



1.波导
卫星用的波导是一种具有高精度、低表面粗糙度值、形状复杂、焊缝精细的微波器件,过去大多用铜合金或铝合金制造,采用火焰钎焊或盐浴钎焊。现在已有相当数量的铜波导已被铝波导取代,并且越来越多的波导采用了真空钎焊来代替火焰或盐浴钎焊。波导所用材料也由3A21铝合金向6063铝合金发展,后者具有更高的刚度。钎料主要有Al-11.7Si-1Mg和Al-7.5Si-1Mg等箔材或丝材。采用Al-11.7Si-1Mg钎料钎焊3A21铝合金波导,钎焊温度为610℃±5℃,钎焊时的真空度不低于6×10-3Pa。为降低炉中的含氧量,常放置适量的镁块。用3A21铝合金制造的波导已用于“东方红”二号通信卫星。用Al-Si-Mg钎料钎焊的3A21铝波导如图22-16所示。
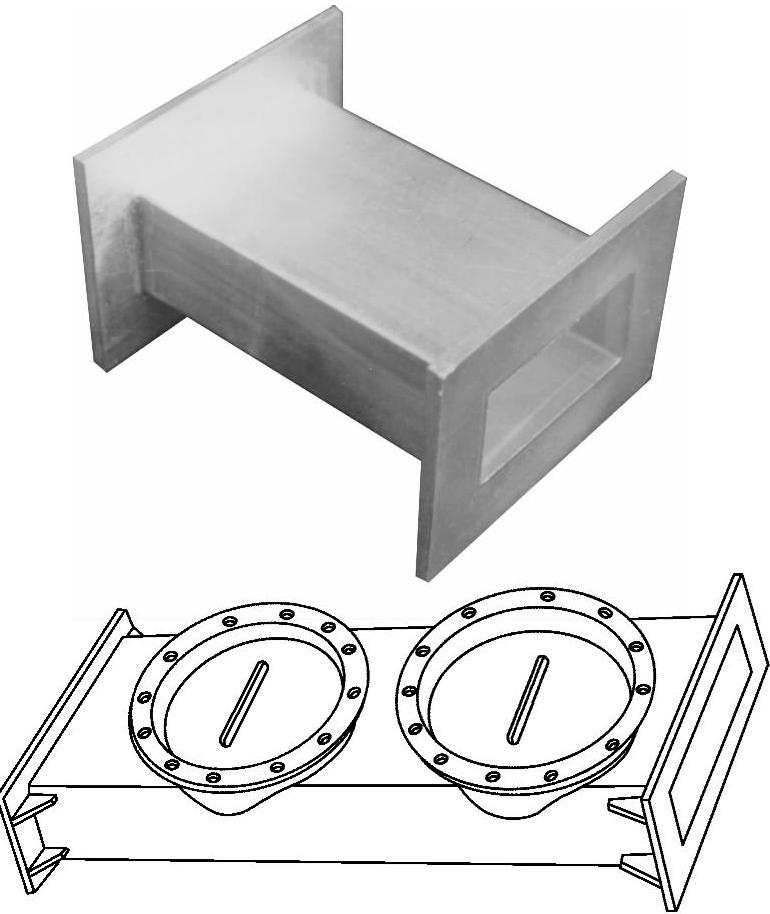
图22-16 3A21铝波导 Fig.22-16 Aluminum wave guide
2.钛导管
卫星姿控系统有许多用来输送无水肼等液体推进剂和高压气体的钛导管,其中60%左右的钛导管必须在卫星安装(总装)条件下进行连接,也即在安装好机械、电气和电子组件之后再进行导管与导管之间的密封连接。连接空间十分狭小,稍不注意就会损伤周围的电气和电子组件。此外,连接时不允许有火星飞溅、高温辐射和铁屑等沾污总装部件。采用高频感应钎焊不仅可降低导管装配要求(同熔焊比),提高接头可靠性,还可实现导管接头的多次拆卸。目前国外已能在远离高频感应加热装置几十米,甚至数百米对处于安装位置的导管实现钎焊连接[6]。欧洲的“交响乐”卫星的姿控导管和输送推进剂导管都是在安装位置采用Ti-48Zr-4Be钎料氩气保护感应钎焊连接的[6]。
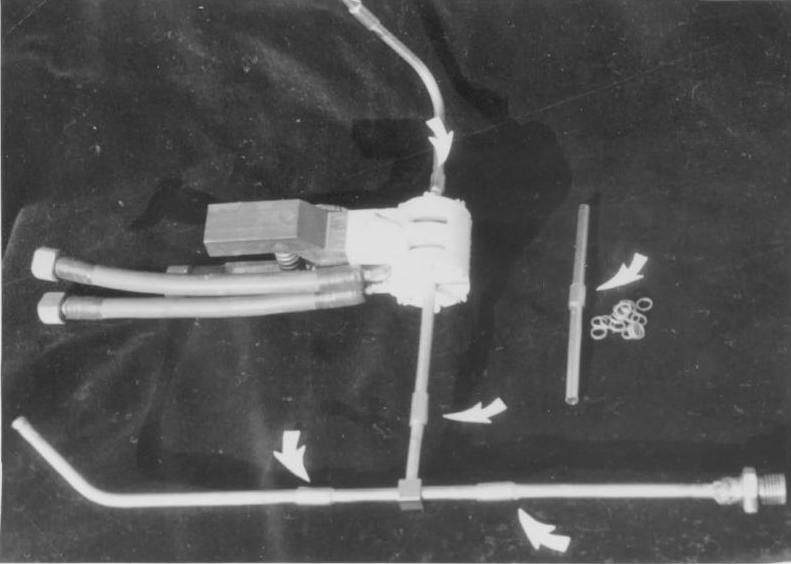
国内采用可分式钎焊钳在远离GP30-B型高频感应加热装置7m处,对φ6mm×1mm的TA2纯钛导管进行了安装位置高频感应钎焊试验,所用钎料有Ag-5Al-1Mn(熔化温度Tm=834~846℃)、Ti-43Zr-14Ni(Tm=835~852℃)、Ti-15Ni-15Cu(Tm=890~920℃)和Ti-49Zr-2Be(Tm=850~854℃)等。钎焊加热参数:Ua=7.5kV、Ia=1.3A、Ug=2.4V、Ig=0.3A,t加热=60s,钎焊温度约为980℃。试验结果表明,用Ti-15Ni-15Cu钎料钎焊的纯钛导管接头具有较好的综合性能、能满足卫星对导管的技术性能要求[7]。可分式钎焊钳夹持在钎焊好的钛导管上,如图22-17所示。若用普通的感应圈,钎焊后是无法从导管上取下的。
 (https://www.xing528.com)
(https://www.xing528.com)
图22-17 钎焊钳夹持在钛导管上 Fig.22-17 Brazing clamp held to titanium tube
3.毛细管钎焊结构
毛细管钎焊结构用于卫星姿控发动机头部,它由外径为0.75mm、内径为0.45mm的数根毛细管与集液腔板、喷注盘等通过钎焊连接而成,如图22-18所示。毛细管、集液腔板和喷注盘的材料均为1Cr18Ni9Ti不锈钢。钎料为BNi82CrSiBFe和BMn65NiCoFeB粉末,其熔化温度分别为970~999℃和1010~1030℃,粉末的颗粒度为100~300目。为防止毛细管被熔融钎料堵塞,毛细管插入深度要比板(盘)厚度少0.2mm。钎焊在真空加热炉中进行。钎焊前,除毛细管外,全部零件均应酸洗处理,毛细管仅用汽油或丙酮清洗。将粉末钎料与质量分数为2.5%聚乙烯醇黏结剂调成膏状,涂于毛细管的待焊处,并在100℃的烘箱中烘干15min,然后放入真空加热炉中进行钎焊。BNi82GrSiBFe钎料的钎焊温度为1050℃±10℃,保温5min,钎焊时真空度为6×10-3Pa。BMn65NiCoFeB钎料的钎焊温度为1060~1085℃,真空度不低于6×10-1Pa,保温2min。目前采用毛细管钎焊结构的姿控发动机,已有数百台产品用于卫星或运载火箭。
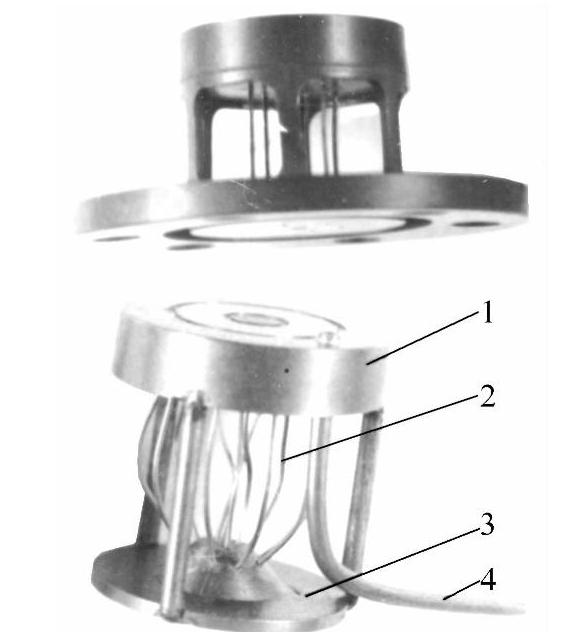
图22-18 毛细管钎焊结构 Fig.22-18 Capillary brazed structure
1—集液腔板 2—毛细管 3—喷注盘 4—测压管
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。