



钎涂实质上是一种特殊的钎焊。与常规钎焊不同的是钎涂材料由两部分组成:一部分是通常的钎料,它的熔化温度较低,通称低熔点组分;另一部分是熔点高的硬质合金,通称高熔点组分。
在理论上,任何一种钎料均可组成钎涂材料的低熔点组分。但作为耐磨层来说,要求钎料本身具有一定的硬度,软的不行。目前,实际上获得应用的只有两种镍基钎料:一种是BNi82CrSiBFe(7Cr,3B,4.5Si,3Fe,余量Ni);另一种是BNi76CrP(14Cr,10P,余量Ni)。这两种钎料的熔化温度不太高,前者的熔化温度为970~1000℃,后者的熔化温度为888℃,工件在钎涂时不必加热到太高的温度;钎料的流动性很好,容易形成光滑的表面;焊法以及近年来开发的钎涂法[1]。各种方法能够获得的表面耐磨层的厚度如图21-1所示[2]。物理气相沉积法和化学气相沉积法只能取得很薄的涂层;等离子喷涂和火焰喷涂一般只能达到约1mm厚的涂层;表面堆焊用于较厚的堆焊层;钎涂法则不同,用钎涂法可以得到厚度范围比较大的涂层,从最薄的0.05mm到比较厚的4mm。与其他方法相比,钎涂还有如下一些优点:钎料的硬度也比较合适。
对高熔点组分,即硬质合金的要求是:具有高的硬度,不太脆,稳定性好,容易被钎料润湿。硬质合金的种类很多,如氮化物、硼化物和碳化物等。氮化物由于太脆的缘故,被排除在外。在碳化物和硼化物中有不少合金具有好的导电性和导热性(与金属处于同一数量级)、高硬度、高弹性模量、高熔点、高温强度和较高的稳定性等,其中碳化物的价格较低,故作为优先考虑对象。图21-2所示为元素周期表中ⅣA、ⅤA和ⅥA族中的一些金属碳化物的性能与过渡金属族的关系[3]。从此图可看出,ⅣA族金属碳化物与其他金属的作用最小,但脆性最大;ⅥA族金属碳化物的润湿性较好,但与其他金属容易产生反应。经综合考虑后,目前主要采用WC和Cr3C2作为钎涂材料中的硬质合金组分。WC和Cr3C2的主要性能见表21-1[4]。
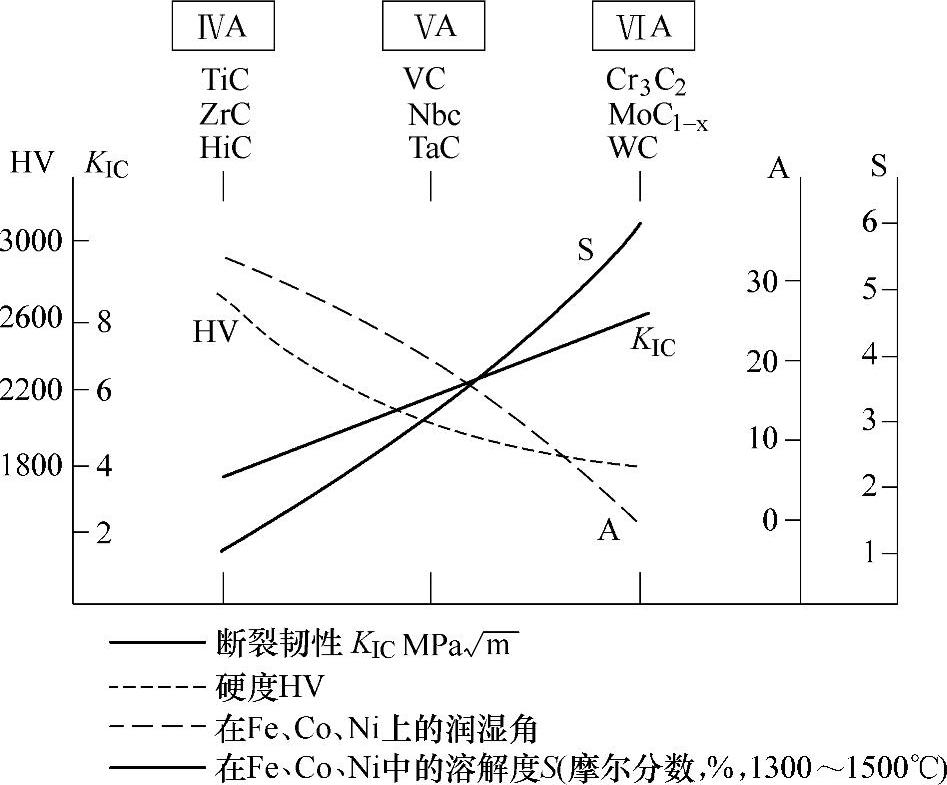
图21-2 金属碳化物的性能与过渡金属族的关系 Fig.21-2 Change of properties of carbides depending on group number of the carbide forming transition metal
HV—硬度:ⅣA族最高,ⅥA族最低;KIC—脆性:ⅣA族最大,ⅥA族最小
A—在Fe、Co、Ni上的润湿性:ⅣA族最差,ⅥA族最好
S—在Fe、Co、Ni中的溶解度:ⅣA族最小,ⅥA族最大
表21-1 WC和Cr3 C2 的主要性能Table 21-1 Main properties of WC and Cr3C2

在钎涂过程中,钎涂材料被加热到超过它的易熔组分的熔化温度,即钎料的熔化温度后,钎料熔化并润湿母材及硬质合金,冷却后的钎涂层由钎料和硬质合金组成。根据施工工艺和涂层厚度的不同,钎涂可分为悬浮法和片状法两种。(https://www.xing528.com)
悬浮法用于制造0.05~0.5mm厚的涂层。将细颗粒(直径约15μm)的硬质合金和细钎料粉用黏结剂和溶剂充分搅拌,直到形成悬浮状。黏结剂可使用聚丙烯酸酯、聚丁烯、聚苯乙烯或纤维素衍生物。作为溶剂可以是碳氢化合物、乙二醇、乙醇和蒸发数为10~100之间的酮类;然后将工件浸入悬浮液,或者将悬浮液喷在工件上,或用丝网印刷、刷子等方法将悬浮液涂在工件表面上。每次涂抹层的厚度为0.05~0.1mm。如要取得更厚的涂层,先将涂层干燥,再用上述方法涂抹第二次和第三次……,直至达到所要求的涂层厚度。
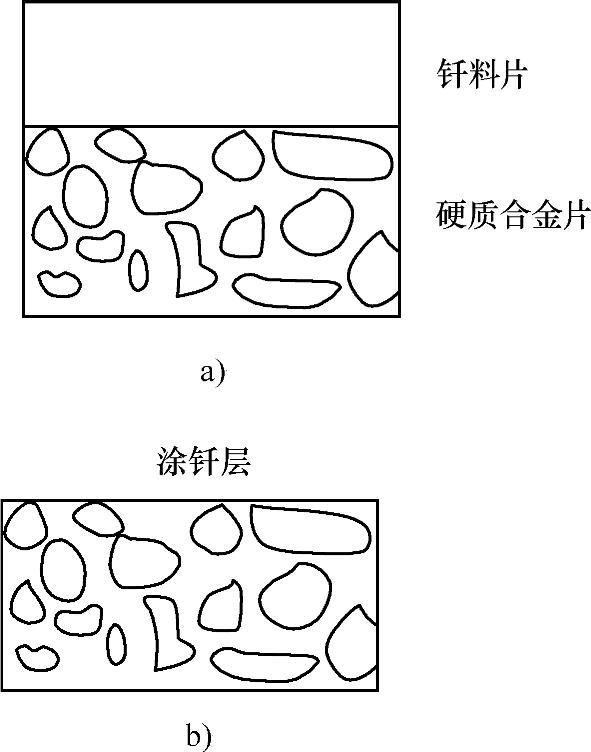
图21-3 片状法钎涂原理 a)钎涂前 b)钎涂后 Fig.21-3 Principle of the fleece-process
为了取得更厚的涂层(0.5到3mm)可以采用片状法。片状法钎涂原理如图21-3所示。片状法钎涂与悬浮钎涂不同之处是先将钎料和硬质合金单独制成片状。其制作方法是将细颗粒球状钎料或细颗粒硬质合金用有机黏结剂搅拌均匀,再用常规成形方法,如压制、轧制等方法加工到所需要的厚度[5]。黏结剂在片中所占的质量分数不得超过2%,否则不能取得良好的效果。标准钎涂片的厚度为1mm、2mm或3mm。钎料粉末或硬质合金粉末经黏结剂黏结和压力加工后成树胶状结合,如图21-4所示[2]16,20,具有一定的强度。然后将片裁成所需形状,用有机黏结剂粘在工件表面上,先放硬质合金片,后放钎料片,如图21-3a所示。在后续的钎涂加热过程中,当温度达到450℃时,黏结剂挥发,不留下任何残渣,这样在硬质合金之间形成空隙,起着强烈的毛细作用。当加热温度超过钎料熔点后,液体钎料在毛细作用下首先通过硬质合金的间隙,并润湿工件表面和填满整个硬质合金颗粒之间的空间,完成钎涂过程。图21-5[2]16,20和图21-6[2]21所示分别为用Cr3C2/BNi82CrSiBFe和WC/BNi82Cr SiBFe钎涂材料钎涂后所形成涂层的截面图。图21-5中的1是硬质合金Cr3C2,2是钎料BNi82CrSiBFe;图21-6中的1是硬质合金Cr3C2,2是钎料BNi82CrSiBFe。这些照片表明,涂层组织非常均匀,硬质合金的质量分数高达70%,而空隙率很低,小于1%,这是其他方法很难达到的。
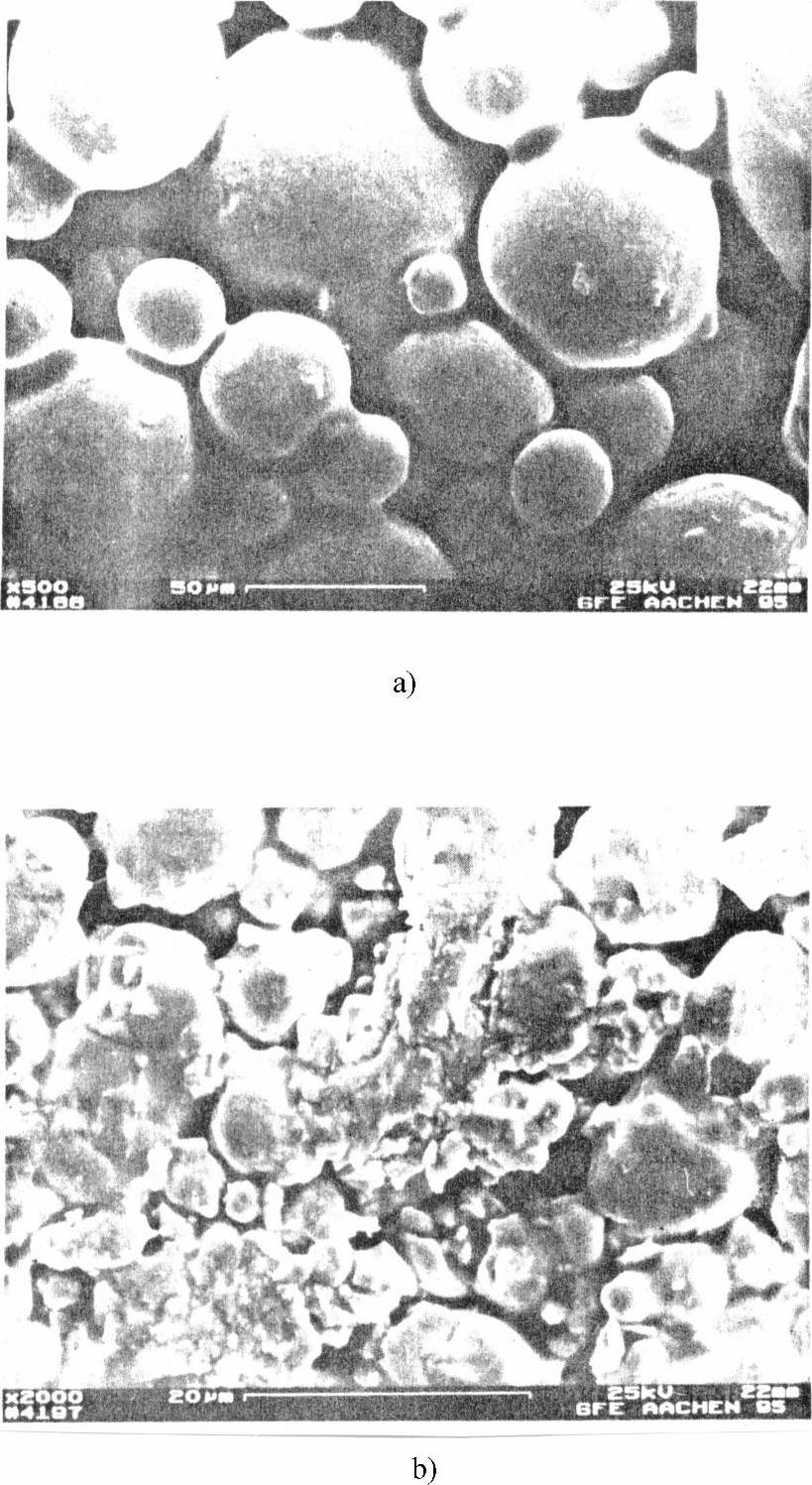
图21-4 镍基钎料片a)和WC片 b)的扫描电镜图像 Fig.21-4 SEM-micrograph of a nickel bass filler metal fleece a)and a WC hard metal fleece b)
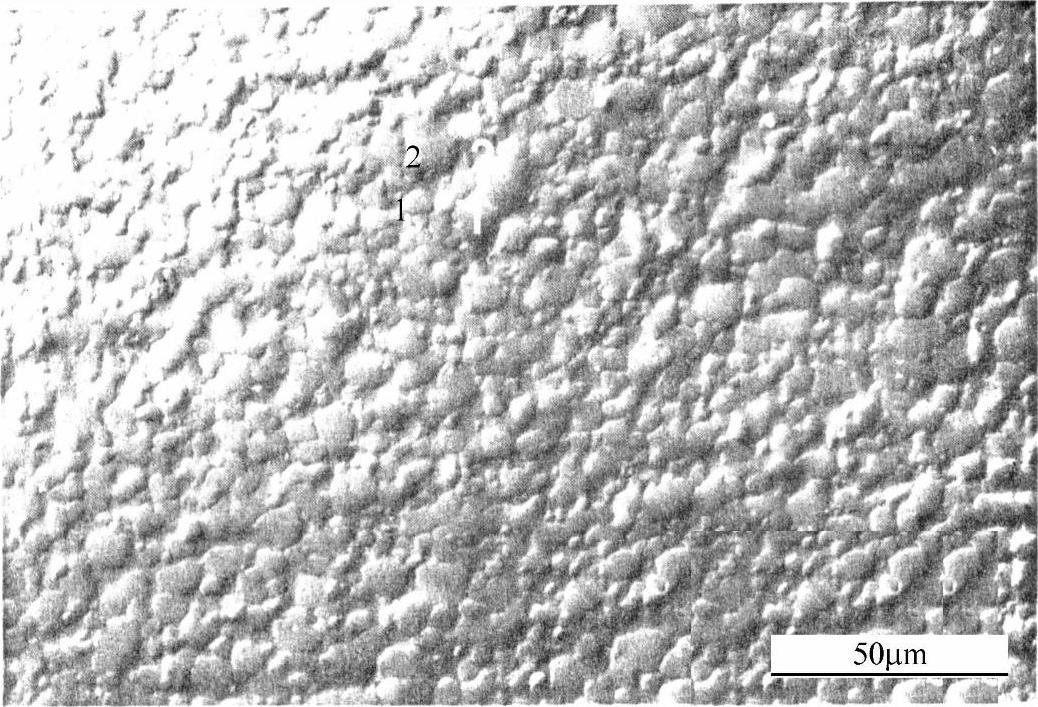
图21-5 Cr3C2(1)/BNi82CrSiBFe(2)涂层的截面图 Fig.21-5 Micrograph of a Cr3C2(1)/BNi82CrSiBFe(2)brazecoated layer
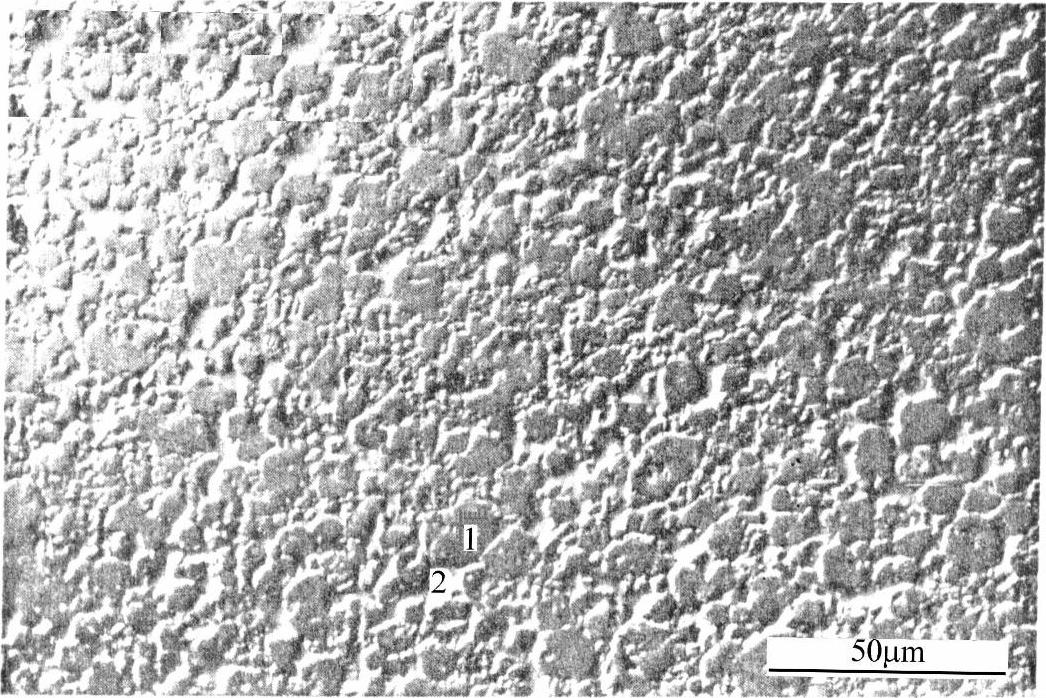
图21-6 WC(1)/BNi82CrSiBFe(2)涂层的截面图 Fig.21-6 Micrograph of a WC(1)/BNi82CrSiBFe(2)brazecoated layer
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。