



钎焊技术在轻工业中的应用也很多,如自行车、不锈钢覆底锅、真空保温瓶、真空保温杯、眼镜架、手表表壳、铜管乐器、牙钻、工业缝纫机双针、套筒扳手和灯泡等。
1.自行车
自行车的几个重要部件,如车架、前叉和车把,都是钎焊连接的。图22-52所示为自行车的车架和前叉的结构示意图。
自行车钢管材料为Q345钢或09Mn钢。早期采用盐浴浸渍钎焊,所用钎料为H62黄铜,熔盐为NaCl。由于钎焊温度高,盐蒸气污染环境严重,劳动条件很差,焊后清洗工作繁重,耗能大,现在已被氧石油液化气(主要成分是丙烷)多头火焰自动钎焊或高频感应钎焊替代,其中前者应用更为广泛。
氧石油液化气多头火焰钎焊自行车车架等部件所选用的钎料为铜锌基钎料,熔化温度为820~850℃,有φ2~φ2.5mm丝材和0.1mm厚度的片材两种规格。钎剂为硼砂与硼酸的混合物,以糊状供应。
自动火焰钎焊所用的多火焰焊炬可分为环形焊炬(用于车架)和叉形焊炬(用于前叉),每个焊炬上根据加热部位所需的热量大小,配备4~16个焊嘴。钎焊时所用的氧气工作压力为0.2~0.3MPa,石油液化气工作压力为0.03~0.06MPa,压缩空气压力为0.5MPa,可通过调压阀调节到合适的压力。由送丝机构自动填加钎料丝。自行车零件在钎焊前待钎焊部位都必须去油除锈,焊时涂糊状钎剂。自行车车架由前接头、中接头、后接头、平叉、立叉、上管、下管和接片等组成,在自行车车架专用氧石油液化气多头火焰自动钎焊机上使用中性焰分八次钎焊而成。前叉由前叉肩、前叉立管、前叉腿和前叉接片等组成,采用片材钎料预置在待钎焊处,在专用的前叉氧石油液化气火焰自动钎焊机上分两次进行钎焊完成。
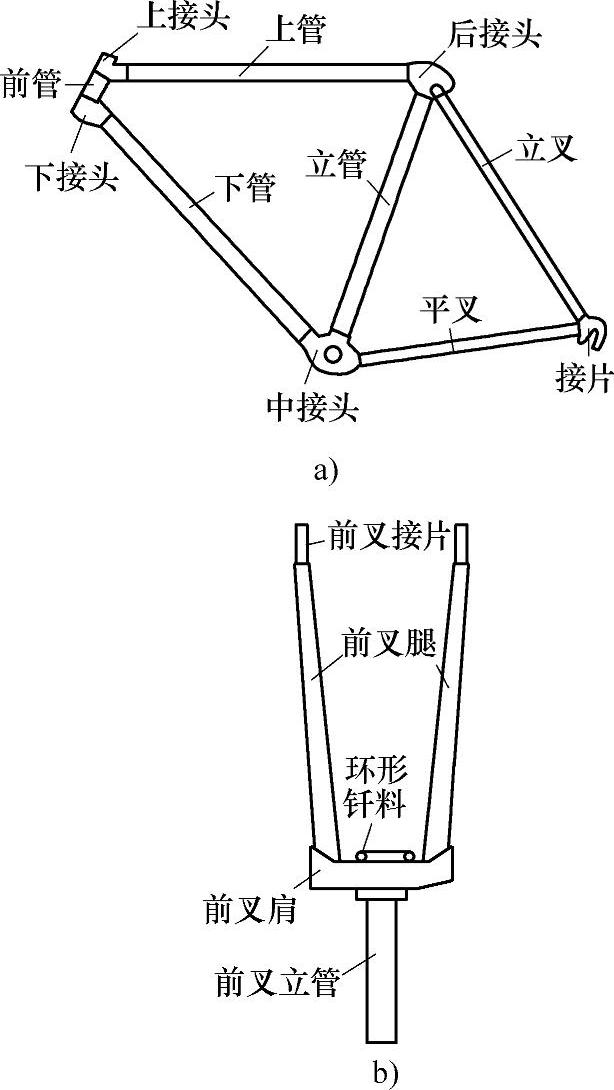
图22-52 自行车车架和前叉的结构示意图 a)车架 b)前叉 Fig.22-52 Frame and front fork for bicycle
2.不锈钢覆底锅[22]305-306[23]455-457
用不锈钢炊具烧煮食物,由于不锈钢热导率小,火力稍大时,底部食物容易被烧焦。在不锈钢锅底上钎焊一层铝或铜板,可改变热导率,使锅内食物受热均匀。不锈钢锅所用材料为06Cr19Ni10,厚度为0.6~1.2mm。锅底覆铝的材质为1050A,厚度为3~6mm。钎料为Al-Si合金粉,颗粒度为80~400目。钎剂为K3AlF6-KAlF4共晶氟化物(熔点为560℃)的粉状混合物,粉末在200目以上,越细、越均匀,效果越好。钎焊可在专用的钎焊不锈钢覆底锅设备上或普通的60kW高频感应钎焊装置上进行,如图22-53所示。用10%酒精将钎剂调成糊状,用毛刷将糊状钎剂涂敷在锅底和铝板上,然后将钎料粉末均匀地铺撒在糊状钎剂上。使用钎剂和钎料量按0.8~1.0g/dm2和1.2~1.5g/dm2锅底面积分别铺撒。钎焊时,按下操作按钮,高频感应压头便压在锅底上,同时进行感应加热和加压,加热保温时间为15~30s,压力为50~60MPa。按下停止按钮,完成钎焊过程。钎缝圆角应外观均匀,凹度清晰可见。锅内不锈钢锅底呈现橘黄色。据说一台双工位的专用感应加热钎焊机,每小时可钎焊120个锅底,锅底直径为125~280mm。在该设备上还可钎焊压力覆底锅。

图22-53 高频感应钎焊覆底锅 Fig.22-53 Installation of high-frequency induction for brazing a stainless steel pot with aluminum heat conductor
1—高频感应圈 2—石棉板 3—不锈钢覆底锅 4—顶轴 5—液压缸
3.真空保温杯
不锈钢真空保温杯(简称真空杯)如图22-54所示。按其生产方式不同,可简单地分为有尾真空杯和无尾真空杯两种。(https://www.xing528.com)
有尾真空杯是用真空排气台方式获得的,在真空排气台上,插上真空杯(真空杯底部焊着排气铜管),抽到小于2×10-3Pa真空度后,用液压钳压扁铜管,再用电烙铁软钎焊密封铜管口。
无尾真空杯是在真空钎焊炉中,通过真空钎焊制造的。钎焊在三室真空钎焊炉中进行,钎料为镍基粉末钎料或非晶态钎料,目前用得较多的是BNi82CrSiBFe非晶态钎料。装配前,将非晶箔带冲压成环状(周围呈波纹形,波纹高0.8mm)钎料片,当炉内真空度达到6×10-4Pa时,开始进行加热。当炉温达到钎料熔化温度(970~1000℃)时,钎料熔化,使堵盖下沉并焊死真空杯底部的抽气口;当炉温达到1050℃时,保温5min,将真空杯送入冷却室。当杯温降至800℃左右时,充高纯氮速冷至100℃以下,取出真空杯。每炉可生产600个,24h可生产8000个以上,生产率比有尾真空杯高很多,并大大提高了真空杯质量,使真室杯使用寿命由有尾真空杯的8年提高到12年。目前国内各种真空杯、真空保温瓶和真空提锅已有50多个系列,上百个品种。
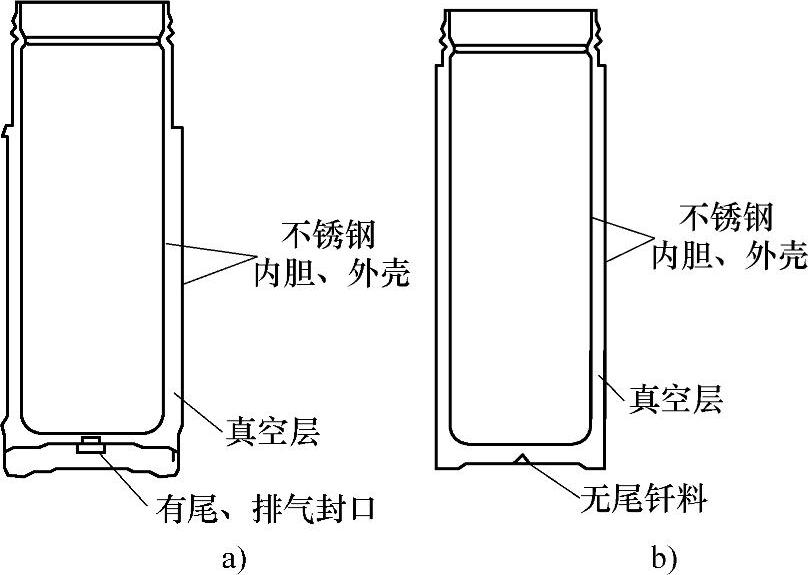
图22-54 不锈钢真空杯 a)有尾 b)无尾Fig.22-54 Stainless steel vacuum cup
4.不锈钢眼镜架
国内镜架材料主要有黄铜、白铜、蒙乃尔合金、不锈钢和钛镍记忆合金等,其中钛镍记忆合金性能最好,但价格昂贵。不锈钢镜架与黄铜、白铜镜架材质相比,具有耐腐蚀、强度高、弹性好等特点。一般不锈钢镜架由框架、横梁、支架、弯头、镜腿等部件构成,如图22-55所示。通常一副镜架有8~14个钎焊焊点。眼镜架及其配件细小,结构复杂,许多焊点的接触面积远小于1mm2,平均每个焊点仅需钎料0.01g左右,同时要求钎焊接头强度高,钎缝要美观。眼镜架钎焊通常采用电阻钎焊或小功率的高(中)频感应钎焊。不锈钢电阻钎焊用钎料主要是银铜锌基钎料,如40Ag25Cu30.5Zn3Sn1.5Ni和50Ag22Cu26.5Zn1Sn-0.5Ni。钎剂为QJ103银钎剂。钎焊前,不锈钢零件应进行酸洗,选用的酸洗液:φ(HNO3)10%+φ(H2SO4)6%+HF50g/L+φ(H2O)84%的水溶液。酸洗温度和时间分别为20℃、10min。酸洗后用60~80℃的热水清洗残液,并迅速在60~80℃的热空气中干燥。钎焊眼镜架时应采用专用夹具,以免钎料在凝固过程中与被焊的眼镜架产生颤动。
5.其他应用
钎焊的应用还有很多,如手表表壳(壳圈、壳脚、表壳)的氢气保护钎焊,据报道每小时可钎焊150~190只表壳。
工业缝纫机双针电阻钎焊。双针由针和柄两部组成,其形状和尺寸如图22-56所示。针由GCr6滚珠轴承钢制成,柄由70弹簧钢制成,钎焊前均为调质状态,并已镀镍。产品尺寸很小,但精度要求高,钎焊后不再加工,因此焊后既要不变形,又要求外形美观,镀镍层不应受到破坏。采用氩气保护电阻钎焊工艺。钎焊设备为一台DGH-500型台式电阻焊机。钎料为BAg50CuZn钎料(HL304),QJ102钎剂,为防止镍层氧化,钎焊时采用氩气保护。钎焊参数:钎焊电流为260A、钎焊电压为2.1V,钎焊时间约1s。
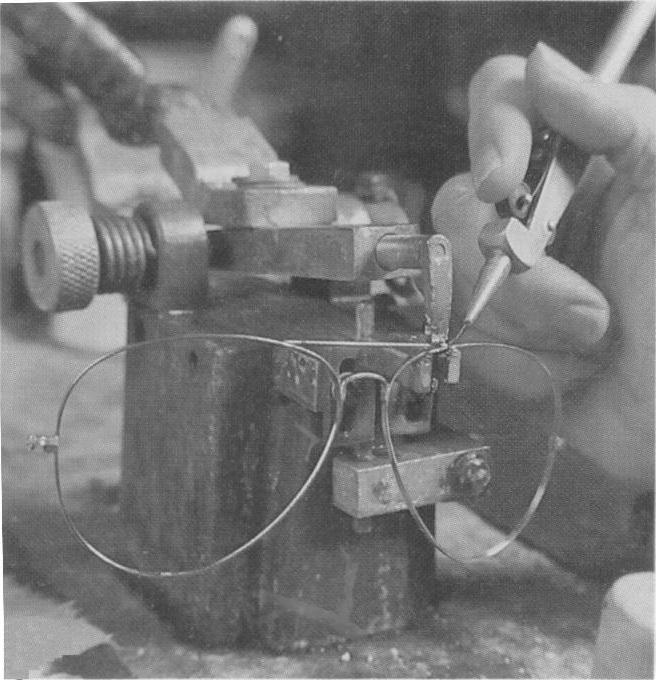
图22-55 眼镜架钎焊部件组装示意图 Fig.22-55 Brazing parts of spectacles frame
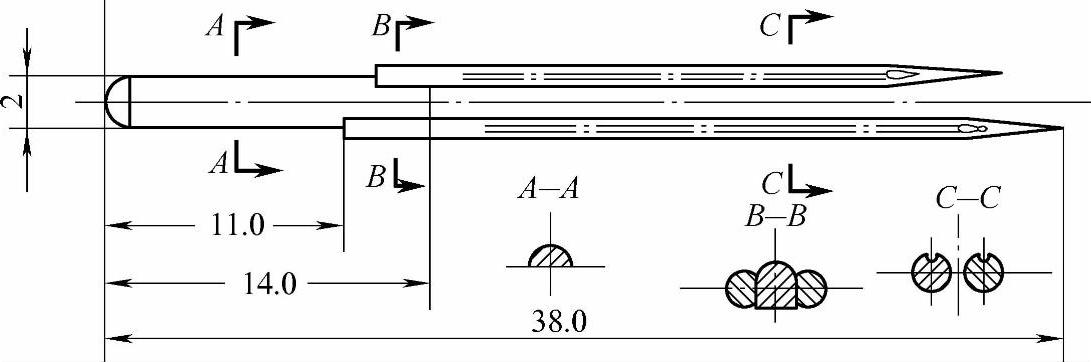
图22-56 工业缝纫机双针的形状和尺寸 Fig.22-56 Shape and size of double-needles industrial sewing-machine
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。