



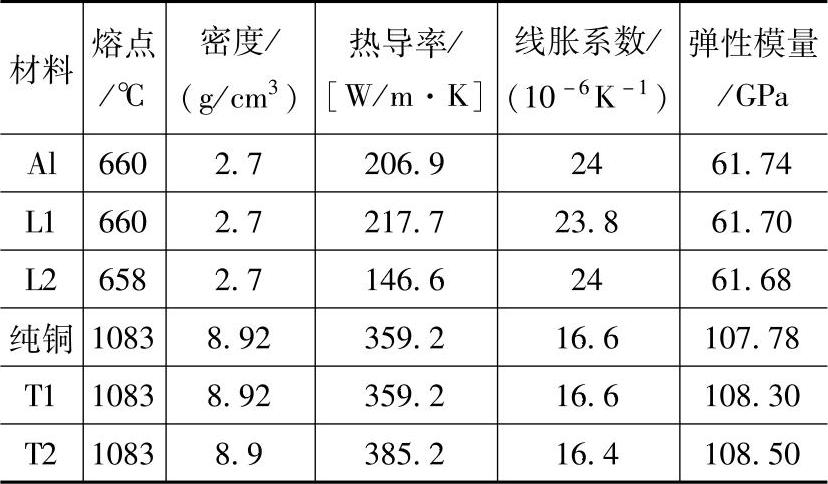
铝和铜的组织成分、物化性能方面存在着明显的差异[2-5],表20-1~表20-3分别列出了铝和铜在化学成分、化学性能和物理性能方面的差异。
表20-1 铝和铜在化学成分上的差异Table 20-1 The difference of chemical components between Al and Cu

表20-2 铝和铜在化学性能方面的差异Table 20-2 The difference of chemical properties between Al and Cu
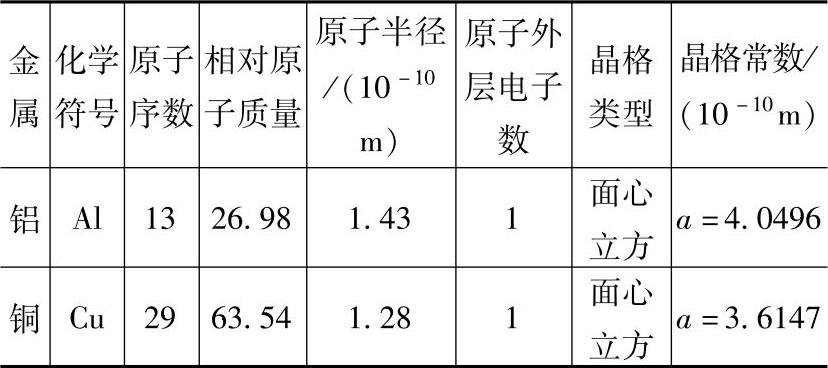
表20-3 铝和铜在物理性能上的差异Table 20-3 The difference of physical properties between Al and Cu
由于铝和铜存在上述差异,因此钎焊时存在如下问题:
1.氧化问题
铝是一种极易氧化的元素。无论是固态还是液态,铝都极易氧化,一般铝及铝合金表面都存在一层致密的氧化膜。铜对氧的亲和力较小,但铜表面同样也存在氧化膜。在钎焊过程中铝和铜会进一步氧化,生成新的氧化膜。铝和铜的氧化问题严重影响它们之间的钎焊连接,原因是熔化的液体钎料不能润湿铝和铜表面的氧化膜,因此难以形成有效的钎焊接头,故铝和铜钎焊时必须克服氧化问题。对于铝和铜表面的氧化膜,必须在钎焊前清除,尤其是铝表面氧化膜,需要通过化学清洗或机械清理的方式去除;而钎焊过程中铝和铜的继续氧化问题,需要通过工艺保护来抑制氧化膜的继续产生或清除之,通常采用钎剂、气体保护,或者在真空状态下钎焊。
2.脆性化合物问题(https://www.xing528.com)
由上纯铝和纯铜的化学性能比较可知,铝和铜的晶格类型、参数、原子半径以及外层电子结构存在明显差异,即铝和铜之间存在明显的冶金不相容性。两种金属在冶金学上的相容性取决于它们在液态和固态时的互溶性以及在焊接过程中是否产生金属间化合物。图20-1所示为Al-Cu二元合金相图[6]。
由相图可以看出,铝与铜在液态下可以无限互溶,而在固态下互相溶解度十分小,铜在铝中的溶解度仅为1.5%。固态下铝铜主要以化合物形式存在,铝与铜能形成多种金属间化合物,主要有Cu2Al、Cu3Al2、CuAl和CuAl2。Cu2Al相是一种极脆的金属间化合物,在钎焊界面上一旦形成,将严重弱化铝铜钎焊接头的性能。
脆性金属间化合物的形成与钎焊材料、钎焊工艺以及母材的表面状态有关。
如采用铝基钎料钎焊铝与铜,钎焊温度一般在600℃左右,熔化的铝基钎料与铜就发生化学反应,此时容易产生脆性的铝铜金属间化合物;而采用锡基钎料钎焊,则避免了脆性铝铜金属间化合物的产生。
钎焊工艺对脆性金属间化合物的影响主要包括钎焊温度和钎焊时间。钎焊温度降低,钎焊时间缩短,金属间化合物形成的可能性就大大降低。如采用高频感应钎焊工艺,钎焊时间大大缩短,就不容易产生脆性的金属间化合物。
3.残余应力问题
从表20-3可以看出铝和铜在物理性能方面差异巨大,如熔点相差约420℃,线胀系数相差40%以上,而热导率相差70%以上,弹性模量也相差40%以上。钎焊过程是一个快速加热、快速冷却的过程,由于线胀系数差异巨大,导致在升温过程中铝和铜的热变形不同,铝的变形要远远大于铜的变形。在钎焊完成后的降温过程中,铝的收缩变形明显大于铜,在钎焊接头界面区域产生了非常严重的热致残余应力;而在钎焊界面的端部,由于铝和铜的弹性模量的差异还将导致严重的奇异应力。这些情况的产生都将威胁到钎焊接头的质量和性能。
影响残余应力和奇异应力的内因是铝和铜的热物理性能和力学性能的差异,而外因则主要是钎焊温度和被钎焊工件的结构设计。钎焊温度越高,残余应力则越大;钎焊温度越低,残余应力则越小。因此在能够获得良好钎焊接头性能的前提下,降低钎焊温度是减小残余应力的有效措施。但是一般来讲,在相同钎料情况下,钎焊温度降低则必然影响钎料的润湿性,使得铝和铜不能良好地连接,因此需要通过优化被钎焊工件的结构设计来降低铝铜由于性能差异而产生的残余应力和奇异应力。如对于铝管和铜管插接结构的钎焊,接头设计一定要将铜管插入到铝管中,可以有效地消除由于铝铜性能差异而产生的残余应力和奇异应力。
4.耐蚀性问题
钎料成分与铝合金成分相差很大,它们的电极电位具有显著的差别,因此钎缝与母材构成了电偶,在电解质溶液或潮湿的空气中容易发生电化学腐蚀。低温铝钎焊时,这种腐蚀现象特别严重。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。