



粒子加速器是另一种真空电子器件,直线加速器可以看成是一个大的耦合腔行波管,但工作过程和行波管恰恰相反,即高频场将微波能交给被加速的粒子,使粒子动能增加[8]。
医用电子直线加速器是放射治疗恶性肿瘤的重要设备,随着放疗技术朝着更精确化的方向发展,对加速器有了更高的要求,全身放疗、术中放疗及立体定向放疗等使加速器利用率大大提高[9]。
钛窗在术中放射治疗电子加速器中起着束流引出的作用。常用的钛窗大都采用钎焊的方法制作,即采用钎料钎焊钛金属箔与无氧铜窗框以构成真空密封。钛窗可采用软钎焊和硬钎焊两种方法制作。软钎焊方法,即采用锡铅钎料钎焊钛金属箔与无氧铜窗框以构成真空密封。这类钛窗受限于锡铅钎料的低熔点,耐热性较差。为避免在电子束辐照下产生漏气现象,需设计水冷系统以降低钎焊接头的工作温度,这样势必造成钛窗结构的复杂。要消除钛窗软钎焊存在的不足,根本性的解决措施是采用硬钎焊工艺代替软钎焊工艺。下面主要介绍某钛窗硬钎焊工艺过程。
钛窗是指在半圆形窗框结构(见图15-13)的圆弧开口处钎焊了一层钛箔。在钛窗制造过程中,使用的主要材料及规格为:窗框为无氧铜TU1;钛窗为工业纯钛TA2箔材,厚度为0.15mm;钎料为BAg72Cu-V的银铜钎料片,厚度为100μm。
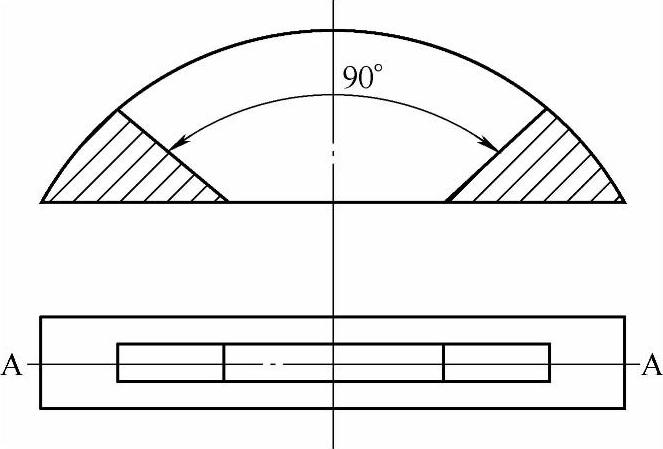
图15-13 钛窗窗框结构图 Fig.15-13 Titanium window frame structure
钎焊模夹具采用1Cr18Ni9Ti不锈钢材料制作而成,并在湿氢气炉中经过高温氧化处理,在钎焊时与无氧铜、钎料不易形成粘连。使用厚度约为0.3mm云母片以防止钛箔和模具产生粘连。按图15-14所示的顺序,将预处理过的无氧铜窗框、BAg72Cu-V钎料片、钛箔和云母片装入专门设计的模夹具中,并均匀压紧。(https://www.xing528.com)
钛窗组件钎焊在真空炉中进行,工艺规范为:室温下系统极限真空度优于5×10-5Pa,钎焊温度为815℃,保温时间为3min。真空钎焊温度-时间曲线如图15-15所示。
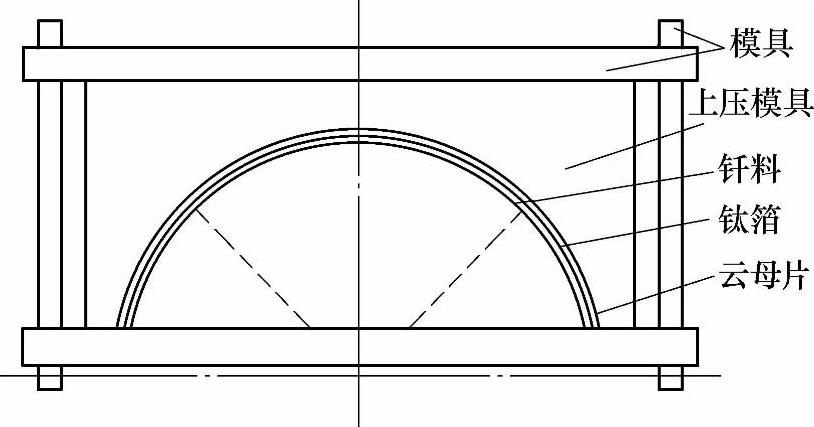
图15-14 钛窗组件钎焊装配图 Fig.15-14 Assembly drawing for titanium window brazing
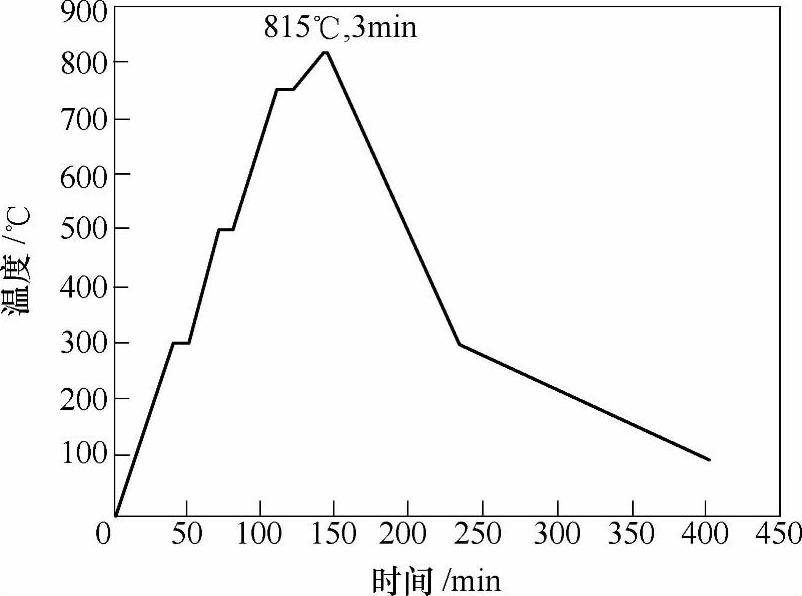
图15-15 真空钎焊温度-时间曲线 Fig.15-15 Vacuum brazing curve(temperatures vs.time)
上述利用硬钎焊工艺制造的钛窗,将通过钎焊方式制成移动机架部件,之后整体安装于可移动卧式术中放射治疗加速器中。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。