



电子器件钎焊用钎料由于其用途的特殊性,对钎料内部的清洁性、钎料的溅散性亦做了要求,为此,电子行业专门起草制定了电子行业标准SJ/T10754—2015《电子器件用金、银及其合金钎料分析方法 清洁性、溅散性的测定》。所谓钎料内部的清洁性,主要是观察钎料在氢气气氛中在镍片上熔化后,钎料的表面是否有明显可见的黑色斑点,以此来评价该钎料的清洁性。一般来说,影响钎料清洁性的因素主要是杂质元素含量,为此,SJ/T10753—2015《电子器件用金、银及其合金钎料》中对杂质元素的含量做了严格的规定,其总质量分数均≤0.05%,远小于GB/T 10046—2008《银钎料》中规定杂质元素总质量分数≤0.15%的要求。此外,对钎料溅散性的检验,实际上是对钎料中气体含量做出了间接要求,因为钎料中的含气量是导致钎料在钎焊时产生溅散的主要因素。
25.2.5.1 清洁性检验方法
《电子器件用金、银及其合金钎料分析方法 清洁性、溅散性的测定》SJ/T 10754—2015中对钎料清洁性检验方法做了详细的规定,主要内容如下:
将装有试样的坩埚放在石英或镍舟内,送入氢气炉中,先在500℃左右预热5min,然后推至高温区,在高于该钎料液相线30~50℃下保温10min,在氢气中冷却到80℃以下取出试样,用目力观察试片上钎料的清洁程度,对照表25-1及标样评定清洁性等级。
表25-1 清洁性等级评定对照表Table 25-1 Clearness level assessment contrast
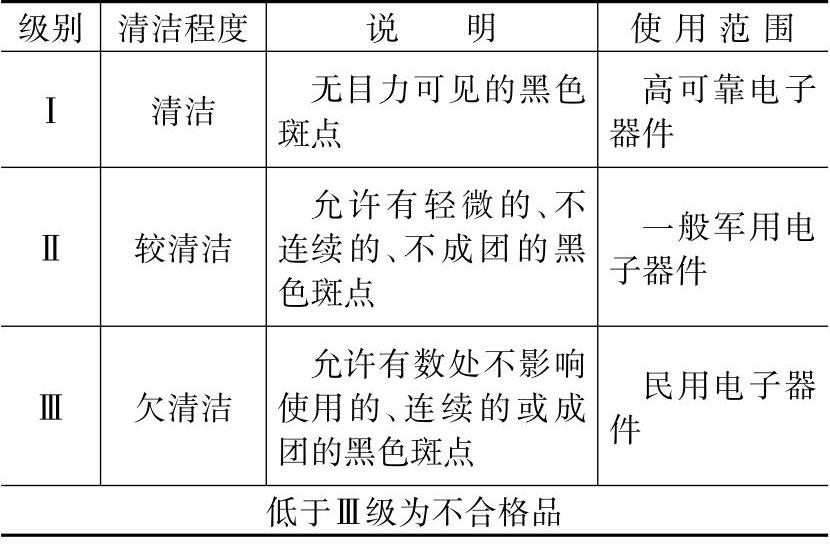
注:1.评定清洁性级别时,试样表面不得有明显的氧化。
2.测定清洁性时,熔化的钎料应基本上布满镍片。
25.2.5.2 溅散性检验方法(https://www.xing528.com)
《电子器件用金、银及其合金钎料分析方法 清洁性、溅散性的测定》(SJ/T 10754—2015)中对溅散性检验方法做了详细的规定,主要内容如下:
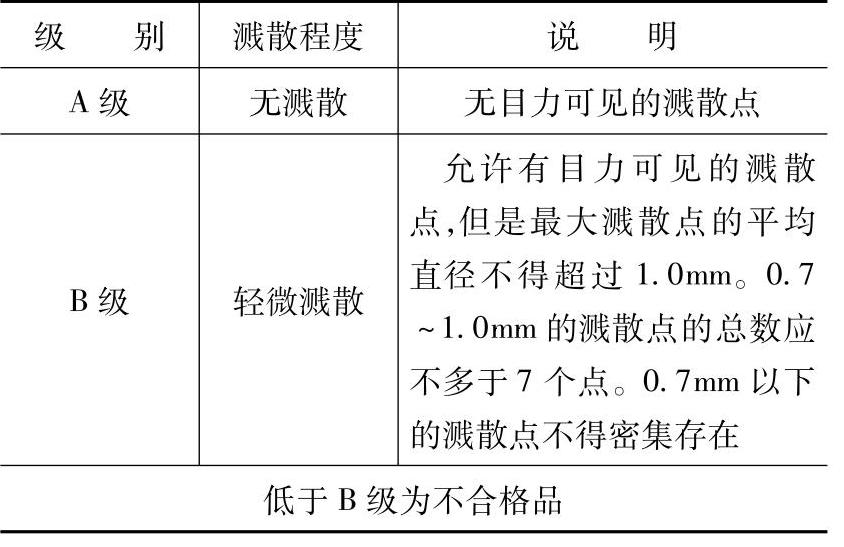
将装有试样的坩埚放在石英或镍舟内,送入氢气炉中,先在500℃左右预热5min,然后推至高温区,在高于该钎焊料液相线30~50℃下保温10min,在氢气中冷却到80℃以下取出试样。用刻度显微镜测量并计算溅散点尺寸。计算方法:
溅散点尺寸=(长+宽)/2
两个以上的溅散点重叠在一起时,其长度指总长。
对照表25-2评定溅散性等级。
表25-2 溅散性等级评定表Table 25-2 Spatter property level assessment contrast
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。