



Dunford等人以铜为钎料对8090铝锂合金进行了钎焊试验[100]。首先对母材连接表面进行了溅射处理,并镀1μm厚铜层;然后在两连接面之间夹8μm厚的铜箔(总的钎料厚度为10μm)在真空中进行钎焊。钎焊规范为560℃×4h×0.75MPa,所得钎焊接头的室温抗剪强度为190MPa,室温撕裂强度为12kN/m,530℃撕裂强度为2.2kN/m。
Ridley等以锌为钎料钎焊了8090铝锂合金[101]。采用蒸发沉积方法将锌镀在8090合金连接表面上,镀锌前母材采用了两种不同的表面清理方法:一是化学清洗,即在加热的10%NaOH水溶液中碱洗后再在质量分数为30%的HNO3水溶液中酸洗;另一方法是氩离子束溅射10min。母材表面镀锌层厚度为3μm(总的钎料厚度为6μm)。钎焊在空气中进行,规范为515℃×2.5h×3MPa,所得到钎焊接头性能因表面清理方法不同而异。经化学清洗后,镀锌试样钎焊接头抗剪强度平均值为164MPa,最高值为185MPa;经离子束溅射清理后,镀锌试样钎焊接头抗剪强度平均值为189MPa,最高值为216MPa。可见离子束溅射清理方法优于化学清洗方法。
Ricks等人将Zn-1%Cu合金辊轧包覆在8090铝锂合金表面对其进行了钎焊[102]。Zn-1%Cu包层厚度为母材板材总厚度的0.5%和1%。对包覆表面进行低压吹砂并化学清洗后,在空气中进行钎焊,规范为(500~540)℃×60min×(4~5)MPa。钎焊接头室温抗剪强度为100~160MPa,515℃撕裂强度大于4.5kN/m。
Winkler等人采用了较复杂的多层钎料对8090铝锂合金进行钎焊[103],其钎料主要组成为质量分数为7%Si的铝合金AA4343与电镀铜层。钎焊时遇到的一个问题是,钎料中的元素向母材中的扩散缓慢,会导致在接合界面与晶界处形成粗大的金属间化合物沉淀相。为了克服这一问题,在母材与液相钎料之间应加一较高纯度的铝合金作为中介层,它既可使铜和硅能快速扩散离开连接界面,又不会对接头最终性能产生不利影响。为此选用低镁含量的铝合金AA1050作中介层。AA1050辊轧包覆在8090合金表面,AA1050表面再辊轧包覆一层AA4343合金,然后在AA4343合金表面电镀一薄层铜。为了防止铜在加热过程中氧化,再在铜表面电镀1μm的银层。因此最终的多层钎料为:250μm厚的AA1050+30μm厚的AA4343+Cu+1μm厚的Ag,在大气中采用规范(525~550)℃×(0.5~1)h×(1~2)MPa对AA8090合金进行了钎焊,接头抗剪强度为170~190MPa,520℃下撕裂强度为5~6kN/m。(https://www.xing528.com)
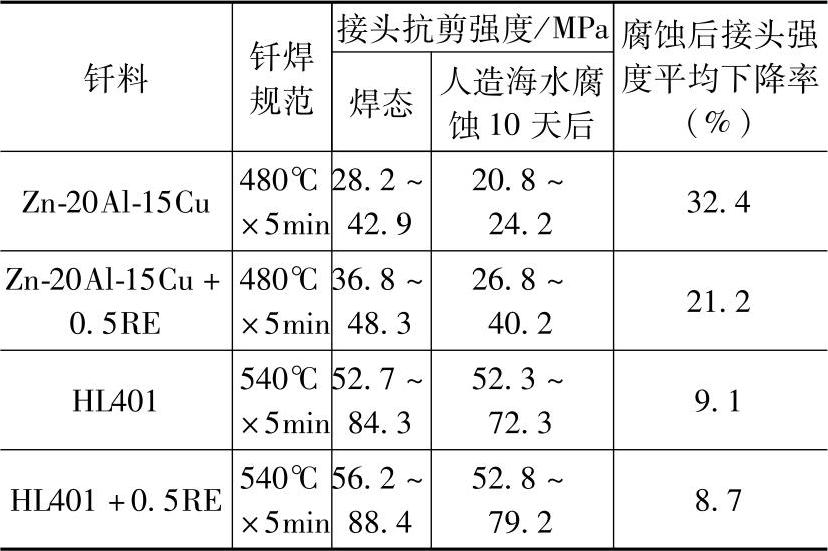
孙德超采用Zn-20Al-15Cu、Zn-20Al-15Cu+0.5RE、Al-28Cu-6Si和HL401+0.5RE四种钎料进行了1420铝锂合金的钎焊试验。其中RE为混合稀土,具体成分为:w(Ce)=35%,w(La)=30%,w(Nd)=21%,w(Pr)=7.8%,w(Sm)=0.3%,w(Y)=0.3%。配用的钎剂为铝用硬钎剂φ5,其成分为w(LiCl)=38%,w(KCl)=45%,w(NaF)=10%,w(SnCl2)=3%,w(CdCl2)=4%。采用上述四种钎料钎焊1420铝锂合金接头的抗剪强度见表18-37。可见,Al-Cu-Si钎料钎焊接头强度及耐海水腐蚀性能均较Zn-Al-Cu钎料钎焊接头好;钎料中添加微量稀土元素,可使钎焊接头强度提高10%~15%,同时还使接头的耐蚀性提高[104]。
表18-37 1420铝锂合金钎焊接头的抗剪强度[104] Table 18-37 Shear strength of brazed1420 Al-Li alloy joints[104]
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。