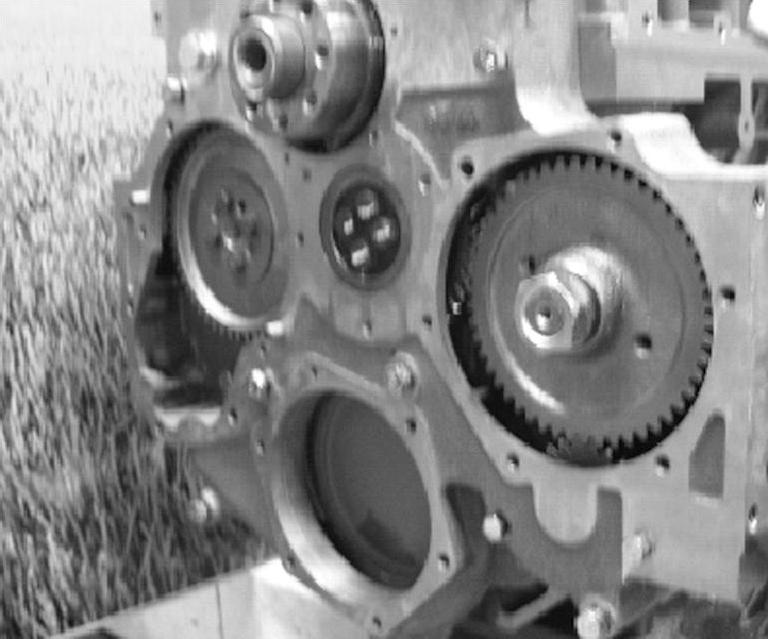
在凸轮轴上敲入定位销,将凸轮轴齿轮上的刻线落在齿轮室上两条正时刻线标记内,转动凸轮轴,使凸轮轴齿轮上的定位销孔对准凸轮轴上的定位销,装入凸轮轴齿轮,用4个M8×20,10.9级的凸轮轴齿轮螺栓,涂上242螺纹胶,拧紧力矩为32N·m。安装完毕的正确位置应为凸轮轴齿轮上的刻线落在齿轮室上的两条标记线内,如图5-20所示,检查各齿轮是否有间隙。
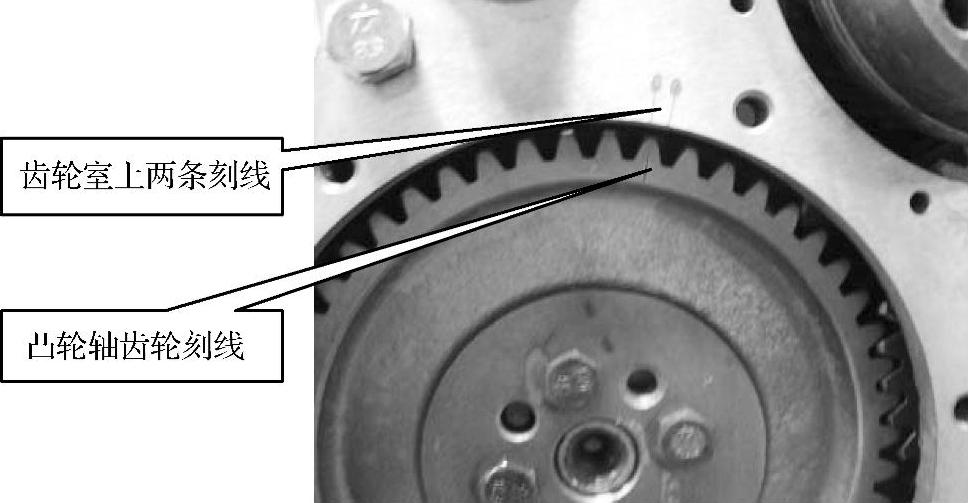
图5-20 标记线位置(https://www.xing528.com)
安装起动机,如图5-21所示。用2个M10×25的螺栓涂上螺纹胶将机油集滤器密封垫片安装到机油泵进油口处并拧紧,如图5-22所示,注意检查是否有漏油的地方。
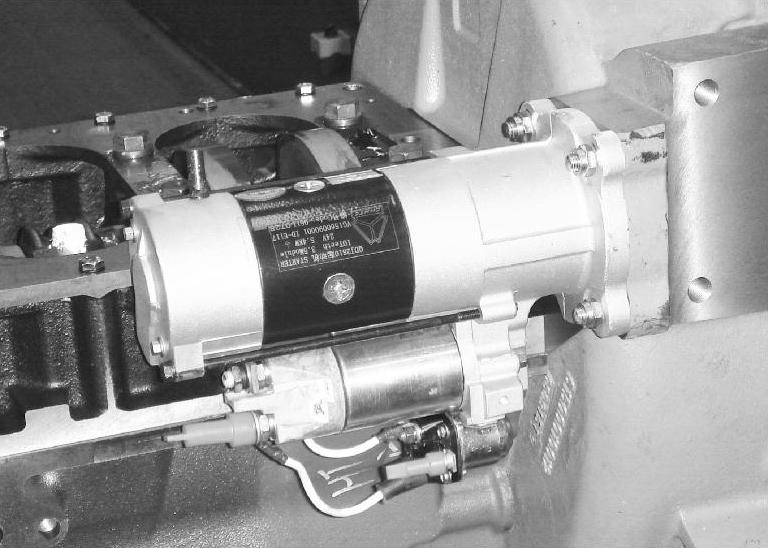
图5-21 起动机的安装
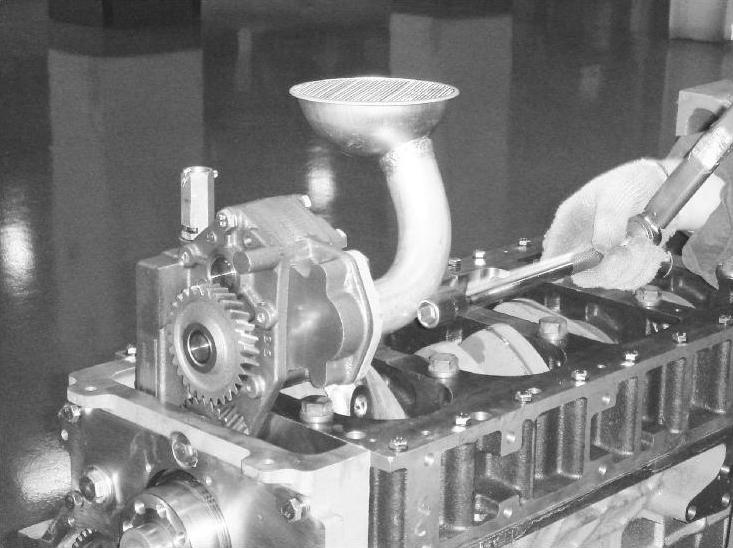
图5-22 安装机油集滤器密封垫片
在主油道限压阀螺纹部位涂上242螺纹胶,拧入机油主油道限压阀螺孔中并拧紧,拧紧力矩为120N·m。
擦干净机体下平面,将橡胶密封垫套装在油底壳上,用12个托块、螺栓将油底壳紧固安装好,清洗干净放油螺塞及里面的磁性圆柱,紧固安装放油螺塞,拧紧力矩为30N·m。
将机体翻转180°,上平面朝上,测量活塞凸出高度-0.15~0.33mm。核对1、6缸上止点。将12个挺柱清理干净,用压缩空气吹净内部,油孔必须畅通,在表面涂上清洁机油后装入机体挺柱孔内。
将机体上平面和活塞上表面用布擦干净,敲入6颗缸盖定位销和6颗缸盖弹性定位销,21个缸盖副螺栓在螺纹短的那头涂上271胶水拧入机体,上好气缸盖衬垫。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。