



1.钎焊特点
对Nb-Ti超导材料连接,钎焊是一种有效而实用的方法,其主要要求如下:
1)尽可能小的接头电阻。在液氦温度下,超导体的电阻率很小,在4.2K时,Nb-Ti合金的电阻率约为10-17Ω·m。如果钎焊接头的电阻大,就会局部发热引起超导体的失超。试验证明,负载电流为千安级的导体,所允许的接头电阻率上限值约为10-10Ω·m[1]。
2)钎焊后超导线临界电流的下降尽可能小。钎焊时,温升有可能改变接头部位的微观组织,从而对Nb-Ti的临界电流产生影响,因此超导材料的钎焊温度不能超过Nb-Ti合金的最佳时效热处理温度(350~400℃)。
3)超导体在工作时受到多种应力的作用。例如,冷却时产生的热应力,励磁时产生的洛仑兹力和缠绕磁体时产生的弯曲应力等,因此要求钎焊接头应具有足够的力学强度。
4)钎焊接头的形式应适宜于缠绕磁体。
2.钎焊方法
用于Nb-Ti超导材料钎焊的方法主要有烙铁钎焊、保护气氛下钎焊、电阻钎焊和超声波钎焊。烙铁钎焊是一种最简单的方法,但要求具有熟练的技巧,焊接层厚度和钎焊质量不易控制[2]。电阻钎焊是较理想的钎焊方法。Moorhead等人在带有石墨电极的专用装置上进行了Nb-Ti多芯复合超导条带的电阻钎焊,该装置是使一低压大电流通过石墨电极及导体从而对接头进行加热,采用600A、AC/2V的电源,少于5min的时间就可焊接一个接头[3]。
3.钎焊接头形式、钎料及钎剂
复合超导体主要的钎焊接头形式为搭接,此外,还有一种压管式接头形式[4],如图18-1所示。首先用硝酸将复合超导体连接处的铜基体腐蚀掉,露出Nb-Ti超导体芯丝(见图18-1a),并使Nb-Ti芯丝彼此搭接在一起(见图18-1b),然后在连接处套上铜管并加压固定(见图18-1c,d),最后将铜管与复合超导体的铜基体钎焊起来(见图18-1e),从而实现复合超导体的连接。
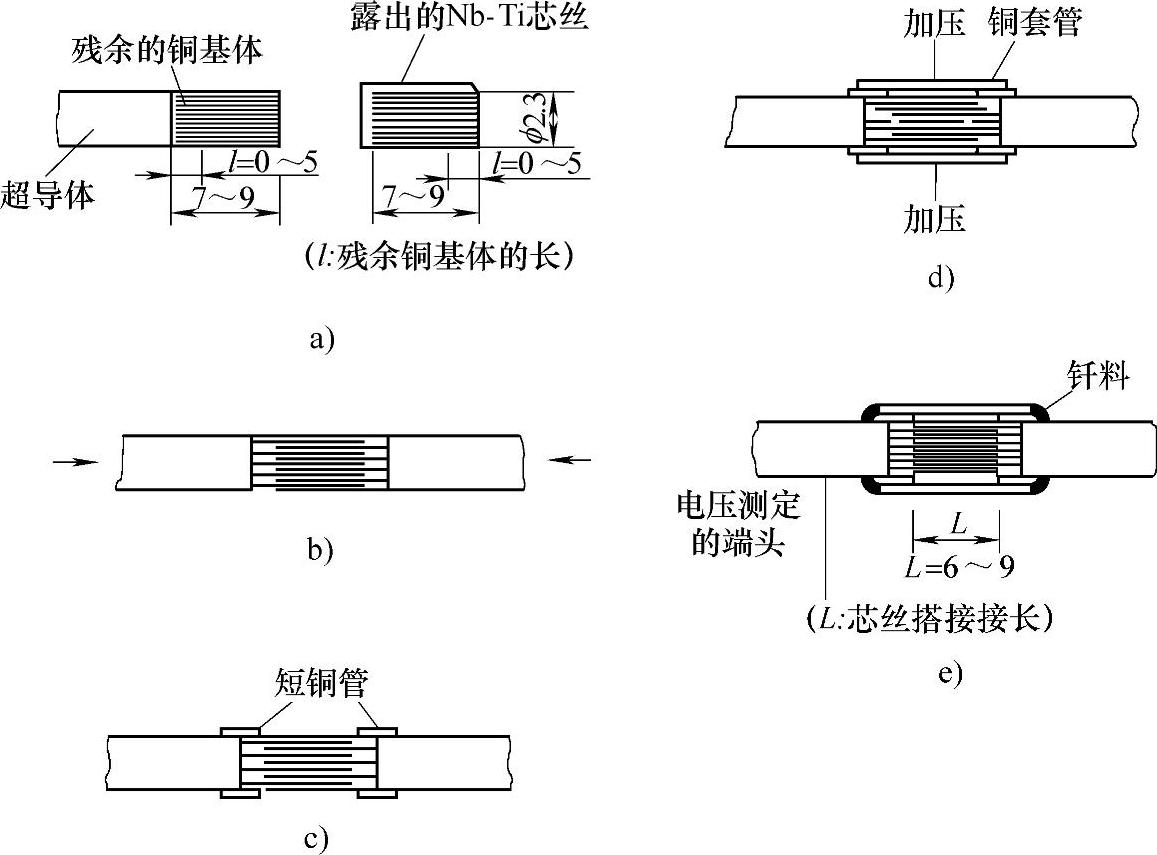
图18-1 复合超导体钎焊的压管式接头形式[4] a)用硝酸蚀去超导体的铜基体 b)搭接Nb-Ti芯丝 c)短铜管的固定 d)固定铜套管 e)钎焊 Fig.18-1 Pipe pressing joint for soldering composite superconductors[4]
图17-1e所示的斜面对接接头(scarf joint)也是一种可以考虑的接头形式。斜面对接接头与搭接接头相比有一个优点,就是前者在绕制线圈时不会在绕组中产生偏移。但是斜面对接接头使用并不广泛,因为采用该种形式,要获得一个与基体等强的接头是很困难的;另外,斜面对接接头的准备也比搭接接头复杂得多。
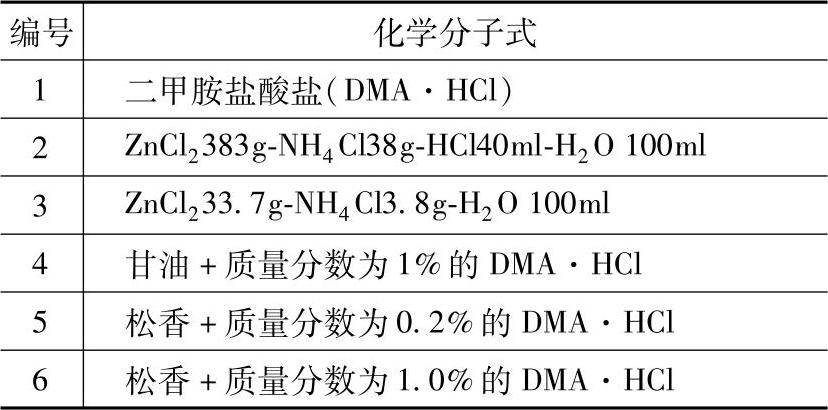
Nb-Ti复合超导体钎焊用钎料和钎剂分别见表18-1、表18-2[1,3]。
表18-1 Nb-Ti复合超导体钎焊用钎料[1,3] Table 18-1 Solders for Nb-Ti composite superconductors[1,3]
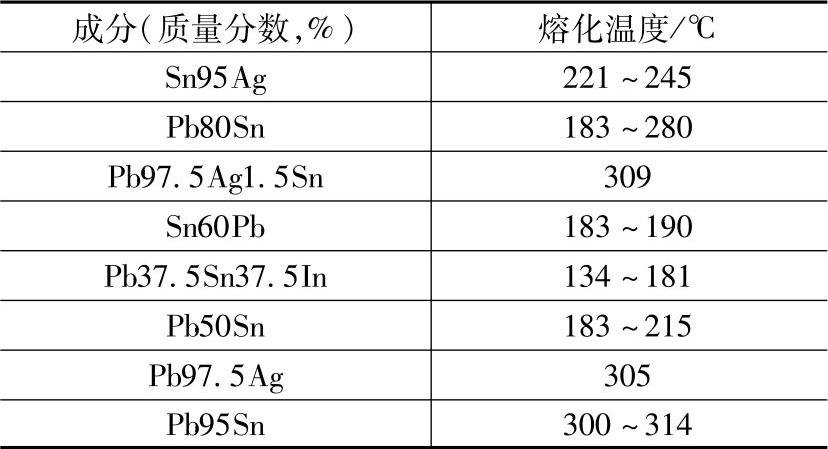
表18-2 Nb-Ti复合超导体钎焊用钎剂[3] Table 18-2 Fluxes for Nb-Ti composite superconductors[3]
 (https://www.xing528.com)
(https://www.xing528.com)
4.钎焊接头性能
通常采用高Pb成分的钎料可以获得比较高的低温力学性能和较好的接头电阻值;而使用含Sn量较高的钎料,在铜锡界面层容易产生脆性的金属间化合物,降低接头性能。考虑到润湿性、流动性和焊后是否容易去除钎剂残渣,表18-2中编号为2的钎剂用于Nb-Ti复合超导体钎焊最佳[3]。
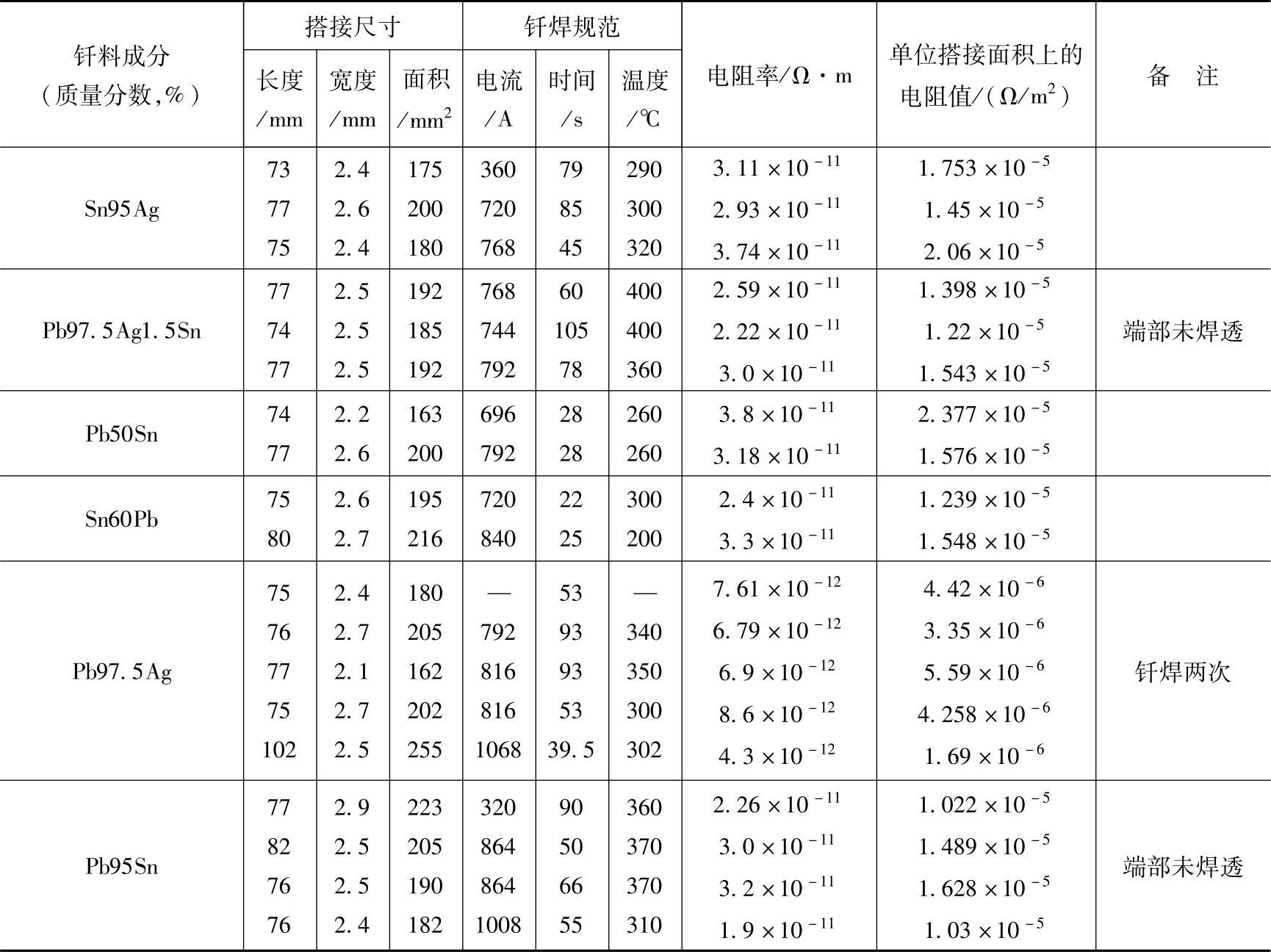
表18-3为采用3号钎剂、不同钎料电阻钎焊Nb-Ti复合超导体线材接头的低温电阻值[1]。可见高Pb成分的Pb97.5Ag钎料,其钎焊接头具有良好的低温综合性能(低温电阻率约为8×10-12Ω·m,临界电流密度Jc约为1.069×109A/m2),而且该钎料的钎焊温度为330℃左右,不超过Nb-Ti的最佳时效热处理温度。
表18-3 Nb-Ti复合超导线材钎焊接头低温(4.2K)电阻值[1] Table 18-3 Cryogenic(4.2K)electrical resistance of soldered Nb-Ti composite superconductors
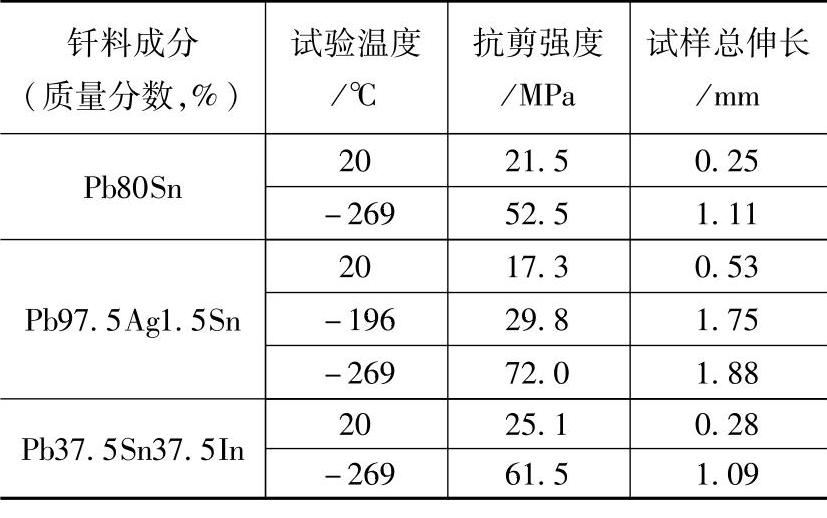
Moorhead等人采用不同钎料、2号钎剂对Nb-Ti复合超导带材(1mm厚,9.9mm宽的铜带内含有84根45%Nb-55%Ti超导体芯丝)进行了电阻钎焊试验,其接头室温与低温抗剪强度见表18-4[3]。可见,高Pb含量的Pb97.5Ag1.5Sn钎料钎焊的接头在-269℃(4K)具有最高的抗剪强度(72.0MPa),而高Sn含量的Sn95Ag钎料钎焊的接头在该温度的抗剪强度最低,只有31.7MPa。
表18-4 Nb-Ti复合超导带材钎焊接头室温与低温抗剪强度[3] Table 18-4 Room-temperature and cryogenic shear-test data of soldered Nb-Ti composite superconductors[3]

(续)
5.应用[5]
铜基Nb-Ti复合超导材料钎焊的一个应用实例是HT-7超导受控核聚变装置纵场线圈超导线接头的钎焊,其超导母排的结构如图18-2所示。9根φ3mm×0.5mm的纯铜管平排在一起,在两个相邻铜管之间的两侧各有一组Nb-Ti超导线,超导线的总截面积为6mm2,最后在9根铜管及超导线外电沉积一层铜,构成截面为28mm×4mm的超导母排。钎焊采用搭接接头形式,搭接长度为250~280mm。为了保证钎焊质量,采用图18-3所示结构的接头,即在钎焊好的超导排接头的两个侧面各放一组Nb-Ti辅助超导线,每组有13根φ0.75mm铜基Nb-Ti线组成,长度比接头搭接长度长10%左右;再用厚0.8mm、宽10mm的超导扁带将搭接的超导母排和两组辅助超导线一起包绕并钎焊起来。

图18-2 HT-7超导母排的结构 Fig.18-2 Composite superconductor structure of HT-7
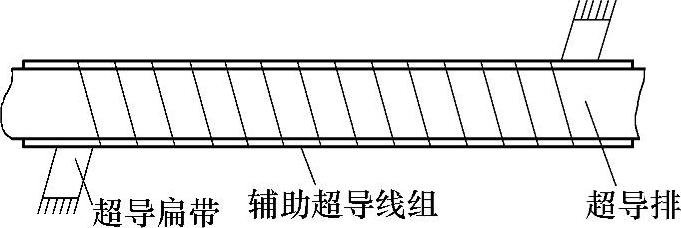
图18-3 超导接头结构示意图 Fig.18-3 Scheme of composite superconductor joint
采用的钎料成分(质量分数)为:50%Sn、30%Pb、20%Cd,其熔化温度为128℃,钎剂为含少量活性剂的松香基膏状钎剂,钎焊温度控制在128~200℃。在HT-7装置上钎焊48个接头,在纵场电流1860A、纵场温度8.9K条件下测试48个接头的平均电阻为3.75×10-9Ω,完全满足接头电阻小于1×10-8Ω的设计要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。