



航空发动机是钎焊应用最广泛的领域之一。航空发动机推力大,燃油温度高,使用的结构材料多为不锈钢、钛合金和铝、钛含量较高的高温合金,特别是高温合金,它们的熔焊性能一般很差,因此主要依靠真空或气体保护钎焊进行连接的。如发动机导流叶片、高压涡轮导向器叶片、转子叶片、整流器、扩压器、燃烧室燃油喷嘴、高压压气机静子环组件、燃烧室头部转接段、发动机下舱、机舱加热器、燃烧室内外衬套、高压涡轮轴承座、钛合金栅格翼、航空发动机轴承机匣、尾喷管涡轮、封严和换热用蜂窝结构,等等,都是采用真空炉中钎焊方法制造的[1]。燃油总管、动力轴、压气机静子环、液压和气压导管等大都采用气体保护感应加热钎焊。仅有少数航空发动机构件采用其他钎焊方法连接,如某些导管(包括小加力燃油总管)等采用了火焰钎焊。铝与不锈钢导管连接采用钎剂保护的炉中钎焊。
1.压气机静子环
航空发动机压气机静子环是发动机的关键部件。JT3D-3B发动机已用于波音707客机和B-52重型轰炸机上,其压气机静子环(4~7级为低压、9~14级为高压)材料为AISI410不锈钢(12Cr13),叶片与内环的连接都采用炉中氢气保护钎焊工艺。4~7级低压静子环采用AMS-4772A银钎料箔带,其名义成分为Ag54Cu40Zn5Ni1,钎焊温度为950℃±5℃。9~14级高压静子环采用厚度为0.2mm的BAu-4金镍钎料,其名义成分为Au82Ni18,钎焊温度为1010℃。上述箔带钎料与内环一样冲有型孔,装配时夹在叶片与内环之间。钎焊在林特贝开(Lindbeky)连续辊式氢气炉中进行,该炉体长24m,宽1.6m,高约0.6m,共分6个区,用来批量生产静子环。干氢的纯度为99.94%以上。对一个高压静子环,钎焊周期为4h10min,为使钎焊前的组合件处于无应力状态,组合件采用了刚性垫板。
2.燃油总管
JT3D-3B发动机的燃油总管由两个半环组成,每个半环上分布着四个喷嘴组合件,燃油通过总管的导管流到喷嘴组合件(每个喷嘴组件有6个喷嘴)并使燃油雾化。连续喷嘴组合件和喷嘴的管子是同轴的,材料为Inconel合金,焊前表面镀镍。喷嘴用的管子和锻件是347型不锈钢(06Cr18Ni11Nb)。喷嘴组合件钎焊采用纯铜作钎料,钎焊温度为1121℃。喷嘴组合件之间的连接管钎焊采用Au-18Ni钎料,钎焊温度为1010℃,感应加热几分钟就可达到。感应加热装置的电流频率为10000Hz。保护气氛为97.5%Ar+2.5%H2的混合气体,露点为-70℃。美国普拉特·惠特尼公司钎焊燃油总管以两个感应加热周期代替了30h的炉中钎焊。两个感应加热周期是:首先将喷嘴组合件进行感应钎焊,其次是将半环的大组合件钎焊,后者仅需几分钟。喷嘴组合件钎焊是在一个可进行预热、钎焊、冷却和装卸的四工位装置上进行。钎焊用夹具是由无磁性的铝合金制造,充混合气体的容器采用黄铜材料。在保护气体控制系统中装有静电除尘器。感应加热器设计成两半可分式结构,以形成围绕工件的磁场。钎焊过程是连续进行的。钎焊好的喷嘴组合件经液压试验合格后,与连接管、Au-18Ni钎料一起安装在一个铝夹具盘上,组装成燃油总管的半环,随后运送到另一个钎焊室中进行感应钎焊。钎焊温度为1010℃。可按半环所处不同位置(预热、钎焊、冷却、装卸)顺序,输入不同强度热量。钎焊好的半环经液压试验合格后方可进行燃油总管总装。
3.高压涡轮导向叶片
某发动机高压涡轮导向叶片(见图22-1)基体材料为DZ640M、GH3625和K640M高温合金,采用钎料为HBCo51CrNiSiW和HBNi40PdCrBSi,真空钎焊规范:真空度为1.33×10-2Pa、钎焊温度为1200℃±5℃、钎焊保温时间为20min。
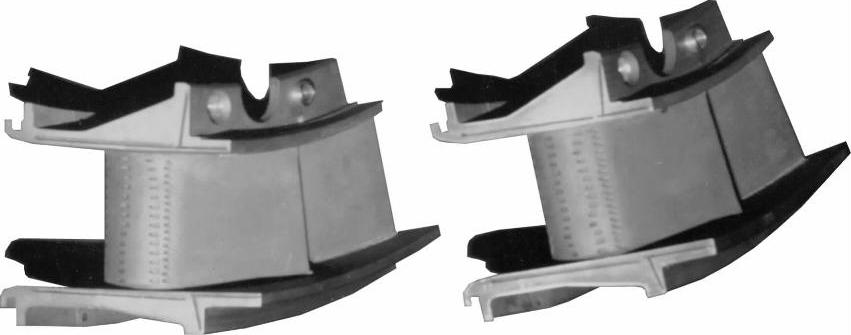
图22-1 高压涡轮导向叶片 Fig.22-1 Guide vane of high-pressure turbine
4.高压涡轮风扇机匣
某发动机高压涡轮风扇机匣如图22-2所示,基体材料为TC4(Ti-6Al-4V)钛合金,钎料为Ag68Cu26Ti6和Ag95Al。真空钎焊规范:真空度为4×10-3Pa,钎焊温度为860℃±5℃,钎焊保温时间为30min。
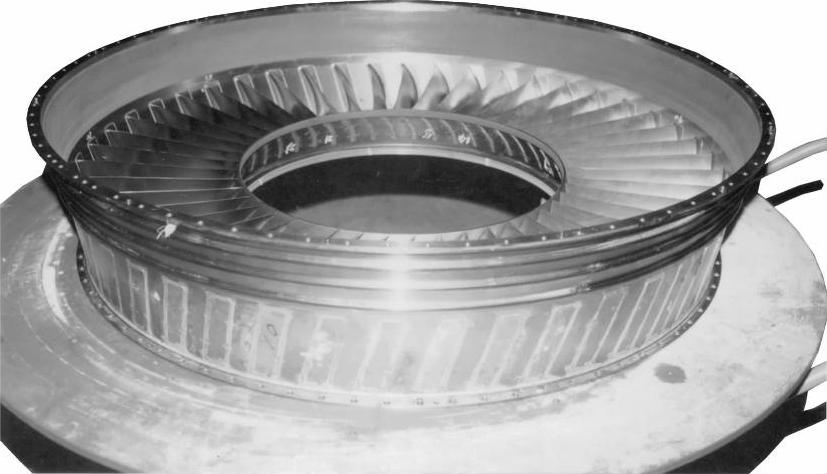
图22-2 高压涡轮风扇机匣 Fig.22-2 High-pressure turbine fan box
5.航空压缩机扩压器的炉中钎焊
扩压器结构示意图如图22-3所示。它由扩压器内外壳、轴向扩压叶片等62个零件钎焊而成。零件材料为13Cr11Ni2W2MoV马氏体不锈钢。扩压器内壳上有数控加工出的37个叶片。要求焊缝符合QJ1156A—1996Ⅱ级要求。采用铜基钎料Cu58MnCo。扩压器内、外壳钎焊间隙要求不大于0.06mm,60个扩压叶片与叶型孔的间隙不大于0.16mm。
钎焊件应彻底清洗干净,不允许有锈蚀或油污的痕迹。扩压器内、外壳在工装上安装后,将扩压器放在托盘上进炉钎焊。焊后随即淬火、时效处理,使马氏体组织的硬度达到269~321HBW。
由于扩压器外壳与扩压器叶片的钎缝不能采用X射线检查,因而采用外观目视检查和煤油-白粉法检查密封性。允许少于10个叶片有细微渗漏,每个叶片不多于两处。在需要补钎的部位注射相同成分的膏状钎料(Cu58MnCo),重新进炉,按照钎焊工艺进行钎焊,补焊次数不超过2次。
6.蜂窝夹层结构承力板
运七飞机的J5A发动机使用了蜂窝夹层结构承力板,蜂窝芯材为Hastelly-x,厚度为0.05mm,上下盖板为GH1140铁基高温合金,厚度为0.7mm。钎料为BNi82CrSiBFe非晶态钎料箔材。钎焊规范:钎焊温度为1030℃、钎焊保温时间为3min,真空度为6.5×10-2Pa。钎缝用目视检测和超声波检测。
7.液压离合器壳体
航空发动机液压离合器壳体如图22-4所示,所用材料为40CrNiMoA低合金高强度钢,钎料为纯铜(BCu)。钎焊前,钎焊盒中先抽真空后充氩气保护,充氩气压力约为2~3Pa。钎焊温度为1120℃±5℃,钎焊时间为8~10min。
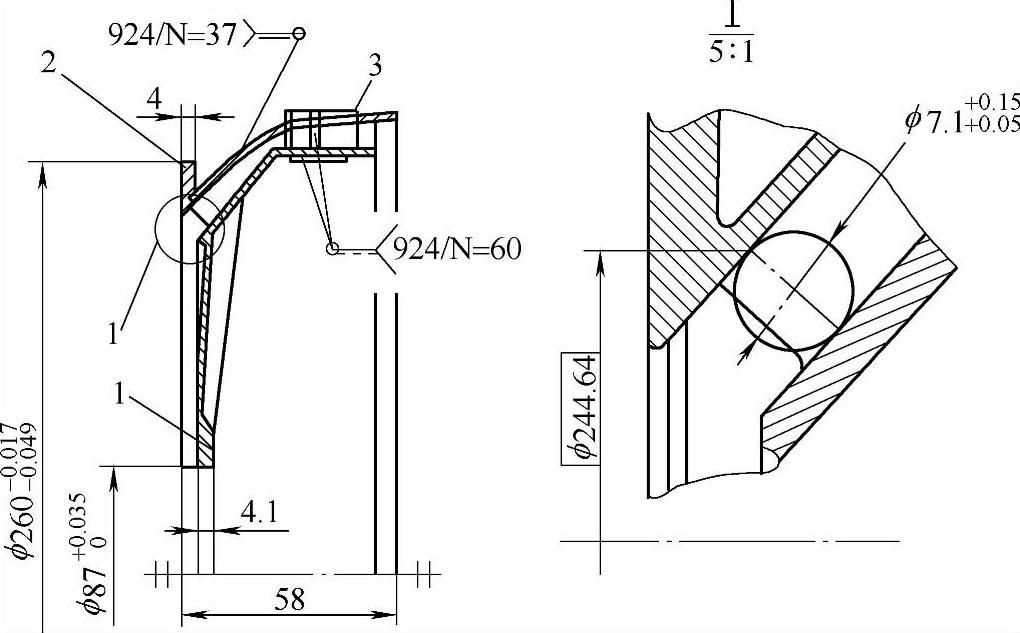
图22-3 扩压器结构示意图 1—扩压器内壳 2—扩压器外壳 3—轴向扩压叶片 Fig.22-3 Structure schematic diagram of pressure-expender
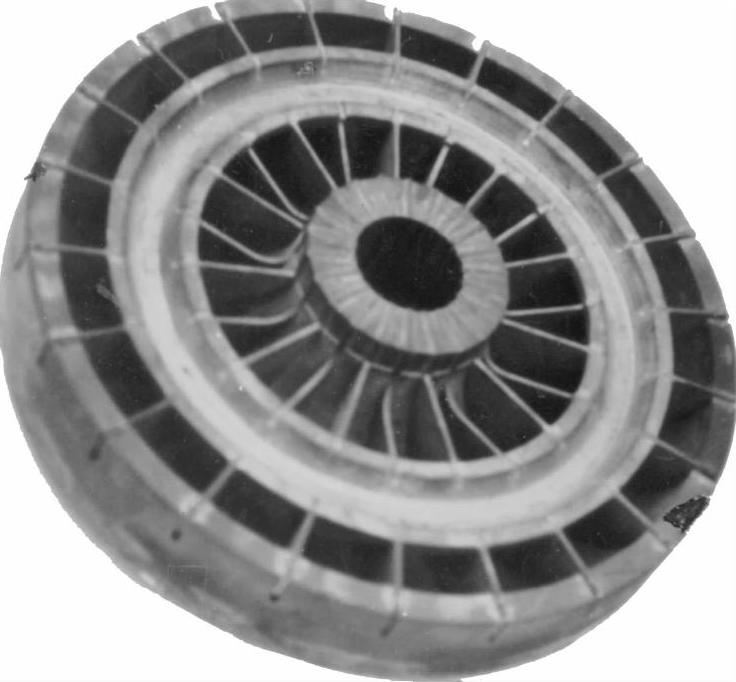
图22-4 液压离合器壳体 Fig.22-4 Hydraulic clutch casing
8.导管(https://www.xing528.com)
在飞机上有数以千计的液压和气压导管,导管的材料有不锈钢、钛合金、铝合金和高温合金等。与机械螺纹连接相比,采用感应钎焊或炉中钎焊的导管接头不仅解决了接头漏油问题,而且大大减轻接头的质量。在美国的A-7、DC-10、F-14、B-70等飞机上已广泛采用钎焊连接的接头。例如,在美国前麦道公司的DC-10飞机的液压管路系统中,不锈钢导管总长达805m以上,大约有2000多个钎焊接头,导管外径从4.8mm到31.8mm,共有九种规格。根据导管接头形状,该公司采用了三种特制的感应圈:多腔式的、T形的和钳壳式的。钎料主要有BAg72CuLi(Ag72Cu28Li0.2),熔点为780℃。钎焊在15kW全自动感应加热装置上进行。由于感应钎焊接头质量稳定可靠,导管接头的X射线检测已被取消,所有导管目前仅用目视检查[2]。在波音707飞机液压系统中,有5000个接头也采用感应钎焊连接。前麦道公司已为A-4喷气战斗机钎焊了10万个接头,接头仅进行目视检查和液压试验。B-70洲际轰炸机的液压系统中有5000多个导管接头,用钎焊接头取代普通螺纹接头,使B-70飞机减重435kg,且大大提高了接头的可靠性。用钎焊连接的T形接头,如图22-5a所示,材料为347型不锈钢。图22-5b所示为WP-7发动机的小加力燃油总管(一段),基材为1Cr18Ni9Ti不锈钢,钎料为HLCuNi30-2-0.2,气体火焰钎焊,钎焊温度为1180~1200℃。
9.发动机基准轴的感应钎焊
基准轴是发动机上的一个重要部件,因其工作时高速旋转,故对零件的尺寸精度及配合公差要求非常严格。基准轴由前段、中段和后段以及支撑环等几个部分连接而成,前段、中段的材料为1Cr18Ni9Ti不锈钢,支撑环为14Cr17Ni2不锈钢,后段材料为40Cr钢。基准轴结构示意图如图22-6所示。连接处为薄壁,要求变形小,故选用高频感应加热钎焊。
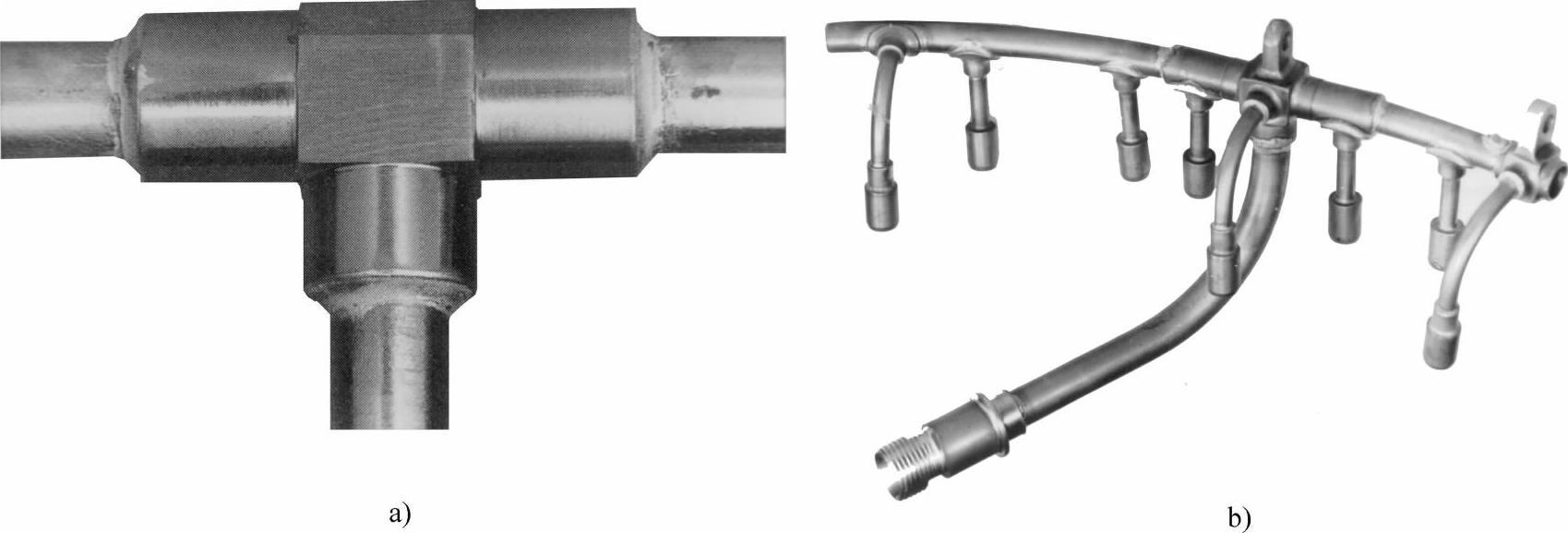
图22-5 用钎焊连接的T形接头 a)T形接头 b)小加力燃油总管 Fig.22-5 Brazed T-type joint
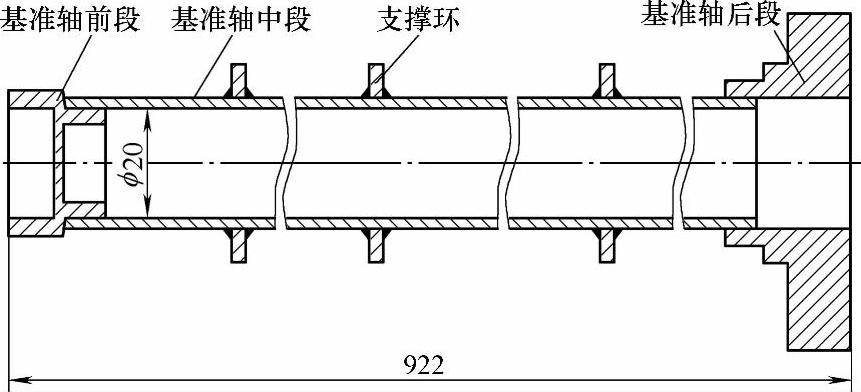
图22-6 基准轴结构示意图 Fig.22-6 Structure Schematic diagram of datum-axial
所用钎料为BAg50CdCuZn,选用的钎剂为活性较强的QJ102糊状钎剂。各零件的接头间隙为0.03~0.06mm。
焊前,将零件待钎焊处用丙酮擦洗干净,将糊状钎剂在零件的配合面处均匀地涂刷;然后将零件缓慢地转动数圈,以保证钎剂在钎缝内基本均匀。
支承环的钎焊。将零件用夹具定位,将钎料环套入钎焊位置,再均匀涂上钎剂,保证钎料环被包裹在钎剂中,随后进行加热钎焊。
前段的钎焊。感应器装配时要求水平放置并与零件同心,在待焊处均匀涂上钎剂,预置一个钎料环。加热时,感应器预先放置在钎料的下方,待钎料环达到熔融状态,立即按下按钮使钎料环移至感应器下方;加热停止后,待钎料凝固后取下组件。
后段与中段的钎焊。由于零件在钎焊过程中会发生收缩,而零件中段较薄,因此在钎焊时留0.2mm的收缩量,保证焊后总长度达到设计要求。因为后段和中段的配合较长,在配合处预置了两个φ1.0mm的钎料环。加热时,感应器在钎料环以上8mm处,加热8s,待中段见红后立即按下按钮使夹具上升,钎料环移至感应器上方进行钎焊;加热停止后,待钎料凝固后取下部件。
焊后用清水清洗钎缝处,然后进行酸洗、校直,保证同轴度和直线度要求。
10.散热器
在飞机上,使用许多铝合金散热器。在运10飞机上使用的双曲面铝合金滑油散热器和列管散热器如图22-7所示。它们都采用高温真空钎焊,钎料均为BAl87SiMg合金。
11.蜂窝结构封严环
用于航空发动机涡轮部件密封的蜂窝结构封严环,工作温 度达400~650℃。封严环选用低线胀系数的GH2903高温合金,蜂窝芯材为0.05mm厚的GH22,为避免钎料中的硼对蜂窝芯材的熔蚀,选用了Ni77CrSi(Ni-15Cr-8Si)非晶态钎料箔。真空钎焊规范:真空度为1.33×10-2Pa、钎焊温度为1165℃±5℃,钎焊保温时间为20min。
12.动力轴
具有1.03×104J的T53喷气涡轮发动机的动力轴长758mm,轴的一端采用锻造的A1S19310渗碳合金钢,轴的另一端是A1S14140油淬合金钢,采用BAg-1(BAg45CdCuZn)银钎料(固相点605℃,液相点620℃)和AMS4310型钎剂。在0.4kHz的10kW感应加热装置上进行加热钎焊,钎焊温度为750℃±5℃,钎焊保温时间为30min。现已钎焊了9000根这样的动力轴,成功地运转了1400万h。采用感应钎焊制造动力轴较用锻件制造的大大减轻了质量,也减少了加工工时。
13.钎焊技术在航空领域中的其他应用
钎焊在航空领域中的应用还有很多,例如,美国马赫数为3的YF—12飞机,它采用了Borsic/Al-Ti蜂窝芯复合板作机翼蒙皮。它是由Borsic/Al-Ti上下面板、Ti-3Al-2.5V蜂窝芯、Ti-6Al-4V框架和加强板四部分经真空钎焊组合而成的。再如机载多层复杂结构的铝合金平板缝隙阵列天线、相控阵天线及复杂结构馈电波导也都是采用钎焊连接的。钎焊还广泛应用于航空发动机零部件修复,例如,美国GE公司采用一种活性钎焊方法——活化扩散愈合法(ADH),已成功地修复了50万件以上的高压涡轮部件,包括各种第1、2级高、低压涡轮导向器裂纹及磨损。加拿大Liburdi公司采用粉末钎焊技术修复的航空发动机叶片已达到与新叶片同等寿命,并每年有数万件修复叶片在现役发动机上服役。图22-8所示为用真空钎焊的火焰筒燃气导管。主体材料为沉淀硬化型镍基高温合金,框架材料为镍基铸造高温合金。在框架和主体上共发现13处裂纹。选用BNi74CrFeSiB和BNi67WCrSiFeB钎料,钎焊温度为1165~1175℃,工作真空度不低于10-2Pa,补焊时间不少于20min。钎焊后,进行目视检查钎料熔化和填缝情况,主体上分布的小孔有无堵塞;荧光渗透检测非穿透性裂纹的补钎质量;观察补钎过程中有无新裂纹产生。
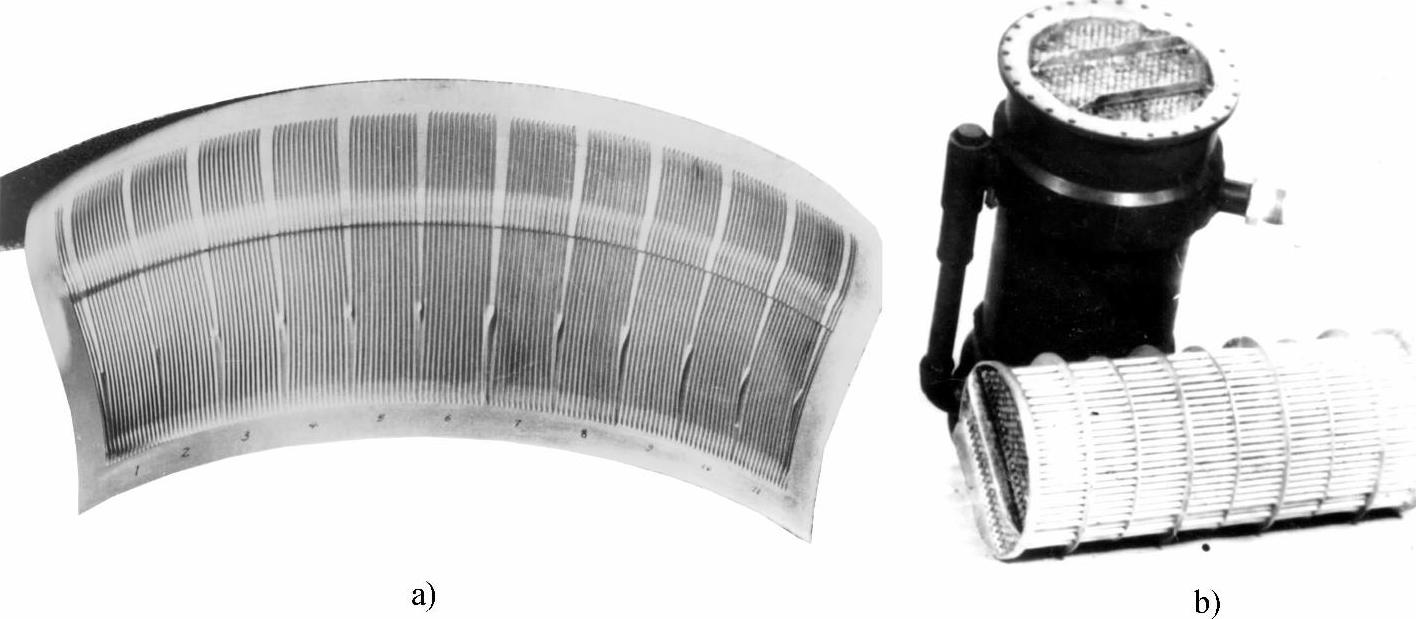
图22-7 散热器 a)双曲面铝合金滑油散热器 b)铝合金列管散热器 Fig.22-7 Radiator
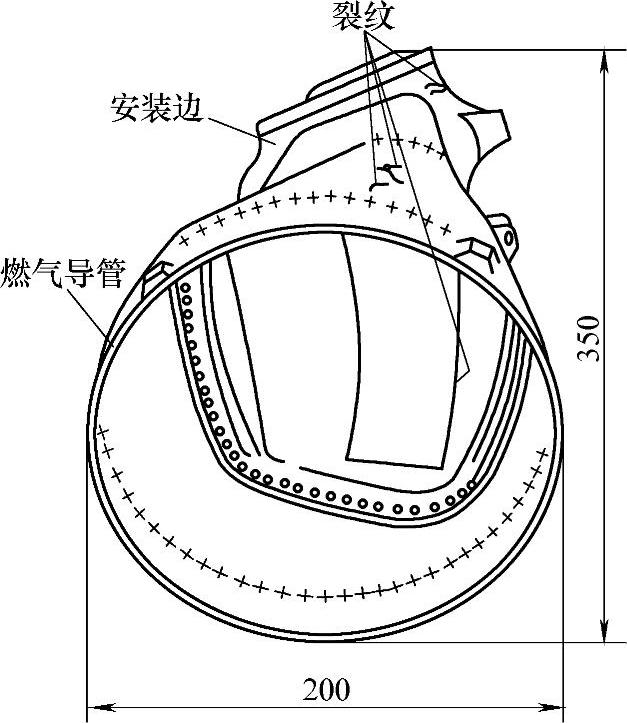
图22-8 火焰筒燃气导管 Fig.22-8 Gas duct of flame-tube
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。