



单体电接触材料与支承体的固定连接,大多采用银基硬钎料、含磷的Cu-P-Ag系自钎钎料。常用的银钎料多是标准牌号的Ag-Cu系、Ag-Cu-Zn系,Ag-Cu-Zn-Cd系、Ag-Cu-Zn-Cd-Ni系、Ag-Cu-Zn-Mn和Cu-Zn-Mn-Ni系合金。BAg56CuZnSn(56Ag-22Cu17Zn5Sn,熔化温度为620~650℃)钎料由于其不含镉且熔点低,近年已开始应用于某些接点钎焊。
除了某些使用温度较高的场合,为了保持支承体的力学性能,在保证接头强度的前提下,希望钎焊温度尽量低,最好钎料熔点位于400~600℃之间,但至今处于该温度区的银合金钎料尚无标准牌号产品。钎料通常都是以垫片状或圆片状预先放置在接点和支座之间,环状和丝状也被广泛采用着。
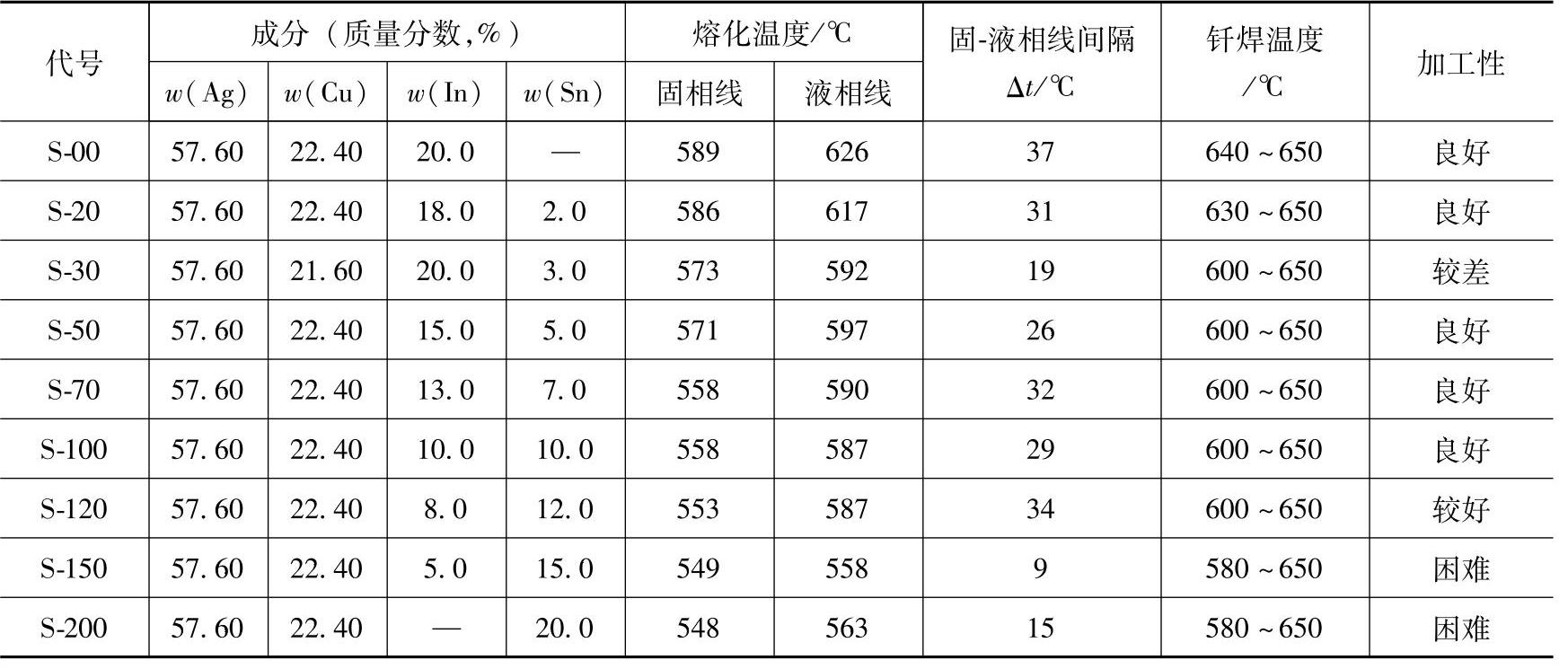
近年发展起来的Ag-Cu-In-Sn系和Ag-Cu-In-Sn-Ni系中温钎料,由于其熔点低,液相线温度低于600℃,且不含镉,在电真空、电气接点钎焊中已获得一定应用。Ag-Cu-In-Sn-Ni系钎料的成分和性能见表16-25。
Ag-Cu-In-Sn-Ni系钎料是在Ag-Cu-In-Sn系基础上添加了w(Ni)=0.1%~0.5%的Ni,目的是改善Ag-Cu-In-Sn系钎料对钢母材的润湿性[31]。
为了降低成本和避免镉对钎焊场所的污染,低银钎料,如DIN8513内的钎料L-Ag44、L-Ag25、L-Ag12和L-Ag5越来越多地被采用。
 (https://www.xing528.com)
(https://www.xing528.com)
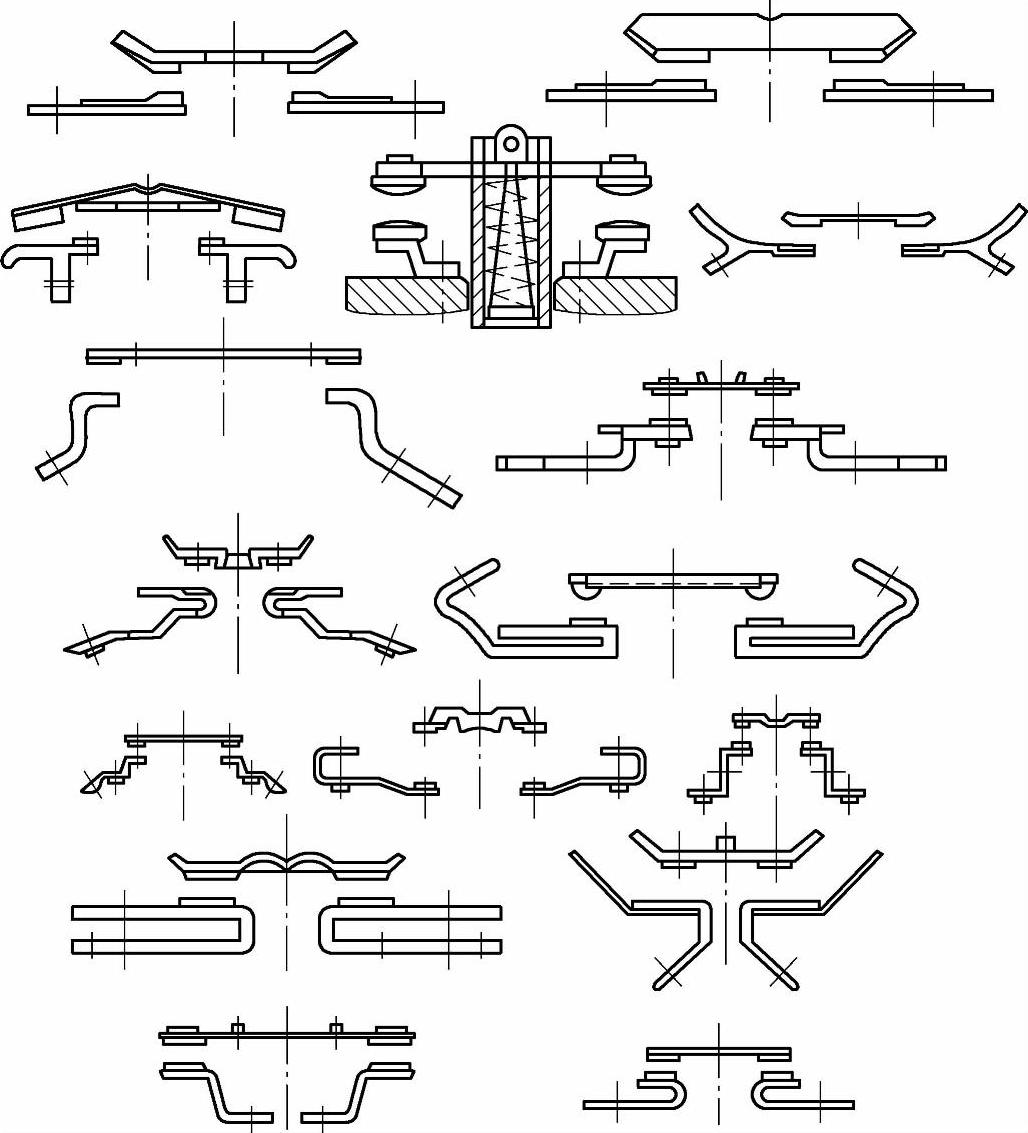
图16-19 各种电接触材料与支座的结合体 Fig.16-19 Assemblies of electric contactors to be brazed to holders
表16-25 Ag-Cu-In-Sn-Ni系钎料的成分和性能[30] Table 16-25 Compositions and properties of Ag-Cu-In-Sn-Ni system filler metals[30]
含磷的Cu-P-Ag系自钎钎料在电气技术中应用具有重大意义。使用BCu80AgP(85Cu15Ag5P)钎料钎焊时,在646℃共晶体首先熔化,此时接头呈脆性;加热到693℃时,Cu3P相才熔化,而富铜相未熔化并达到高强度接合,因此该温度是合适的钎焊温度。钎焊温度高于760℃时,钎料产生氧化,对强度起破坏作用。含磷的钎料对钼的电接触材料和Ag-CdO电接触材料有较好的润湿作用,应用中应防止钎料漫流到接点工作面上[32]。
应当指出,银氧化镉和银石墨接点材料,不宜用银钎料直接将其钎焊到支承体上,因为银在液态钎料中能被溶解,使接点底面氧化镉或石墨富集,致使接头强度明显下降。因此这些材料如要求高质量、高可靠的钎焊时,应预先附上易于钎焊的银或镍底层。银碳化物接点材料,如Ag-碳化钨接点材料,则可用含Mn、Ni的Ag-Cu系或Ag-Cu-Zn-Cd系钎料直接实施钎焊。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。