



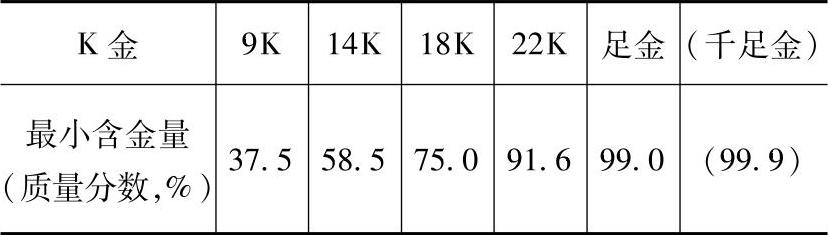
金具有美丽的色泽,并且长期保存不变色;金及其合金还具有良好的加工性能,是倍受人们喜爱的饰品材料。我国K金含金量范围见表16-10。
表16-10 K金含金量范围[14] Table 16-10 Composition of K-gold[14]
16.4.1.1 饰品合金
常用K金合金成分和性能见表16-11。常用K金饰品合金可分为颜色金合金和白色金合金,白色金合金是作为铂饰品的代用品发展起来的。
16.4.1.2 钎料
钎料是各种金饰品制造的基本材料之一。对钎料要求除应具有适中的熔点、对所钎焊金合金具有良好的铺展性和足够的接头强度外,尚有以下特殊要求:
1)钎料的含金量应与母材相同。
2)钎料颜色应与母材一致或相近似。
3)相同成色的钎料应有不同熔点多个牌号,熔点应呈梯度分布,以适应复杂金饰品构件的分级钎焊。目前颜色K金钎料用途广泛,用量相对也较大,而白色K金钎料因产品相对较少,用量亦较少。
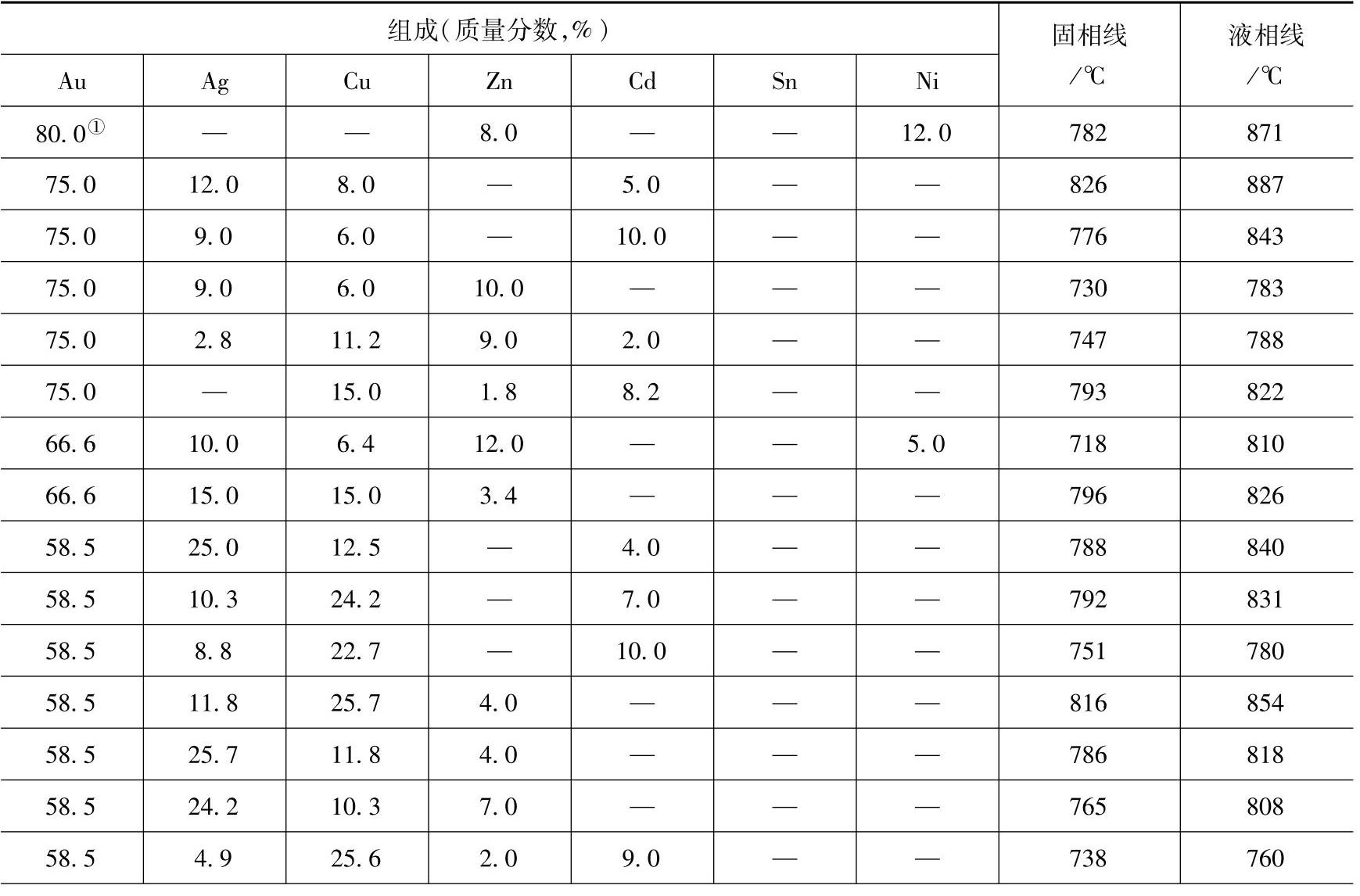
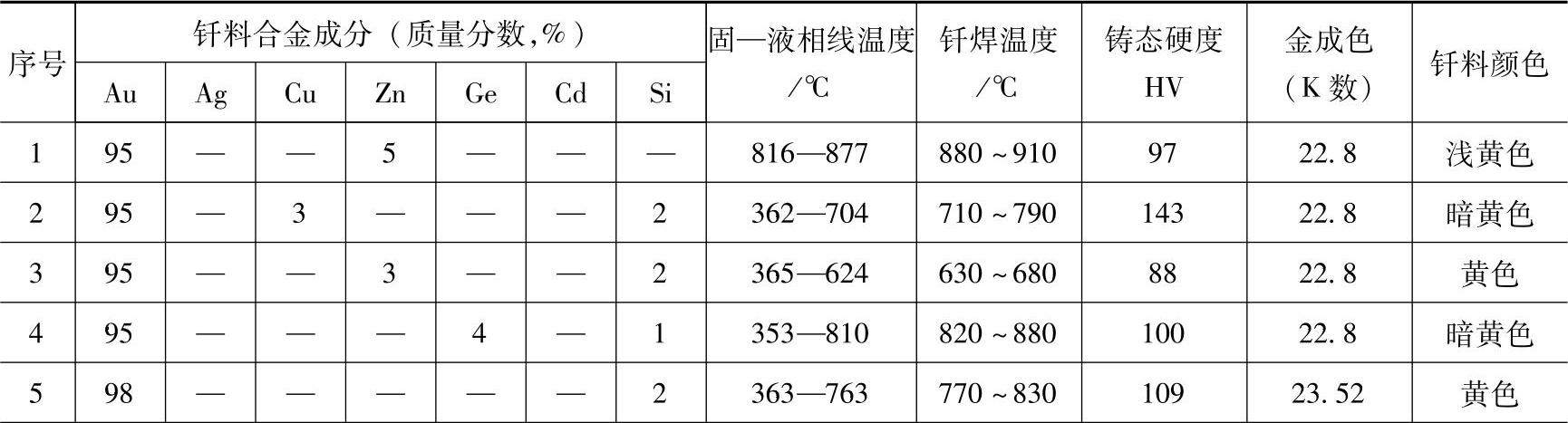
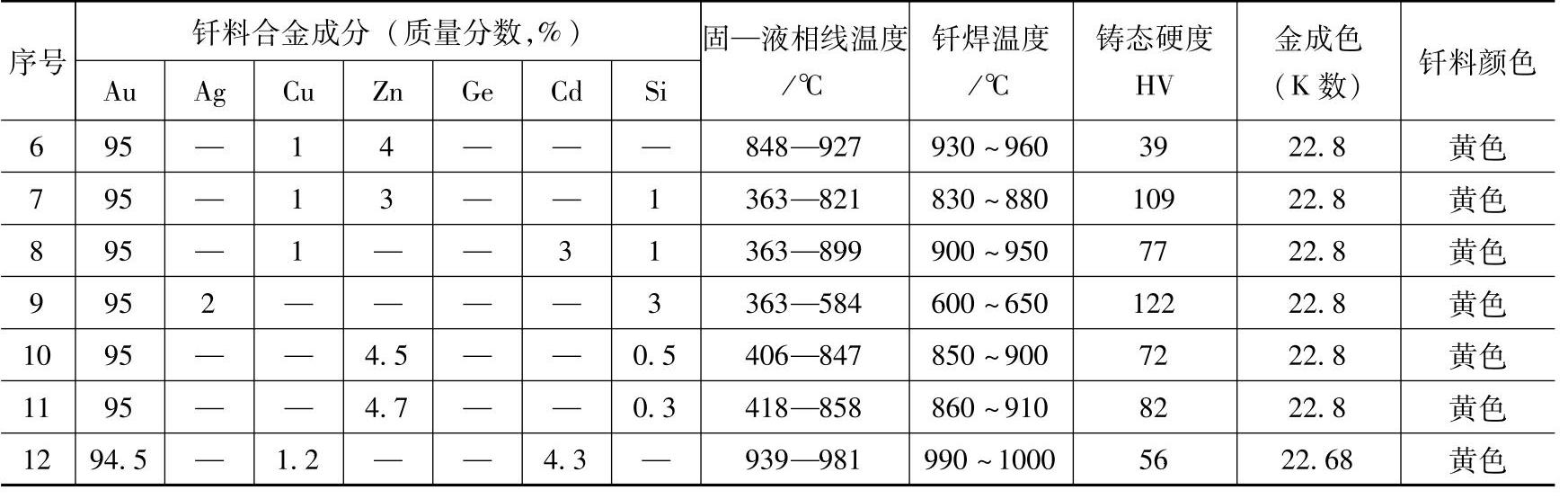
在金饰品应用中,有代表性的金饰品用金合金钎料的组成和性能见表16-12。
K金饰品应用的Au-Ag-Cu-(Zn)系钎料可以由和母材相同的元素构成,在保持原有的K金成色的前提下,通过调整Ag和Cu的比例,并可通过添加Zn降低钎料熔点,可以得到不同熔点的该系钎料。当然,其成分的调整应考虑钎料合金的颜色应与母材匹配。
表16-11 常用K金合金成分和性能[15] Table 16-11 Compositions and properties of ordinary K-gold[15]
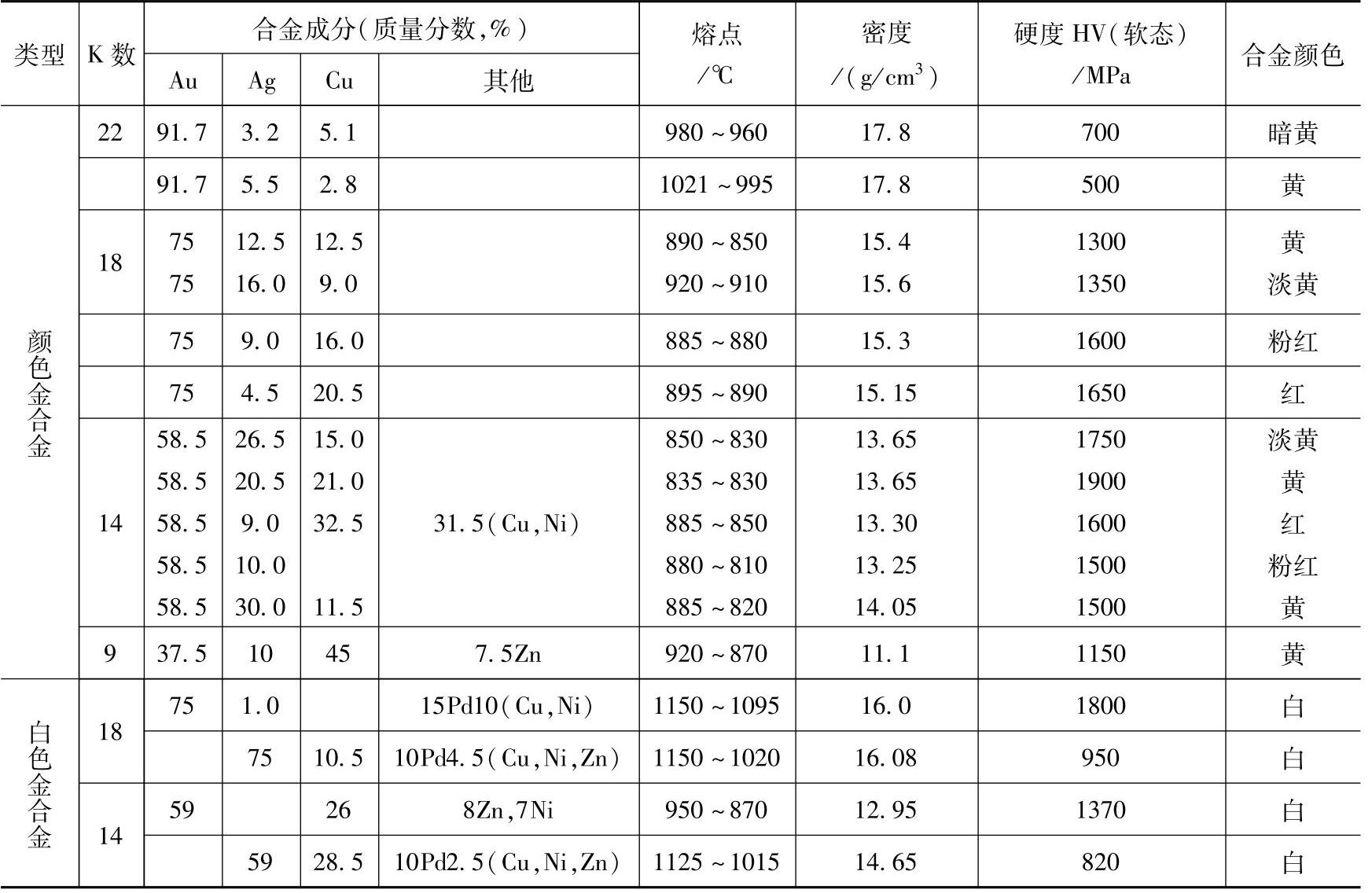
表16-12 金饰品用金合金钎料的组成和性能[1] Table 16-12 Gold filler metals for brazing gold ornaments[1]
(续)
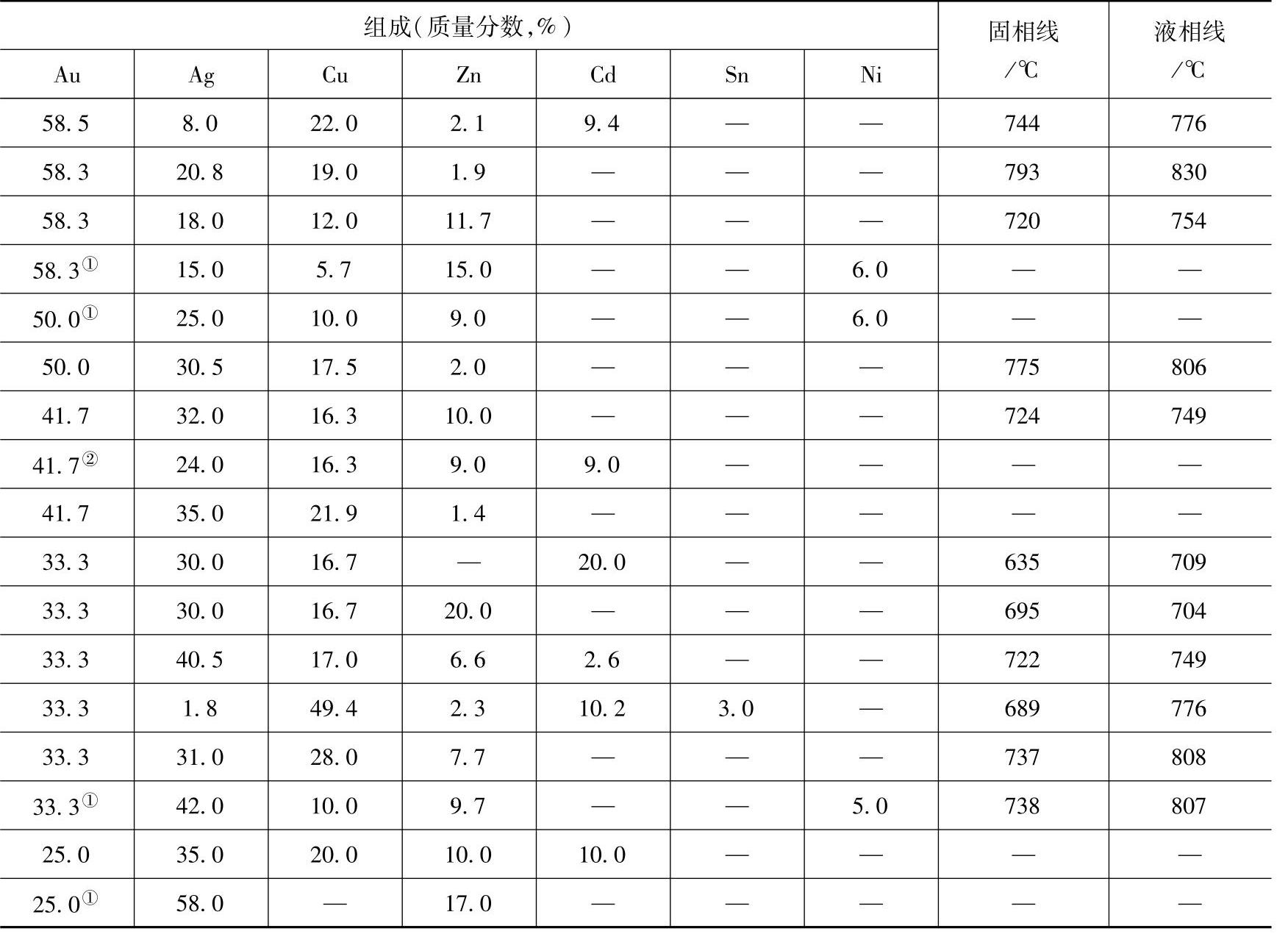
① 白色金合金用。
② 颜色金合金用。
另外,添加低熔点组元In、Sn、Ga、Ge或Cd等也可达到既能降低钎料合金熔点又能保持其颜色、加工性和钎焊性能的目的。其中,最有效的添加元素是Cd,但Cd毒性强,应尽量少用。在无Cd的K金钎料合金开发中,得到了一些含In、Sn、Ga、Ge的K金钎料。这些无Cd钎料的性能接近含Cd的钎料,是含Cd的K金钎料的代用品。
近些年来,用于K金饰品制造的K金钎料的发展方向是朝着无隔、低温高K金方向发展,并取得了一定进展。
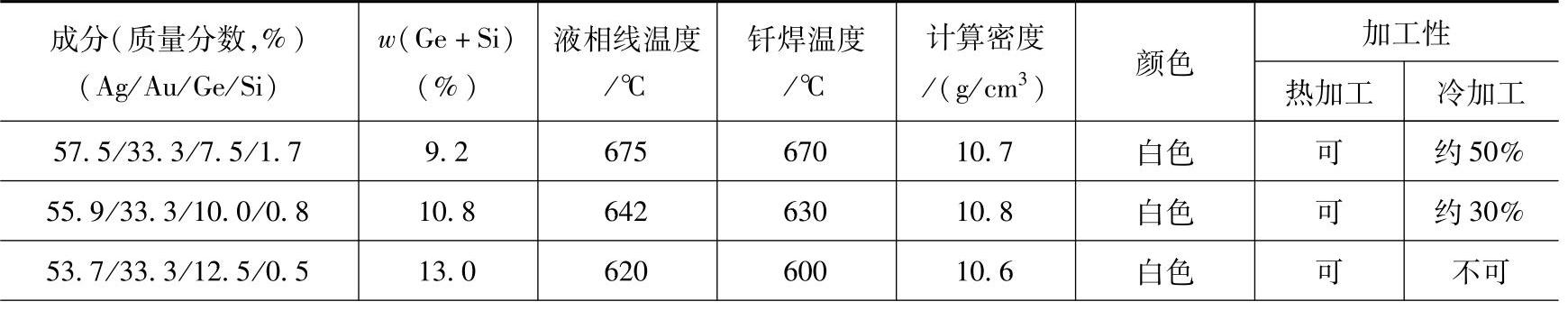
表16-13列出了Ag-Au-Ge-Si系钎料的成分和性能。此钎料可用于8K、14K和18K饰品的钎焊,该系钎料主要特点是熔点低、无镉,多数钎料合金具有良好的加工性。用该系K金钎料钎焊含有铜的K金饰品合金时,由于铜会与钎料中的锗和硅反应,生成脆性的化合物,因此该系钎料最好只用于无铜的饰品合金钎焊,或者是钎焊后不要求进一步变形加工的含铜的饰品合金的钎焊。表16-14列出了21K钎料合金及21K金饰品合金的组成和性能。
表16-13 Ag-Au-Ge-Si系钎料的成分和性能[16] Table 16-13 Compositions and properties of Ag-Au-Ge-Si system filler metals[16]
(续)
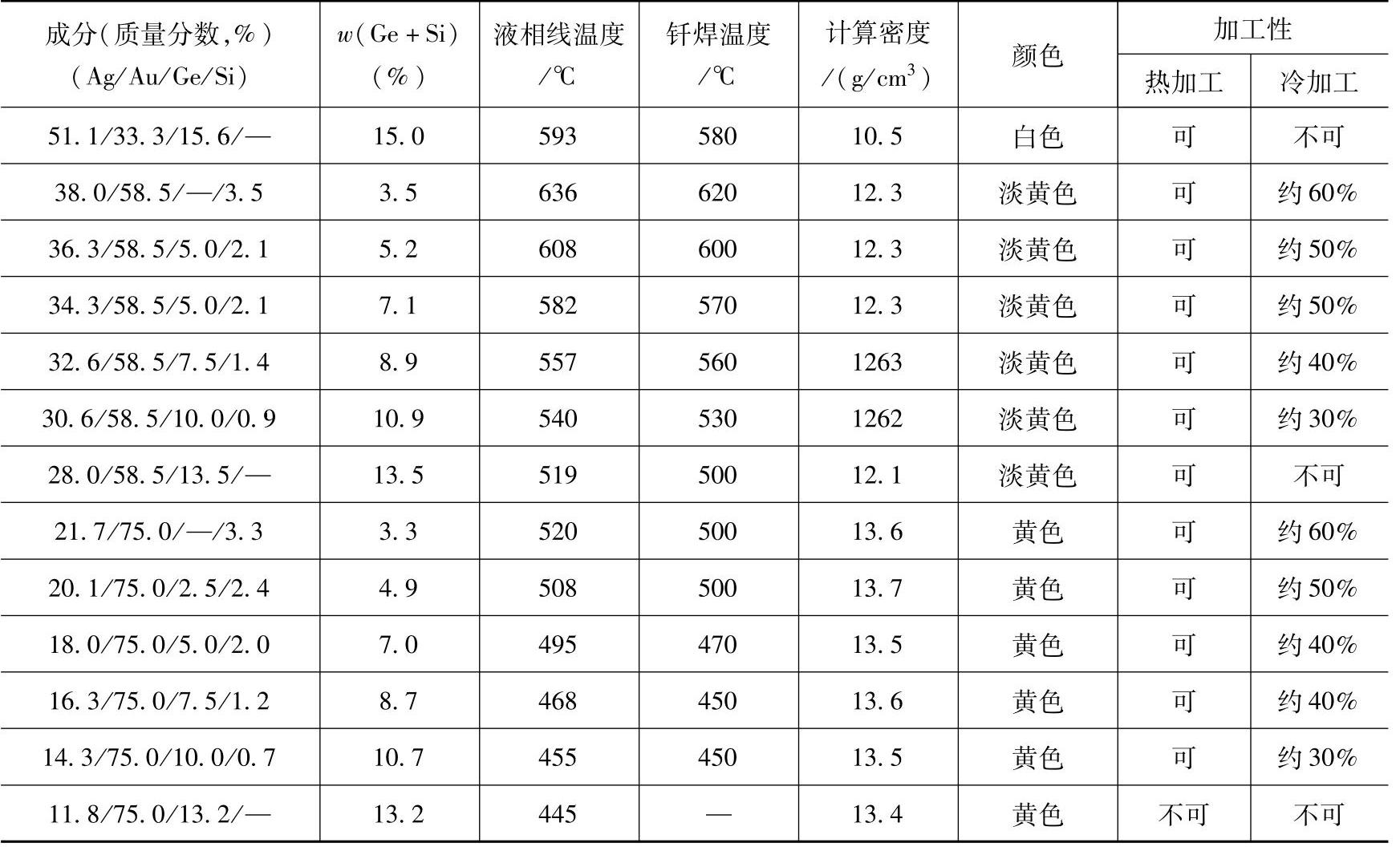
表16-14 21K钎料合金及21K饰品合金的组成和性能[17] Table 16-14 Properties of 21K gold fillers and gold ornaments[17]
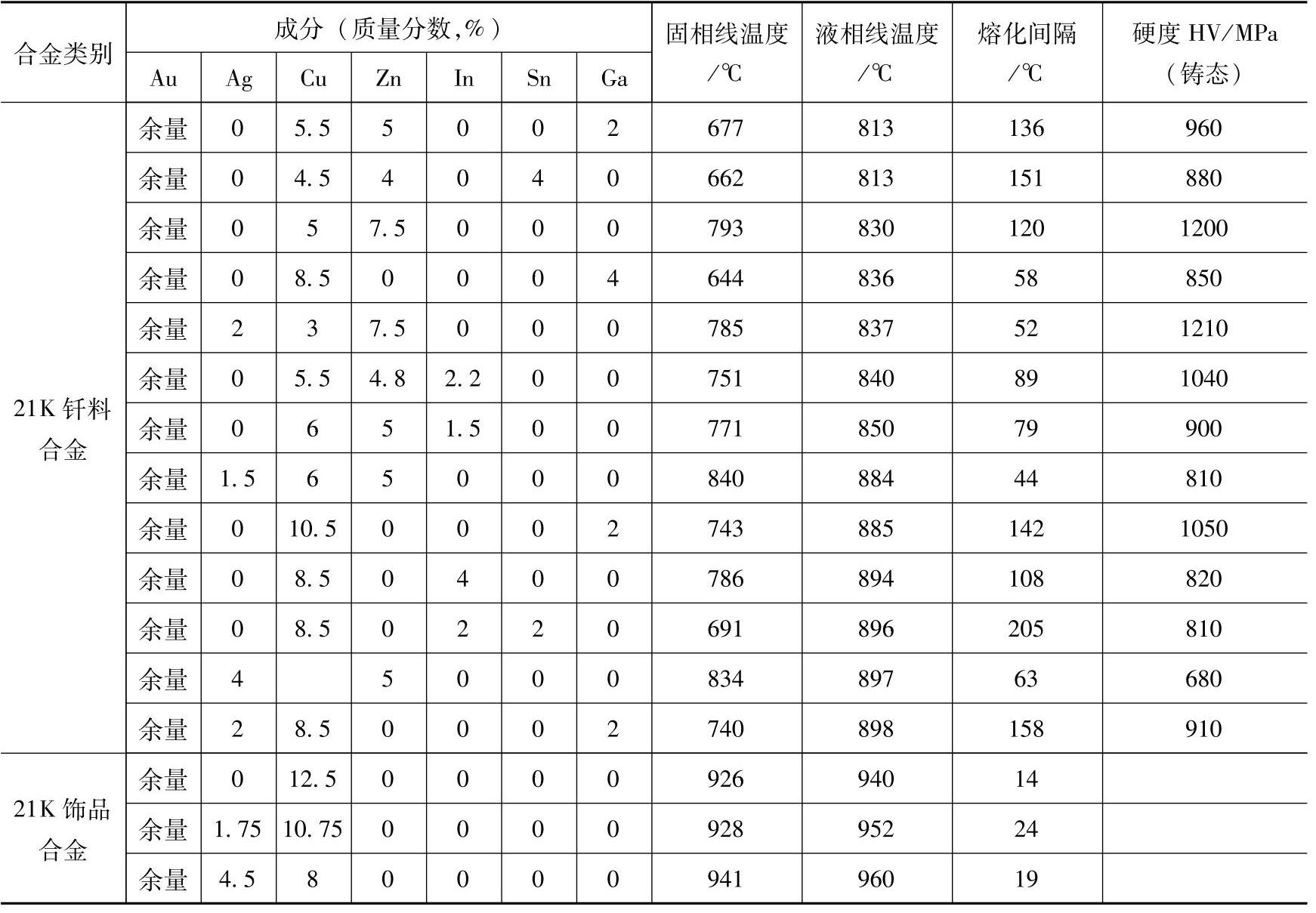
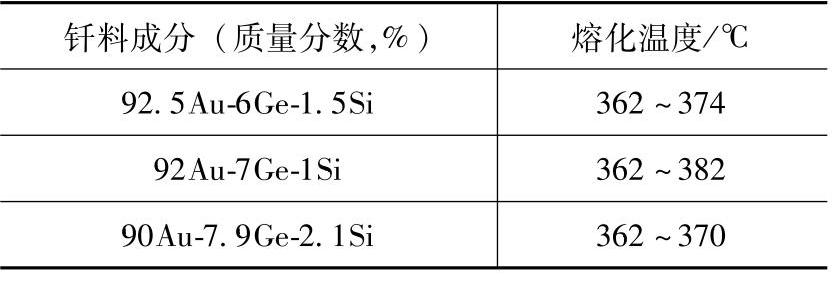
表16-15列出了22K金钎料熔化温度。这是一种低熔点的Au-Ge-Si系软钎料,其金含量位于22K(91.6%)附近。该系钎料较脆,不能用冷加工制成箔材,可用急冷法制成厚度为100μm的箔材。该系钎料适用于氮气保护下炉钎焊。
表16-15 22K金钎料的熔化温度[18] Table 16-15 Melting temperature of 22K gold filler metals[18]
 (https://www.xing528.com)
(https://www.xing528.com)
脆性的箔材或钎焊接头通过热处理可以产生塑性,并且其颜色由淡黄色变为金黄色。处理条件是在N2气氛中于285℃保温30min。图16-10所示为热处理时间对钎料硬度的影响。图16-11所示为金和22K金的接头结构。是用92.5Au-6Ge-1.5Si钎料钎焊的金和18K金合金T形接头,从图可以看出接头饱满而致密。
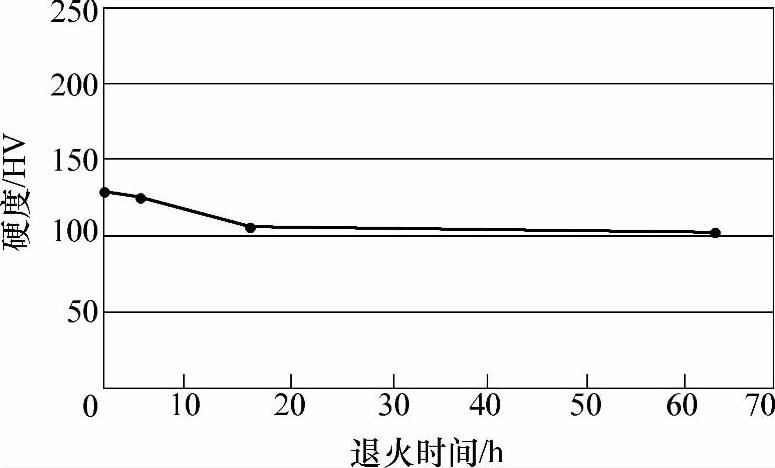
图16-10 热处理时间对钎料硬度的影响[19] Fig.16-10 Effect of heat treatment time on the hardness of Au-Ge-Si(22K,foil)filler metal[19]
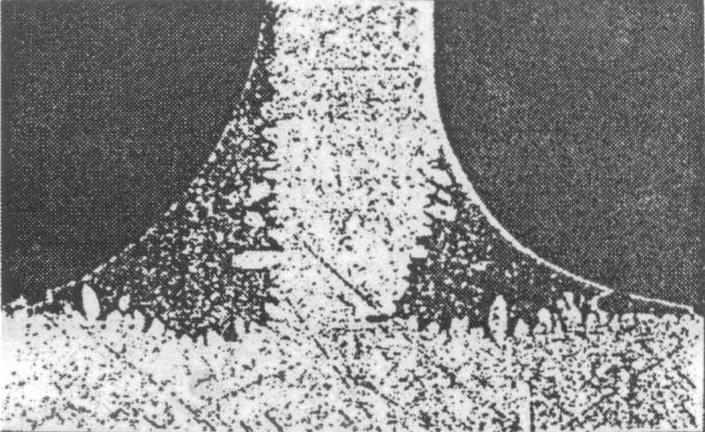
图16-11 金和22K金的接头结构[19] 钎焊条件:425℃×10min N2 气保护 Fig.16-11 Joint structure of pure gold and 22K gold alloy brazed with 92.5Au-6Ge-1.5Si filler metal at 425℃for 10min[19]
对于纯金饰品(24K)的钎焊,传统地采用22K钎料钎焊。随着人们对纯金饰品总体要求的提高[w(Au)≥99.9%],在制造具有多道焊缝的饰品(如绳链)时,即使原料用w(Au)=99.99%的金,使用22K金钎料钎焊也很难达到饰品成色w(Au)≥99.9%的要求。为了适应这类钎焊需求,钎料的w(Au)应达到95%,即950钎料。
表16-16列出了950金钎料的组成及性能。950金钎料是我国已开发出的无Cd钎料系列[20,21]。该系列合金或膏状钎料主要特点是:含金量高、熔化温度范围分布宽,可供不同使用温度选择,钎料颜色与纯金饰品接近或相匹配,适用于纯度为99.95%~99.99%金饰品分级钎焊。
由表16-16内合金粉末、专用钎剂粉末、膏态稳定剂和有机载体组成的950金钎料膏[21],除完全具备950合金钎料的优点外,其本身尚具有膏态稳定(储存期>1年)、使用方便、用料节省、工效高和易于实现钎焊工序半自动化和自动化生产等优点[22]。
表16-16 950金钎料的组成及性能[20] Table 16-16 Compositions and properties of 950 gold filler metals[20]
(续)
16.4.1.3 钎焊方法
金饰品制造除利用相应的K金钎料钎焊外,近些年来,低温扩散钎焊新工艺也在18K~22K金饰品生产中获得应用。图16-12所出为K金饰品的扩散钎焊工艺过程。
采用该工艺连接18K~22K金饰品时,推荐的参数如下:钎焊温度为420~450℃,升温速率为10℃/min,钎焊应在惰性气体内(氩或氮气)或真空炉内(真空度<1MPa,氧含量<1×10-6)进行,也可以选择适当钎剂在大气中进行。被钎面应保持密切接触,并应保持1MPa的压力,加压下的保温时间为1~10min,均匀化热处理温度为400℃,时间为1h±10min;钎料为锡箔或电镀锡层,厚度为4μm±0.5μm,或两个被钎焊面分别镀锡各2μm。图16-13所示为采用此工艺钎焊的18K金合金低温扩散钎焊显微结构。由于此工艺未经高温下钎焊,所以可保持高的硬度。图16-14所示为退火对18K合金硬度的影响。
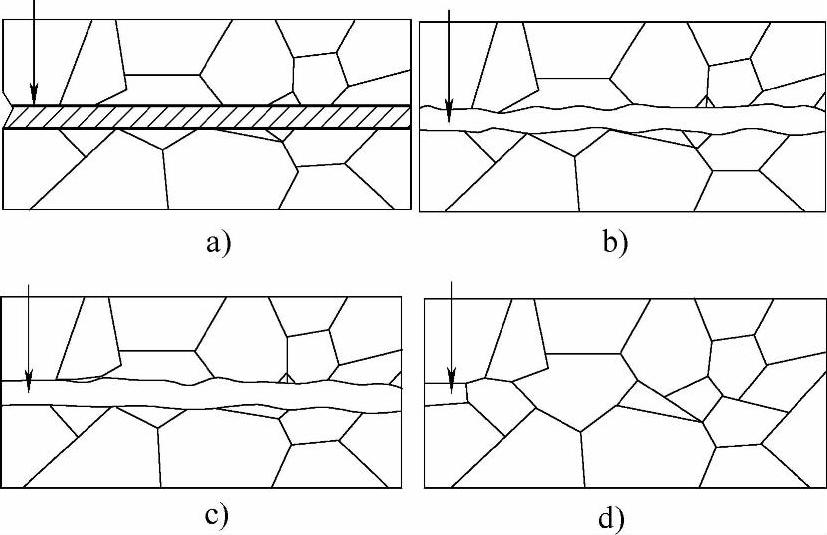
图16-12 K金饰品的扩散钎焊工艺工程[23] a)放入钎料 b)钎料熔化 c)形成非均匀连接 d)接头组织均匀化 Fig.16-12 Diffusion brazing of a K-gold ornament
K金饰品的钎焊广泛地采用火焰钎焊、炉中钎焊,而保护气氛和真空钎焊应用相对较少,硼砂或硼砂加硼酸作为钎剂较普遍。
图16-13 18K金合金低温扩散钎焊显微结构[24] Fig.16-13 Microstructure of a diffusion joint of 18K gold brazed at lower temperature[24]
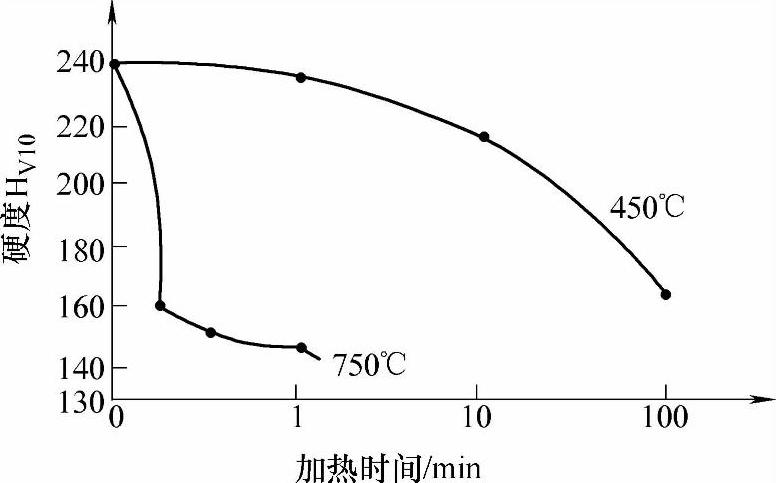
图16-14 退火对18K合金硬度的影响[24] Fig.16-14 Effect of annealing on the hardness of 18K gold[24]
近些年来,K金膏状钎料在K金饰品生产中的应用得到进一步发展。使用膏状钎料的优点除前文已述之外,还可以精确控制钎料定量给料,在形成接头时,钎料合金可有效地被利用,对确保K金饰品的金成色具有特殊意义。
图16-15所出为两种K金钎料膏给料分配器,用压缩空气作动力。图16-16所示为利用18K金钎料膏火焰钎焊18K金项链。图16-17所示为采用K金钎料膏钎焊的部分K金饰品。
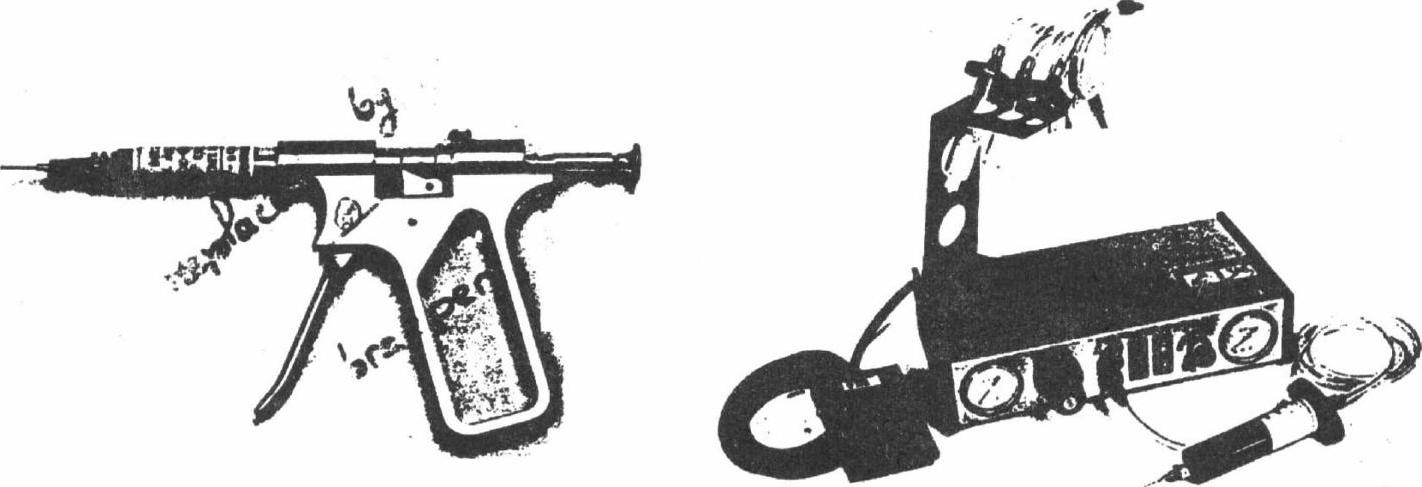
图16-15 两种K金钎料膏给料分配器 Fig.16-15 Two type dosers for K gold paste
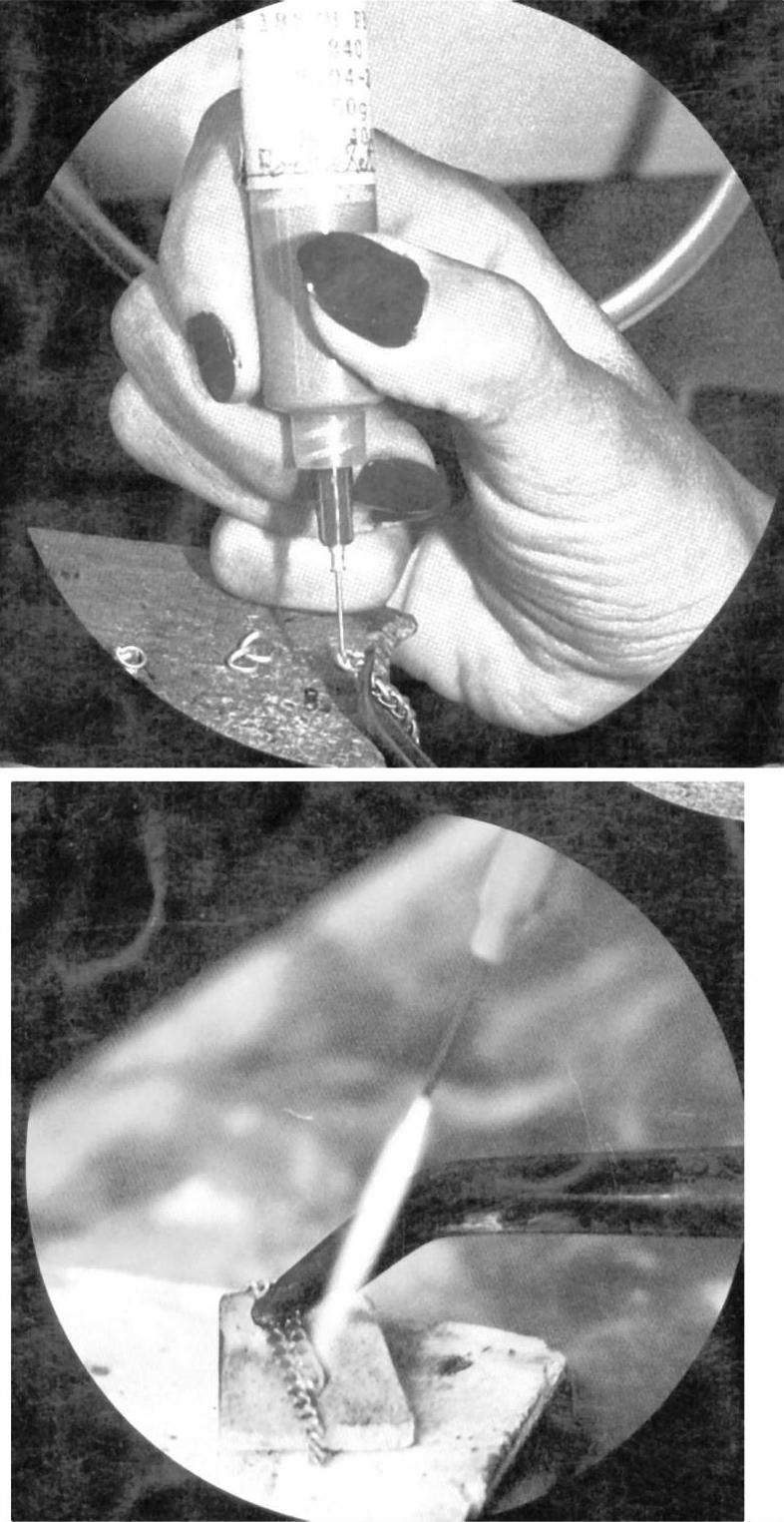
图16-16 利用18K金钎料膏火焰钎焊18K金项链 Fig.16-16 Torch brazing of 18K gold necklace with 18K gold paste
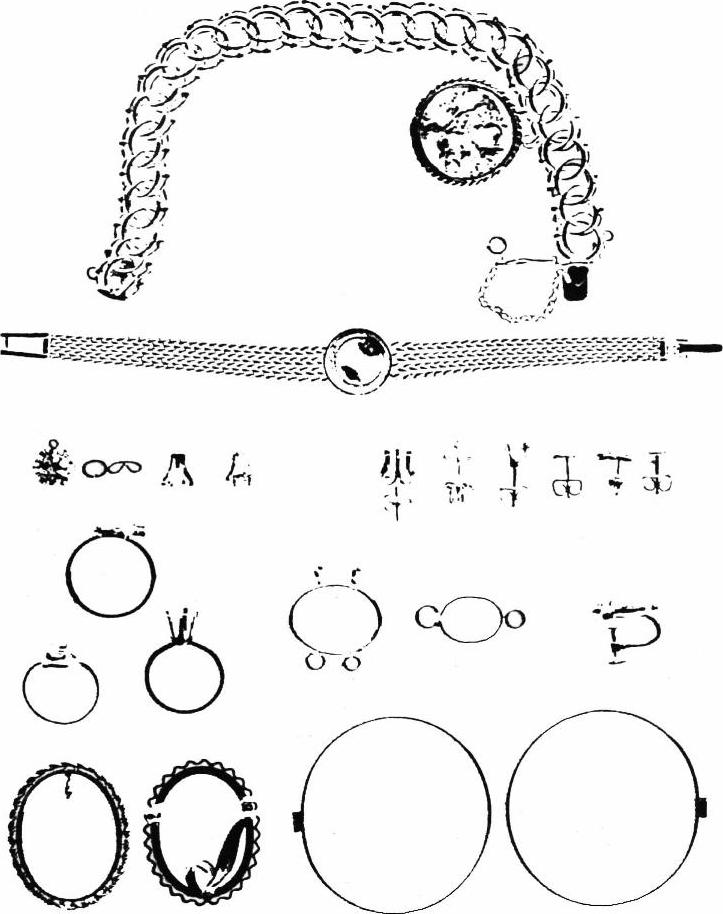
图16-17 采用K金钎料膏钎焊的部分K金饰品 Fig.16-17 Fine K gold ornaments brazed with K gold paste
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。