



虽然钎缝强度指标不是采购每批钎料时都必须进行的常规试验项目,但是在最初决定是否选用某种钎料时,钎缝强度则是首先要考虑的。现行国家标准GB/T 11363—2008《钎焊接头强度试验方法》是为软、硬钎焊钎缝的常规力学性能试验而制定的,它适用于黑色、有色金属及其合金的软硬钎焊钎缝在冷态、室温、热态时的抗拉、抗剪强度和高温蠕变强度的测定。该标准所规定的拉伸、剪切试样的形状及统一的操作方法,除使试验结果可以重现与比较外,对钎料的流动性及填缝性等性能更是一个严峻的考验。因为只有当钎料的流动性及填缝性优良时,才能顺利地填满标准中所规定的试件的间隙,才能达到较高的抗拉及抗剪强度。其标准试验方法主要内容如下。
25.2.2.1 试件制备
1.试件和接头形式
(1)常规剪切试件 棒材剪切试件、试样形状及尺寸如图25-7所示。装配时,应保持一定的均匀间隙。
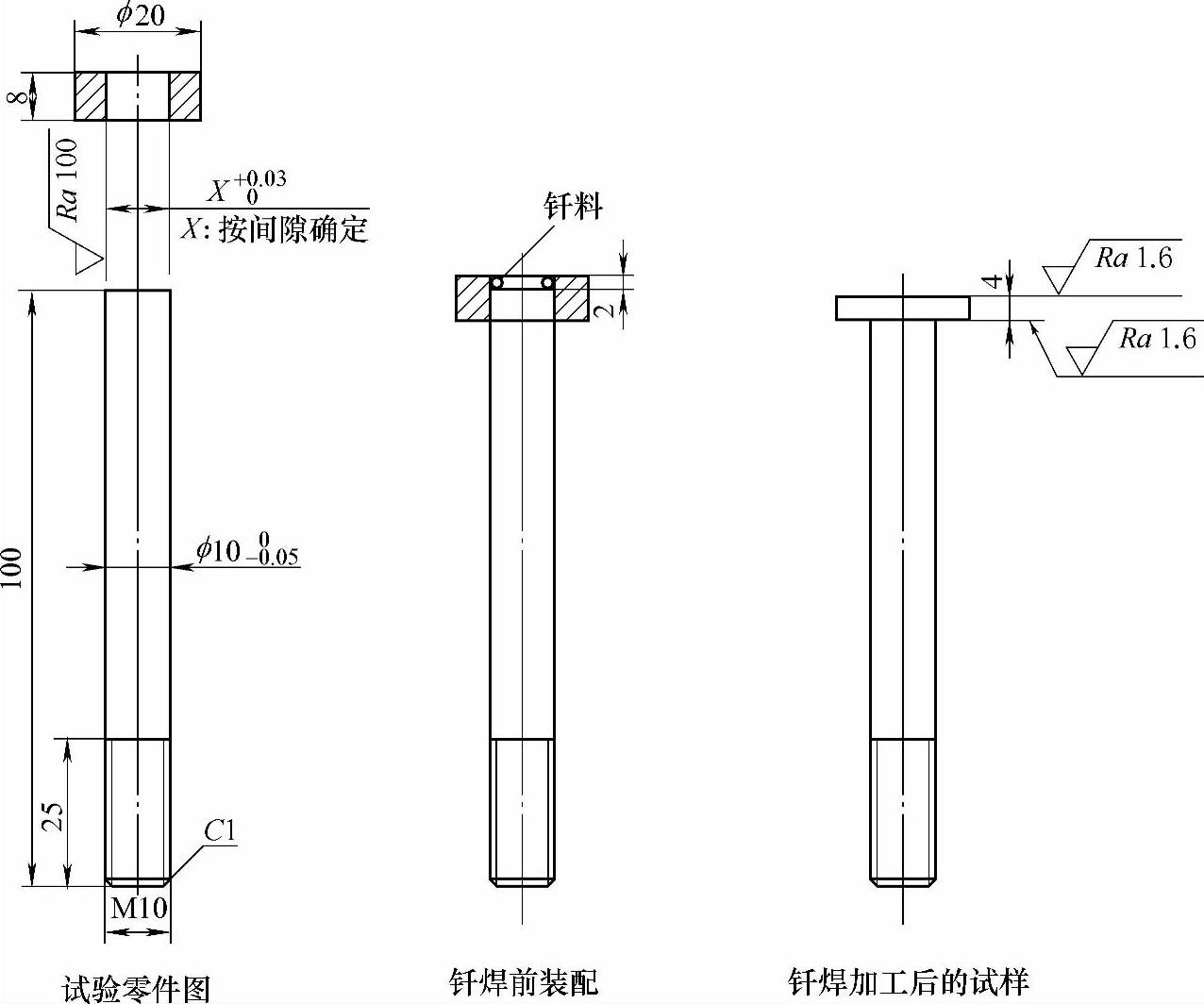
图25-7 棒材剪切试件、试样形状及尺寸 Fig.25-7 Shape and dimension of specimen for shear test
(2)常规拉伸试件 棒材拉伸试件、试样形状及尺寸如图25-8所示。装配时,试件钎焊面相对,并具有预定的装配间隙。
2.母材和接头间隙的选择
试验用母材的选择,应保证钎缝的断裂载荷低于该母材弹性极限的载荷,以保证在钎缝处破坏。特殊应用时,试件材料应是所用构件的金属,接头间隙也应是实际应用的间隙。
母材和接头间隙应在报告中注明。
3.表面准备
被焊表面应进行清理,去除氧化皮、润滑剂、油漆等。清理过程及清洗剂要适合母材的要求。
钎焊前,被焊表面可用砂布打磨。(https://www.xing528.com)
特殊应用时,表面状态应相当于实际构件的要求。
4.钎料和钎剂的施用
试件以垂直位置装配,钎料以适当形式(丝、粉、片、块等)预置在接头的一边或手工送进。其用量应满足熔化后足够填满钎缝间隙的要求。
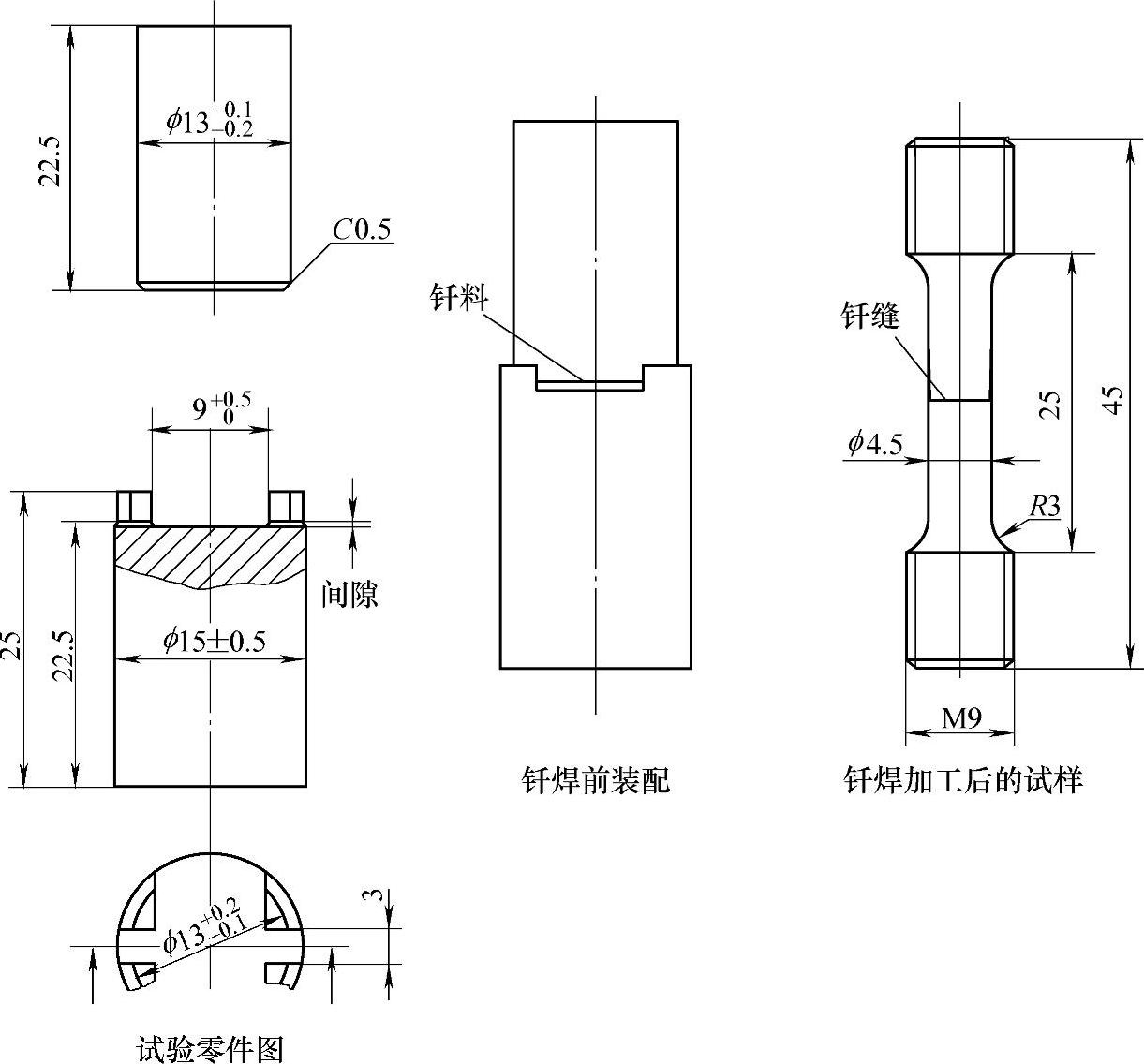
图25-8 棒材拉伸试件、试样形状及尺寸 Fig.25-8 Shape and dimension of a tensile test specimen
如必须使用钎剂,试验钎剂应适应钎料及母材的要求,它的使用应遵循厂家说明书。
所有钎料、钎剂应在报告中注明。
25.2.2.2 强度试验方法
为避免试样上出现附加的弯曲应力,所有试验均在具有可调紧固的夹具上进行。图25-7所示试样的剪切试验应在图25-9所示的固定装置上进行。
瞬时剪切和拉伸试验均在拉伸机上进行,其加载速度与位移速度要调整到与试验用钎料的特性相当。
热态瞬时剪切试样或拉伸试样应置于备有炉子的拉伸机上加载。加载前,试样保温1h,炉温控制在±1%之内。
蠕变试样应在蠕变断裂机上进行。加载前,保温1h,炉温控制在±1%之内(室温蠕变除外)。断口表面要进行检查,其结果记入报告中。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。