



钎焊技术在电机的制造中有着十分重要的作用,特别是大型电机,几乎离不开钎焊。例如,12.5万kW和30万kW双水内冷发电机转子线圈空心铜线与不锈钢引水管的连接;大型发电机(36MW)转子线圈接头采用了电阻钎焊;6500MVA冲击发电机定子绕组拼头钎焊;600MW汽轮发电机定子引线水管接头采用中频感应钎焊;全氢冷却30万kW汽轮发电机静导叶片环采用了炉中钎焊;水冷发电机磁极线圈铜排使用火焰钎焊连接。此外还有直接牵引电动机换向器和电枢导线的钎焊;交流电梯电动机、矿用电动机和潜水电动机的转子端环与导条的钎焊;航空电动机汇流条的钎焊;汽轮发电机线圈的感应钎焊;电动机短路环感应钎焊;电动机定子线圈与过桥线及引出线的连接;超导电动机转子绕组中多股铌钛超导复合扁线的软钎焊连接。
1.双水内冷汽轮发电机引水接头[30]
双水内冷汽轮发电机引水钎焊接头结构型式如图22-61所示。变截面的方铜导线钎焊部位的尺寸为21mm×21mm×50mm。钎焊采用氩气保护的管式炉,钎料成分:w(Cu)=26.5%~27.5%,w(Ni)=0.9%~1.1%,w(Li)=0.4%~0.6%,Ag余量,熔化温度为780~800℃。钎料有丝材和箔材两种形状。钎焊的第一步是在氩气保护管式炉中将图22-61a所示的两个钎缝一次焊成,钎焊温度为880~920℃,钎焊保温时间为2min。钎焊时,炉管内充氩气,氩气流量20L/min。
图22-61b所示为接头采用分级钎焊工艺,即先用氩气保护炉中钎焊把不锈钢过渡接头焊到方铜管线上,然后用氩气保护中频感应加热钎焊把1Cr18Ni9Ti不锈钢引水管与1Cr18Ni9Ti不锈钢过渡接头连起来。中频感应钎焊加热前,在钎焊处加少量QJ102钎剂,管内充氩气,流量为10L/min。加热时,先开大功率(8~9kW)加热,待钎料熔化,形成圆角后,功率降到5~6kW,保温10s后再断电冷却。
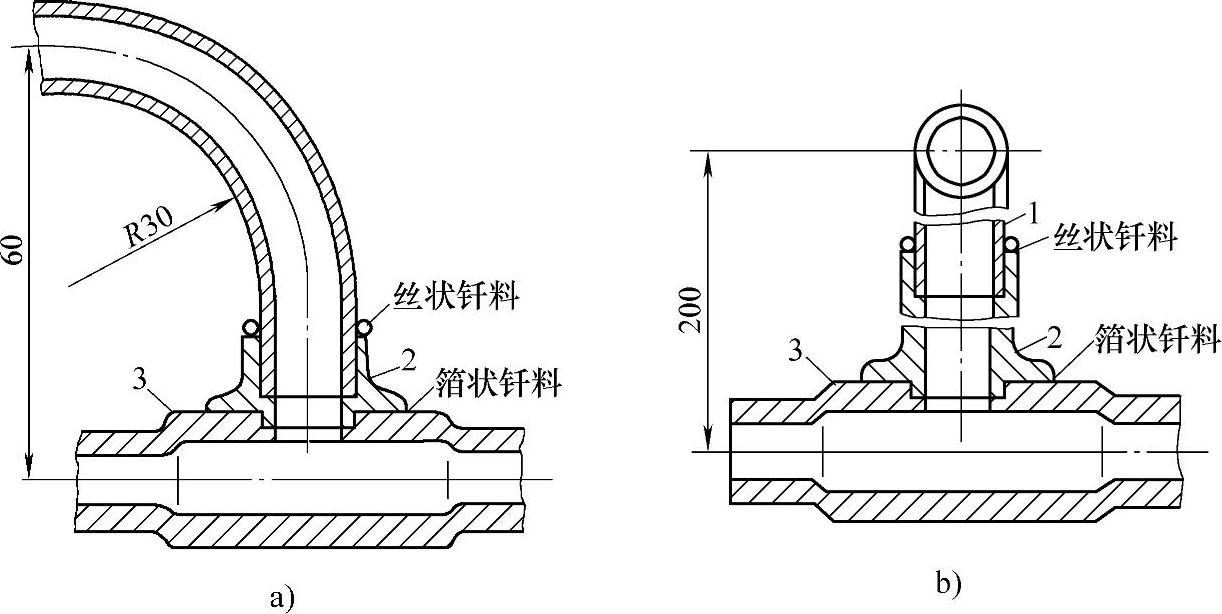
图22-61 钎焊接头结构型式 Fig.22-61 Structure of brazed joints for water supply system in turbogenerator
1—不锈钢引水管 2—不锈钢过渡接头 3—方铜导线
2.大型发电机转子线圈接头[31]
36MW发电机转子线圈铜带经扁绕后,将其端部按11°剖开,下线时依次层层钎焊而形成完整线圈,图22-62所示为多层叠合钎缝结构。在专用的电阻钎焊装置上进行钎焊。选用高纯石墨作电极材料,选用BCu80AgP(Ag的质量分数为15%的Ag-Cu-P)钎料。按设定的电流、电压、温度、时间等各参数进行钎焊,可获得良好的钎焊质量和重复性。(https://www.xing528.com)
3.转子端环与导条接头
潜水电动机转子端环与导条的材质均为纯铜,采用100kW、8000Hz变频机组,钎料为Cu-P系特制钎料,颗粒尺寸为20~40目。单匝感应圈由异形铜管制成,铜管壁厚为1.5~2mm。感应圈与端环之间单面间隙为3~5mm。表22-2列出了几种规格的转子钎焊规范参数。
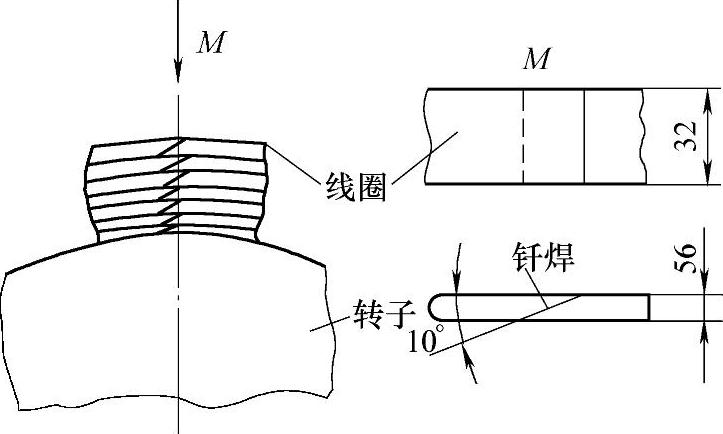
图22-62 多层叠合钎缝结构Fig.22-62 Structure of fillet with multiple layer-fold
表22-2 转子钎焊规范参数Table 22-2 Parameters for brazing rotor in electric motor
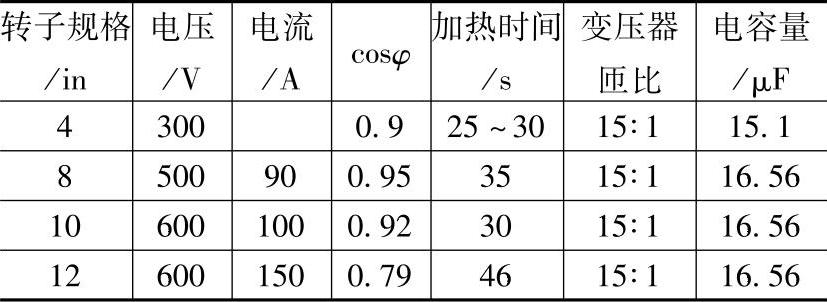
注:1in=25.4mm。
根据确定的钎焊工艺,依据所焊转子的规定尺寸已研制了自动钎焊专机,成功地完成了4in、6in、8in、10in、12in转子端环与导条的钎焊。完成一个转子钎焊的时间约为10min,而火焰钎焊需要38~55min。采用中频感应加热可使端环和导条钎焊部位整体加热,受热均匀,且不变形,焊合率可达100%。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。