



家电工业是一个新兴产业,钎焊对它的发展有着至关重要的作用。电冰箱(或冷柜)的压缩机、空调的蒸发器和冷凝器、燃气热水器,以及计算机、彩电、手机和音响等的印制电路板都离不开硬钎焊或软钎焊。
1.冰箱压缩机[21]
压缩机的外壳是由上、下壳体组成。壳体上的排气管、工艺管与吸气管(三管)根据压缩机的结构不同而分布在不同位置。三管的材质为TP1铜管和邦迪管(镀铜钢管),壳体为ST14(德国)低碳钢。管与壳体的接头形式为插接,如图22-40所示。所焊钎缝外观要求光滑、无裂纹、缩孔和未焊透,即壳体内外表面沿管子周围能看到有均匀的钎缝。壳体与三管的连接,过去都为手工火焰钎焊,现在大多采用自动火焰钎焊,如使用12工位转盘式专用钎焊机。该机采用6套加热机构同时对三根管子进行预热和钎焊加热。6套加热机构安装在转盘外围固定不动的台面上。为保证加热均匀,加热机构上装有两把射吸式焊炬和摆动机构。焊炬的位置即加热点以及加热火焰的状态均可任意调节。φ1.2~φ1.4mm的盘状钎料丝采用气动送进方式。铜管用钎料为BR-38,其成分为Ag38Cu19Zn16Cd27Cd(质量分数,%),熔化温度为625~650℃;邦迪管用钎料为Ag35Cu35Zn30(质量分数,%),熔化温度为675~750℃。由于镉有毒,有些企业采用不含镉的钎料,如Ag34CuZnSn,液相线温度为730℃和BCu91AgP钎料,熔化温度为643~788℃。钎剂为空调、电冰箱压缩机专用钎剂,熔化温度为550~790℃,有些厂家使用QJ102钎剂或主要由硼酸三甲酯(硼砂、硼酸)等组成的钎剂。燃气采用丙烷或液化石油气。火焰调成略偏氧化的中性焰,并用外焰加热,以防止压缩机壳体、铜管及钎料的氧化。该自动钎焊机除需人工装卸焊件、插管和涂钎剂外,其余过程均为自动进行。使用上述材料和参数,已钎焊了几十万件产品,所焊三管的焊缝质量达到了产品技术要求,一次合格率在98%以上。
此外冰箱压缩机内部的高压排气管采用了自动感应钎焊。冰箱、冷柜生产中,总装线上各管口的连接都以手工火焰钎焊为主。制冷回路材料采用脱氧铜管、邦迪管,钢件的钎焊采用铜钎料,钢件与铜管钎焊采用w(Ag)为40%的银钎料,铜管与铜管钎焊用铜磷钎料。
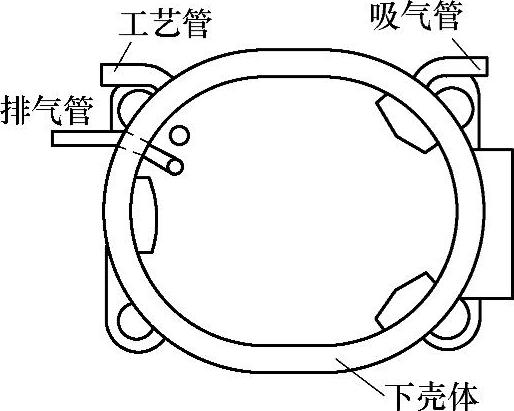
图22-40 压缩机外壳示意图 Fig.22-40 Scheme of a compressor shell to be brazed
2.空调的冷凝器和蒸发器[22]
空调室外机中的冷凝器和蒸发器,它们的构成相似,都是由U形管、弯头和翅片组成。通过叠片、穿管、胀管等工序加工成半成品,再将弯头按照设计的接管方式,采用自动火焰钎焊将U形管连接成一个或多个密封回路。管路系统都采用TP2铜管,U形管与弯头之间连接采用自动火焰钎焊。弯头与U管的单面装配间隙为0.05~0.15mm,插管深度为8mm。使用具有自钎性的铜磷钎料(BCu93P),不使用膏状钎剂,而使用气体钎剂,它是硼酸三甲酯与甲醇、丙酮的混合物,以提高铜管焊后的外表质量。钎料为φ1.6mm的丝材和φ9.52mm的环。钎焊接头在140~200℃的隧道烘干炉中停留3~5min。采用丙烷和氧气加热。加热焊炬数量为12把,三套加热规范。焊炬与焊件距离为60mm,钎焊温度为730~830℃,流水线速度为30mm/s,生产效率达180台/h,钎焊接头不合格率为万分之一。主要钎焊缺欠是气孔,其影响因素很多,其中间隙不均,对U形管、弯头的清洗不彻底,火焰位置设置不当等最为关键。
3.空调器四通阀
空调器四通换向阀如图22-41所示。它是空调器的冷、暖换向阀,是关键部件,需三台专用钎焊设备进行焊接。
T6-1X1六工位转盘式自动火焰钎焊专机主要对四通换向阀的S、E、C、D接管及支架滑块与阀体进行钎焊。每个工位配1套夹具,钎焊不同型号的四通换向阀要求用不同夹具。一工位,装卸焊件;二工位,检测产品有无并对焊件进行预热;三工位,摆动预热焊件;四工位,摆动式加热并送丝,钎焊S、E、C管及支架;五工位,送丝、钎焊D管;六工位,先压缩空气空冷,然后水冷。加热燃气为液化石油气,压力为0.1MPa,耗量为2.5m3/h;氧气压力为0.5MPa,耗量为5m3/h;压缩空气压力为0.6MPa。
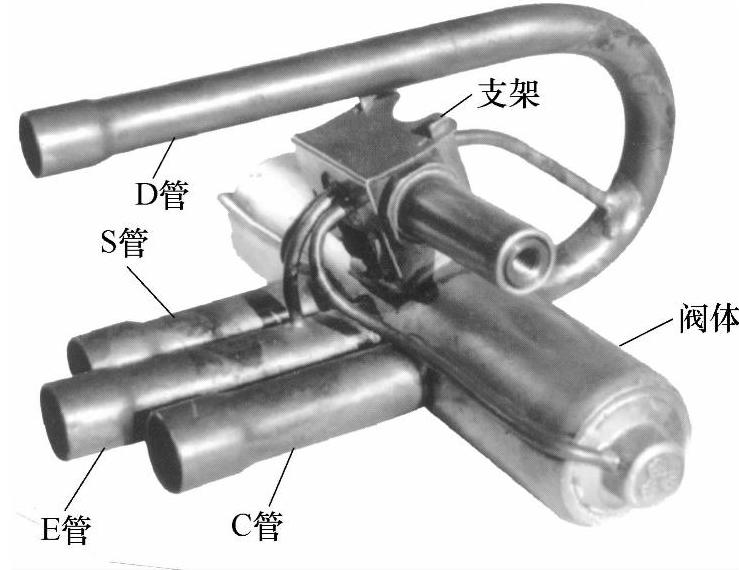
图22-41 空调器四通换向阀 Fig.22-41 four-way valve for air conditioner
QH-A自动火焰钎焊专机用来对空调四通阀先导阀上毛细管D、S分别与主阀上的D、S接管进行钎焊,如图22-42所示。毛细管为φ3mm×0.75mm纯铜管,主阀的D、S管为φ10mm×1mm和φ13mm×1mm纯铜管。此自动火焰钎焊专机使用丙烷气作燃气,燃气和氧气采用流量计精确控制配比。焊炬由两组交叉焊嘴组成加热源,利用调整交叉点来加热钎焊处。送丝机构送出的钎料可以在6个自由度任意调整位置和角度,以满足多种规格的零件的钎焊要求。钎料为铜磷钎料(如BCu93P),钎焊温度为810~900℃。阀体在钎焊过程中内部通氮气保护。钎焊参数的设定、故障的显示、程序控制均采用PLC,以触摸屏为主控元件,操作简便。
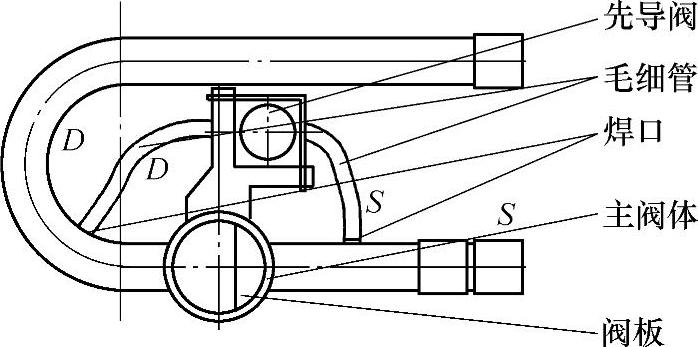
图22-42 四通阀示意图 Fig.22-42 Schematic of four-way valve
4.电磁换向阀
图22-43所示为电磁换向阀的结构简图。电磁换向阀主要由主阀体(H62黄铜)、钎阀杆(塑料)、端盖(H62黄铜)和毛细管(纯铜)等组成。由于在高频感应钎焊电磁阀两端盖及毛细管之前,主阀阀芯及滑阀、密封件及针阀杆均已装配好,若钎焊不好,整个换向阀就要报废。滑阀的密封圈和针阀杆均是塑料制品,其承受的最高温度不得超过250℃。主阀阀体与阀配合要求很严,若焊后主阀变形较大,则会产生内部泄漏现象。由于毛细管与阀体热容量相差较大,若工艺上不采取措施,则容易导致毛细管由于过热而熔化。(https://www.xing528.com)

图22-43 电磁换向阀的结构简图 Fig.22-43 Structure sketch of a electromagnetic valve
1—主阀体(H62) 2—针阀杆(塑料) 3—端盖(H62) 4—毛细管(纯铜)
选择了60kW、300kHz的高频感应加热电源,采用2匝感应圈,感应圈与焊件之间的间隙为5mm。为了防止毛细管局部过热熔化,设计使用了一个磁场凝集器。钎焊选用银钎料BAg45CuZn,端盖用的钎料预制环外径为25.5mm,钎料丝直径为1.2mm。毛细管用的钎料预制环内径为25.5mm,焊丝直径为0.25mm,每处接头共放5圈。钎剂选用QJ102、并加水将其调制成膏状。实际加热功率为20kW,钎焊时间为10s。焊件焊后随即在水中冷却,待焊件冷却后,按上述工艺钎焊另一个端头。两个端头都钎焊好后就进行气密检查及换向阀性能测试。
图22-44所示为部分国产冰箱和空调配件。
5.电热管[23]
电热管基体材料为纯铜,结构示意图如图22-45所示。A、C处为管板钎焊接头,钎缝要求光滑、致密、不渗漏,同时C处还要承受一定的扭力;B处为管钎焊在板上,钎缝应光滑致密外,还要求钎料尽可能不流散。考虑到要大批量生产,设计制造了一台12个工位的自动火焰钎焊机,采用圆盘转动式工作台、人工装卸零件。工序流程为:装零件—预热1—预热2—钎焊—水冷—卸零件。采用棘轮间歇机构来控制转盘的转动及停留。由于基材为纯铜,A、C处采用的钎料环为BCu93P,B处采用相同牌号的进口钎料膏。钎剂为气体钎剂。以氧与石油液化气的混合气体作为加热热源。单台机采用12支焊枪,每个工位(预热及钎焊)共6支枪、前后各3支。单台机班产不少于2500个电热管,钎焊质量稳定可靠,钎缝成形美观,一次钎焊成品率可达99.5%以上。目前电热管的规格品种很多,它与温控器配合已广泛应用于咖啡壶、热水器和电饭锅等家电产品。
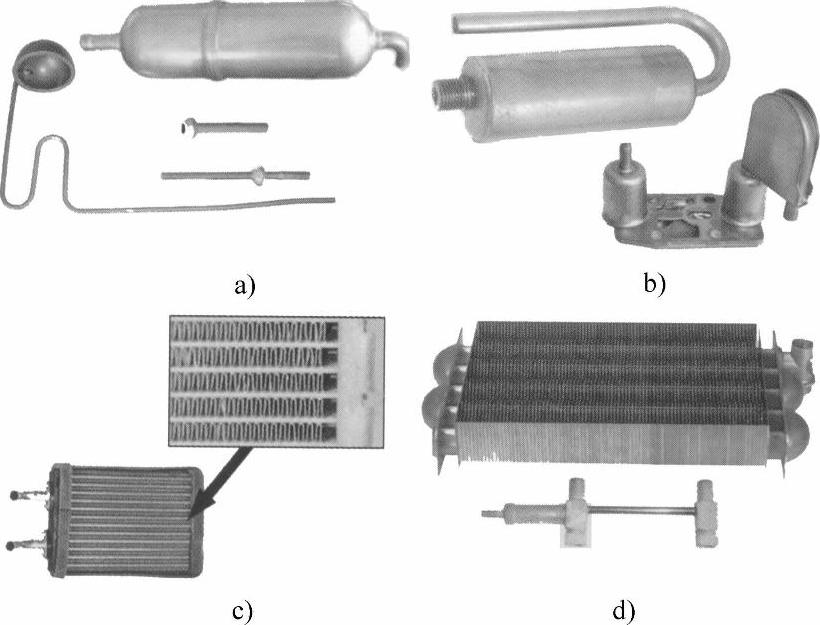
图22-44 部分国产冰箱和空调配件 a)冰箱配件钎焊 b)空调配件钎焊 c)铝换热器钎焊 d)燃气热水器钎焊 Fig.22-44 Assemblies in refrigerator and air conditioner
5.印制电路板
计算机、彩电、手机、收录机和收音机等家电产品都装有印制电路板,如图22-46所示。计算机的印制电路板有几万个焊点,就是最简单的收音机也有几十个焊点。印制电路板与电子元器件的焊接通常都采用自动化程度很高的软钎焊,如波峰焊、再流焊,只有在焊点很少的情况才用电烙铁焊接。印制电路板与电子元器件焊点软钎焊质量往往会直接影响这些家电产品的质量,严重的会影响到它们的使用性能。
6.其他应用
钎焊技术在家电工业上的应用很多,如空调和冰箱压缩机储液、分液器(简称储液罐)壳体与铜管的自动火焰钎焊,空调消声器的真空钎焊。
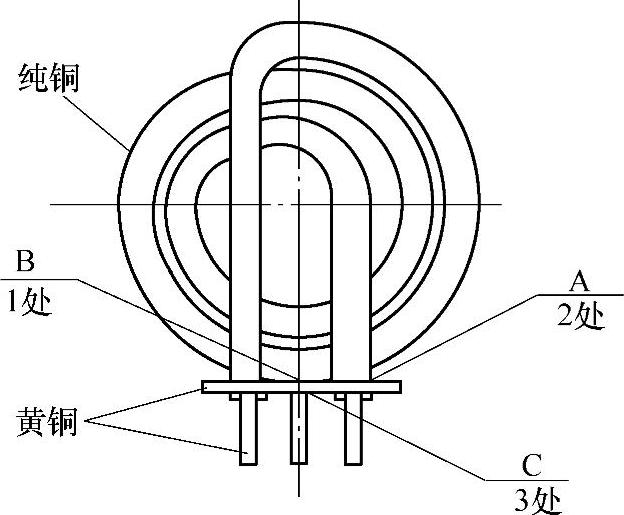
图22-45 电热管结构示意图 Fig.22-45 Structure schematic of electric heating coil

图22-46 印制电路板 Fig.22-46 Printed circuit board
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。