



铝钛导管结构在航空航天、石油化工以及其他国民生产领域中存在广阔的应用前景。常用的铝钛导管钎焊连接结构,一般采用的铝合金是3A21、6063等,钛合金包括TA2、TC4等。连接方式为插接结构,铝合金为外套管,钛合金为内插管。
采用真空钎焊工艺钎焊铝合金与钛合金导管[8],钛合金TC4导管外径为8mm,内径为6mm;铝合金3A21导管外径为10mm,内径为6mm;搭接部位铝合金的内径为8mm,深度为3mm;装配间隙为0.04~0.1mm。钎料选择为Al-11.5Si-0.5Mg钎料,真空度为(3~5)×10-3Pa,钎焊温度为600~610℃,钎焊时间为3~5min。
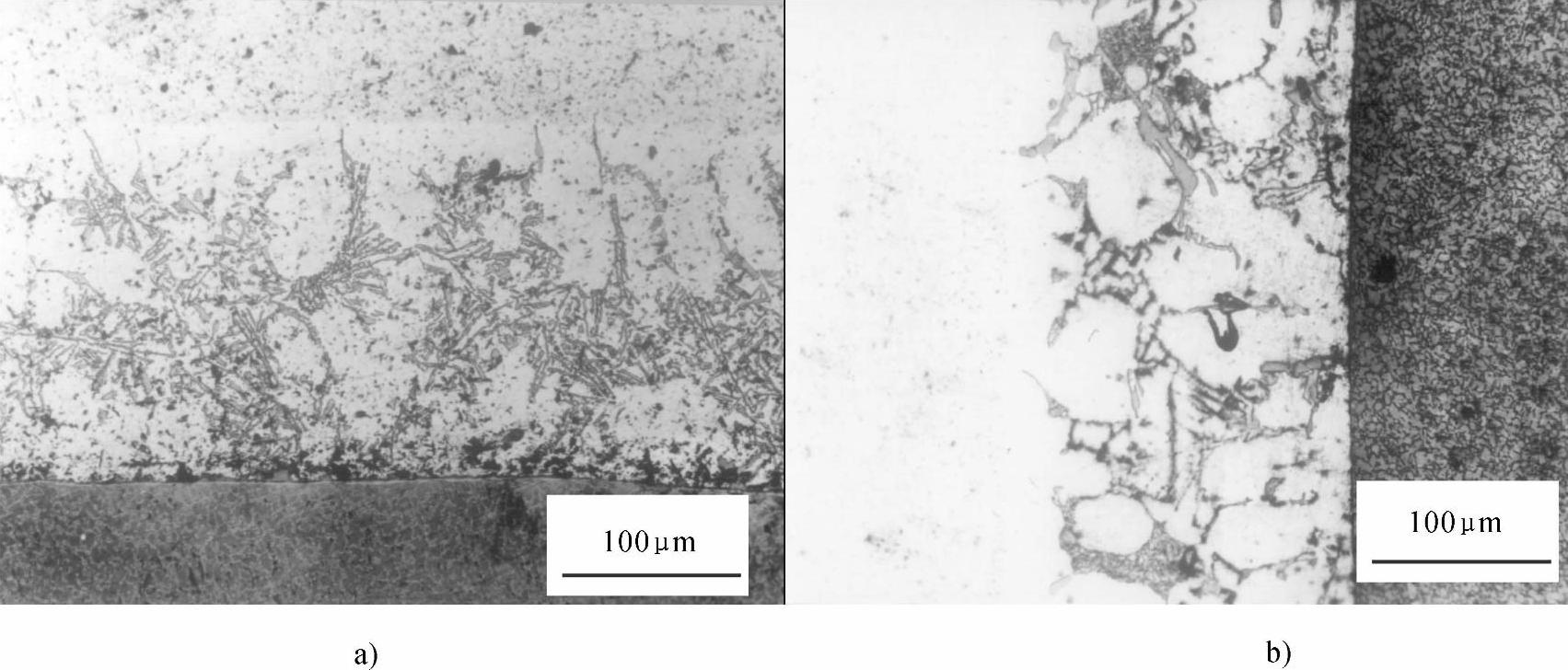
钛合金表面未做任何处理与铝合金直接钎焊,钎料与钛合金连接界面容易形成Al-Ti金属间化合物,影响连接效果。图20-13a所示为3A21铝合金与TC4钛合金采用Al-11.5Si-0.5Mg钎料真空钎焊接头区域的微观组织。图中铝合金在图中的上部,中间部位为钎料组织,钛合金在图的下部。从钎料与钛合金连接界面上可以看到连接界面上出现了黑色的脆性Al-Ti金属间化合物[9]。
为了获得更好的钎焊效果,钛合金表面一般要进行镀镍处理,镀镍后的钛合金不但能够杜绝Al-Ti金属间化合物的产生,提高接头性能;而且还可以大大提高Al-11.5Si-0.5Mg钎料在钛合金上的润湿性。图20-13b所示为3A21铝合金与表面镀镍的TC4钛合金采用Al-11.5Si-0.5Mg钎料真空钎焊接头区域的微观组织。从图中可以看到,在钎料与钛合金连接界面上没有出现图20-13a中看到的黑色脆性Al-Ti金属间化合物[9]。
采用高频感应钎焊工艺直接钎焊铝合金3A21和钛合金TC4、TA2,铝合金与钛合金材料的尺寸形状与真空钎焊工艺的形状相同。钎料选择为Al-12Si钎料,钎剂选择为氟铝酸钾钎剂,焊接电流为190A,加热时间为25~27s。钎焊采用预抽真空、然后通氩气保护、钎焊结束后再抽真空以加强保护措施。感应加热前先抽真空,真空度为(5~7)×10-3Pa;然后通氩气,压力达到100Pa后,开始感应钎焊。钎焊后获得了非常良好的接头质量和性能,拉伸试验结果发现,接头全部在铝合金母材上发生断裂,拉伸载荷达到了6.2kN。密封性能(氦质谱检漏、单点漏率)为5×10-9Pa·m3/s,接头区域未发现直径超过0.5mm的气孔。
 (https://www.xing528.com)
(https://www.xing528.com)
图20-13 3A21与TC4真空钎焊接头微观组织 a)表面未做处理的钛合金 b)表面镀Ni的钛合金 Fig.20-13 The microstructures of 3A21 and TC4 vacuum brazing joints
图20-14所示为3A21铝合金与TA2钛合金采用Al-12Si钎料真空高频感应钎焊接头的照片和接头区域的微观组织[8]。从图中可以看出,钎料与钛合金连接界面上没有任何化合物的形成,说明采用高频感应钎焊工艺,由于加热时间非常短,金属间化合物还来不及产生,因而获得了力学性能和密封性能都非常好的接头。

图20-14 3A21与TA2高频感应钎焊接头照片及微观组织 Fig.20-14 Photograph and microstructure of high-frequency induction vacuum brazing joints of 3A21 and TA2
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。