



SiCf/Ti是目前研究最为成熟的纤维增强钛基复合材料,其钎焊与纤维增强铝基复合材料类似,主要接头形式仍是搭接,这样钎焊时要考虑的主要问题实际上就是在保证对复合材料性能不造成损害或损害尽可能小的前提下,如何获得高强度高质量的Ti-Ti接头。已报道的钎焊方法主要有两种,真空钎焊和共晶扩散钎焊(或液相扩散连接Liquid-phase diffusion bonding)[40,41]。
17.2.5.1 真空钎焊
应该说适合于钛合金真空钎焊的各种钎料同样适用于纤维增强钛基复合材料搭接钎焊,但究竟选择那种钎料最为合适,则要视对接头的具体使用要求而定。
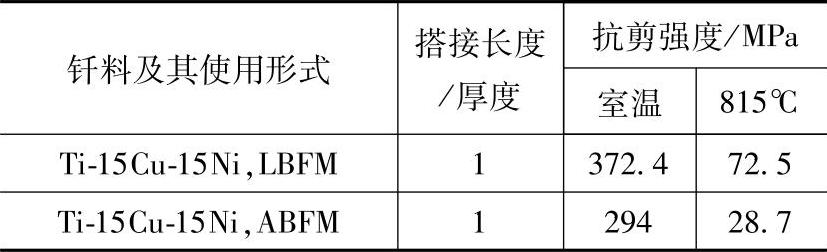
SCS-6/β-21S钛基复合材料可以用Ti-15Cu-15Ni钎料钎焊。β-21S钛合金名义成分(质量分数,%)为Ti-15Mo-2.7Nb-3Al-0.2Si,SCS-6是依次在直径为36μm的C纤维丝上先化学气相沉积(CVD)50μm厚的β-SiC,再沉积3μm厚的富碳SiC层而制成的增强纤维,其直径为142μm。SCS-6/β-21S复合材料则是将0.114mm厚的β-21S箔和SCS-6纤维按[0/90]和[0±45/90]规定排列铺层,再在热等静压装置上热压而成的层板。钎料有两种使用形式:一种是将50/50Cu-Ni合金板夹在两块纯钛板之间并通过轧制铺设在复合材料表面上(即LBFM);另一种则是通过快速冷凝制成非晶态钎料(即ABFM)。前者熔化温度为910~960℃,宽度、厚度分别为101.6mm和0.076mm;后者熔化温度为902~932℃,宽度、厚度分别为12.7mm和0.038mm。用这两种形式钎料钎焊的SCS-6/β-21S钛基复合材料接头的抗剪强度见表17-12。从中可见,Ti-15Cu-15Ni(LBFM)钎料钎焊接头,抗剪强度是令人满意的,即使在815℃仍保持72.5MPa。当然由于Ti-15Cu-15Ni钎料钎焊温度相对比较高(LBFM,≥960℃;ABFM,≥935℃),对复合材料本身性能影响相对也比较大。参考文献[2,8,9,40]表明,SiC与钛及其合金在700~800℃就会发生反应,而且反应区形成速率随温度提高而急速增加,当纤维与Ti基体之间的界面反应层厚度超过1μm时,复合材料抗拉强度明显降低,因此寻求一种具有更低钎焊温度的钎料是近期研究所追求的目标。
表17-12 SCS-6/β-21S钎焊接头的抗剪强度Table 17-12 Shear strength of vacuum-brazed SCS-6/β-21S joints
在参考文献[42]和[43]中,分别采用Ti-Zr-Cu-Ni和Ti-Zr-Cu-Ni-Co两种箔带钎料对SiCf/β-21S复合材料进行了真空钎焊,其中不加压力的钎焊接头抗剪强度仅为97~158MPa;而在钎焊时对接头区施加5MPa压力后,接头强度明显升高,两种接头抗剪强度均达到了300MPa左右。
东京工艺研究院Onzawa.T.等人采用1510型非晶态钎料(Ti-37.5Zr-15Cu-10Ni,熔化温度815℃,宽10mm,厚70μm),在850℃、2MPa压力下对SCS-6/CPTi复合材料进行了钎焊试验,钎焊接头拉伸性能与钎焊保温时间的关系如图17-5[40]所示。从中可见,保温时间超过5min,接头抗拉强度已基本达到复合材料强度水平,接头失效发生于复合材料中,而且由于钎焊温度较低,压力仅为固相扩散连接的1/6,因此进一步减小了对复合材料基体性能的影响和变形。
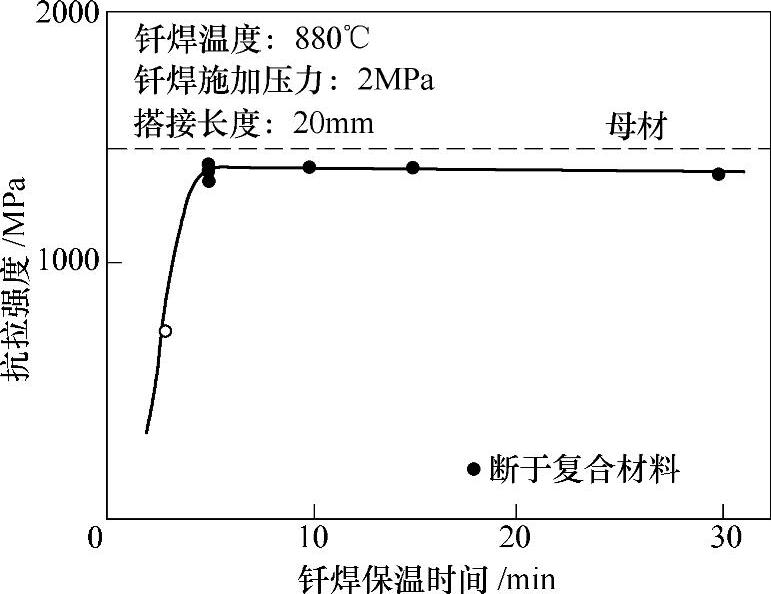
图17-5 钛基钎料钎焊接头拉伸性能与钎焊保温时间的关系 Fig.17-5 Relation between bonding time and tensile properties of the joint brazed with Ti-base filler(https://www.xing528.com)
参考文献[41]在Ti-Zr-Cu-Ni中间层合金中加入纤维增强相制成复合中间层,对SiC长纤维增强、TC4钛合金为基体的钛基复合材料进行了连接试验,优化的连接参数为970℃×3min,在焊缝中,增强相纤维与中间层合金发生反应,结合良好,从而获得了组织与母材接近的接头组织(见图17-6),实现了钛基复合材料的连接。
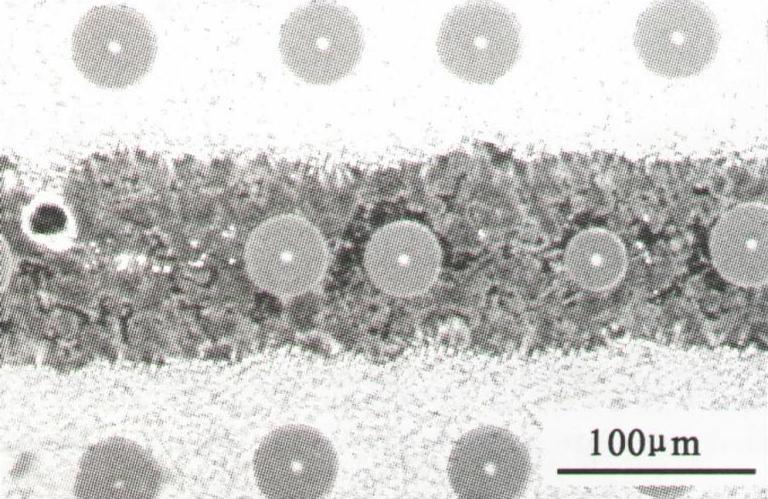
图17-6 纤维+Ti-Zr-Cu-Ni复合中间层连接接头组织[41] Fig.17-6 Joint metallograph using fiber+Ti-Zr-Cu-Ni composite interlayer
17.2.5.2 共晶连接
以铜作为中间层可以对钛基复合材料进行共晶液相扩散连接,连接温度稍高于Cu-Ti共晶点(870℃),同时为了保证铜箔与复合材料紧密接触,促使共晶液相快速均匀地形成,施加一定压力是必要的。加压的作用还可使接头中形成的多余脆性低熔共晶从间隙中挤出,有利于提高接头的强度和质量。
图17-7所示为采用5μm无氧铜作为中间层共晶液相扩散连接的钛基复合材料接头拉伸性能与连接保温时间的关系。从中可见,保温时间为3~20min,接头抗拉强度接近于基体,时间过长或过短,抗拉强度均呈下降趋势。这是因为保温时间太短时,一方面接头中液相形成不充分,难以对接头周边接触不良区域流动补充,使接头实际承载面积减小;另一方面,即使形成液相,由于接头中的铜来不及向基体扩散,最终所得到的接头肯定会含有大量的脆性共晶化合物相(如Ti2Cu3、TiCu),因此这时接头强度不可能太高。如保温时间为零时,接头强度仅20MPa;随保温时间的延长,接头中的铜不断扩散进入钛基体中,使得接头中脆性相逐渐减少,铜扩散层厚度增加,接头强度明显改善。但保温时间超过20min时,虽然接头与基体组织成分均匀化程度得到进一步改善,但在接头中同时也产生了大量的克肯达尔(Kirkendall)空穴,使得接头强度又逐渐降低[40]。
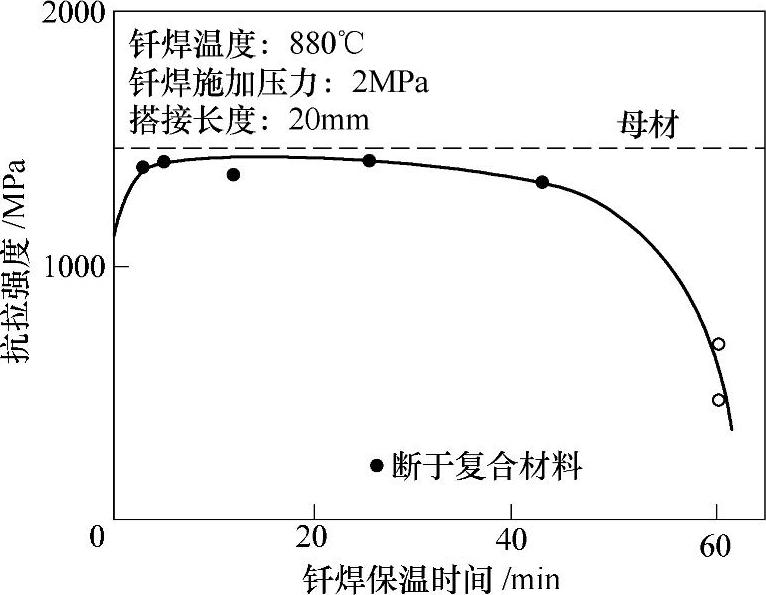
图17-7 采用铜中间层共晶连接接头拉伸性能与连接保温时间的关系 Fig.17-7 Relation between bonding time and tensile properties of the joint bonded with Cu filler
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。