



随着钎焊技术的发展,特别是气体保护连续钎焊炉和多室半连续真空钎焊炉的广泛应用,使得用钎焊方法大批量、低成本地生产结构复杂的汽车部件成为可能,目前钎焊已成为汽车工业不可缺少的连接技术。例如用Nocolok钎焊炉已能大批量生产汽车的各种铝质的蒸发器、冷凝器、中冷器、油冷器、散热器等。液态氨分解连续钎焊炉已广泛应用于汽车不锈钢部件的钎焊,如燃油分配器、机油冷却器、散热器等。高纯氮与少量氢的气体保护钎焊也已大量用于碳钢部件的钎焊,如变速器齿轮、电泵泵架等。真空钎焊主要用于铝质热交换器、汽车尾气净化器的不锈钢载体等部件的钎焊。汽车分电器主轴采用了高频钎焊。火焰钎焊主要用于汽车热交换器管路连接,如U形弯头、汇集总管、接管与接头体,异径三通、接管与膨胀阀等部位的连接,客车门、铝合金窗框也开始采用火焰钎焊制造。
1.铝质蒸发器和冷凝器
汽车空调的铝质蒸发器和冷凝器种类繁多、结构复杂,如图22-35所示。通常在连续式钎焊炉中进行钎焊,较大型的在间歇式箱式钎焊炉中钎焊。部件材料为铝复合板(即在3A21铝合金表面包覆5%~10%板厚的钎料层)。它们的包覆层(钎料)的成分(质量分数)分别为Al-(11~12.5)Si和Al-(6.8~8.2)Si,其熔化温度分别为577~582℃和577~612℃,将装配好的蒸发器或冷凝器浸入由KAlF4和K3AlF6共晶物粉末组成的钎剂水溶液中(水的质量分数为5%~10%),取出后,在100℃左右的烘箱中烘干。将涂有钎剂的蒸发器或冷凝器送入Nocolok连续式钎焊炉,炉中的气氛是通入99.9995%高纯氮,使炉气氛中的氧气的体积分数小于1×10-2%,露点低于-40℃。Nocolok连续式钎焊炉由干燥炉、加热炉、冷却室、充气冷却室构成。干燥炉和氮气加热器采用温度调节计进行自动控温,并对炉温过高或过低发出警报,钎焊温度为595℃,8m长的炉膛分为五段控制加热,炉温的分布分别为600℃、610℃、625℃和620℃,每段上下各有一支热电偶,下部五支热电偶接温度调节计,对设定温度进行自动调节,每段温度与设定温度偏差一般为1~2℃。产品以268mm/min速度向前移动,使产品的加热温度在钎焊温度区持续1min以上时间。
2.燃油分配器
燃油分配器如图22-36所示,是汽车发动机的重要部件。材料为1Cr18Ni9Ti不锈钢,在高纯度氨分解的保护气氛连续式钎焊炉中钎焊。钎料为纯铜丝。钎焊温度为1110℃±5℃,钎焊时间为5min。
3.电泵泵架
电泵泵架如图22-37所示。材料为碳钢,在高纯氮气与少量氢气保护的连续式钎焊炉中钎焊。钎料为纯铜,钎焊温度为1110℃±5℃,钎焊时间为5min。
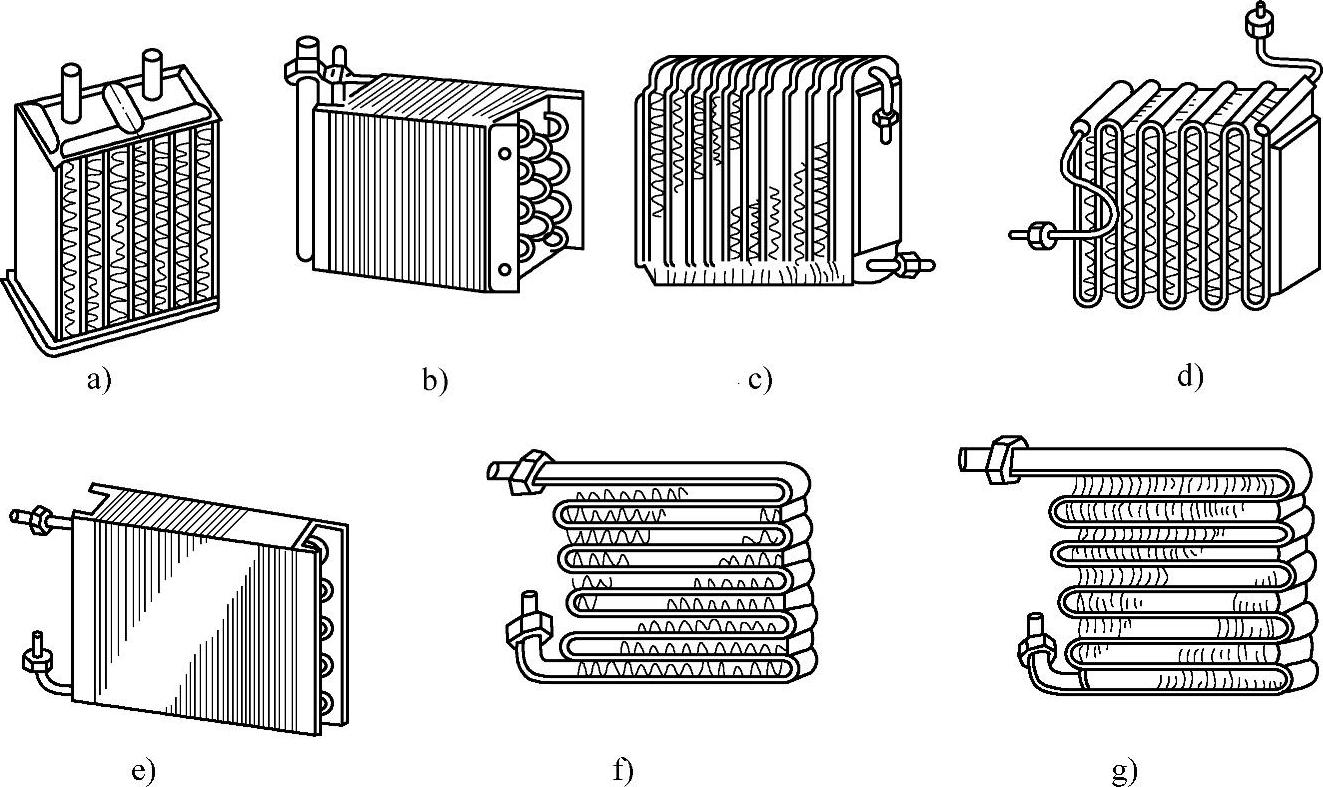
图22-35 汽车空调的蒸发器和冷凝器 a)加热器 b)管片式蒸发器 c)拉杯式蒸发器 d)管带式蒸发器 e)管片式冷凝器 f)管带式冷凝器 g)鳍片式冷凝器 Fig.22-35 Brazed evaporators and condensers in automobile air conditioner

图22-36 燃油分配器 Fig.22-36 A brazed oil allotter using in automobile
 (https://www.xing528.com)
(https://www.xing528.com)
图22-37 电泵泵架 Fig.22-37 A brazed pump-supporter using in automobile
4.净化器金属载体
汽车尾气净化器的金属载体如图22-38所示。它由10Cr17不锈钢外壳与Fe-20Cr-5Al耐热不锈钢波纹带经真空钎焊而成。10Cr17铁素体不锈钢圆筒壁厚为1.5mm,Fe-20Cr-5Al波纹带厚度为0.05~0.1mm。钎料为MBF-50非晶合金,其成分为Ni-19Cr-1.5B-7.25Si[19],熔化温度为1052~1144℃;钎焊规范:1170℃±5℃,保温10min。国外也有采用BNi-5A粉末钎料的,其颗粒尺寸为150~300目,使用时用黏结剂制成膏状。
5.分电器主轴[20]
汽车分电器主轴如图22-39所示。其材质为40Cr钢,底板为20钢。技术要求:主轴对底板垂直度为0.2mm,同心度为0.02mm,底板平行度为0.3mm,主轴键槽中心线对底盘拨叉角度为108°±3°,钎缝抗剪强度≥170MPa。感应加热选用国产的GP-30CWT型电源,感应圈采用方形5mm×5mm的纯铜管单圈绕制而成,感应圈内径为16mm,外径为26mm,通水冷却,感应圈与主轴的间隙小于2mm。钎焊过程中,工件在氮气保护中加热,以防止工件表面氧化。采用压缩弹簧机构,分别作用于主轴和底板,将工件紧紧地压在夹具上,防止零件松动、位移,保证主轴和底盘的同心度、垂直度。分电器主轴感应钎焊时选用的加热参数:屏极电压为6.3~6.5kV,槽路电压为5.1~5.2kV,屏极电流为1.9~2.0A,栅极电流为0.45~0.5A,加热时间为60~65s,保温时间为5~10s。感应钎焊时,通氮气保护,氮气流量为20~30L/min。钎焊结束后喷水冷却。选用Ag45CuZnCd钎料和QJ102银钎剂钎焊。钎焊过程的程序控制以及电气参数的时间设定由一台欧姆龙可编程序控制器完成。目前,此分电器主轴每30s就能生产一件,年产25万件。

图22-38 汽车尾气净化器的金属载体 Fig.22-38 A brazed metallic honeycomb substrate placed in a purifier used in cleaning exhaust gas for automobile

图22-39 分电器主轴部件 Fig.22-39 Spindle assembly of electrical divider
6.其他应用
汽车发动机燃油回油管总长约1m,由12个零件组成,在连续式气体保护钎焊炉中钎焊,一次就完成11个接头钎焊。汽车车身的镀锌钢板采用了氩弧钎焊。此外,钎焊还用于汽车转向器、带张紧轮、水泵叶轮、输油泵盖、驱动环、铝散热器等的连接。汽车发动机的气缸、缸盖、离合器外壳、变速器外壳、进排气歧管等铸铁件存在缩孔、气孔和裂纹等缺陷,也大量采用钎焊进行修补。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。