



微波器件结构复杂,材料品种多。器件整体由许多组件构成,各组件尺寸精度要求高,散热要求好,微波损耗要求小,器件外壳又要求真空气密等。上述这些要求给器件钎焊带来与其他构件钎焊完全不同的特殊性。
微波器件的组件包括输能装置、慢波系统、谐振系统和调谐机构、电子枪及收集极等。制造上述各组件都要应用钎焊。下面分别按组件简要叙述钎焊技术的应用。
1.输能装置的钎焊
器件输能装置由介质窗和阻抗转换器两部分组成。窗按介质材料不同分为Al2O3瓷窗、BeO瓷窗、玻璃窗、云母窗、宝石窗及BN窗等。窗框金属为4J29、4J31、4J33、NCu42-2-1及TU1等。介质窗组件的钎焊目前主要采用烧结金属粉末法和活性金属钎料法,上述方法在本手册第14章已作过介绍,此处不再重复。
器件实际工作时,器件谐振系统和外波导系统之间阻抗相差大,一般要用阻抗转换器进行匹配。最常用的阻抗转换器有阶梯波导型和同轴型等多种。
阶梯波导输出阻抗转换器如图15-2所示。图中阶梯波导材料为无氧铜,底部加工数条钎料槽,零件清洗后将钎料丝置入槽内,再将其装进矩形波导内腔,用无氧铜销固定。组件在氢炉中钎焊,钎焊温度和保温时间严格控制,勿使钎料漫流在波导内腔表面上,否则器件的高频损耗增大。
2.行波管和返波管用慢波系统的钎焊
行波管和返波管用的慢波系统由管壳、介质夹持杆和螺旋线三部分组成。管壳用蒙乃尔、无磁不锈钢、无氧铜、弥散无氧铜、锆铜、钽或铌等金属制作。介质杆用石英、95%Al2O3瓷、99%Al2O3瓷、宝石、BeO瓷或BN瓷制作。螺旋线采用熔点高、力学强度好的钼或钨丝制作。将上述三个零件可靠而紧密连接的工艺方法有冷弹压法、热挤压法和钎焊三种。为了增加器件的散热能力,在大功率器件中采用的钎焊方法是Mo-Mn法或活性金属钎料法。此外,也用气相沉积法和扩散焊接等完成上述组件的连接。
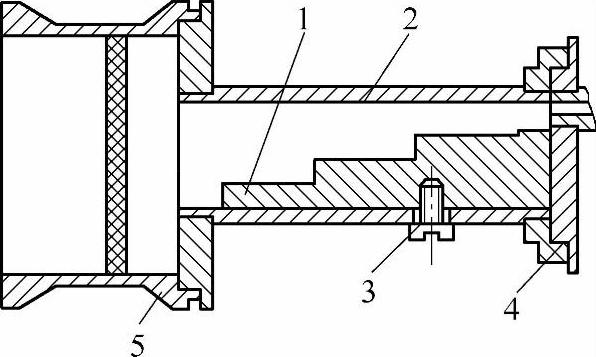
图15-2 阶梯波导输出阻抗转换器[1] Fig.15-2 Stepped waveguide impedance transducer[1]
1—阶梯波导 2—矩形波导 3—无氧铜销钉 4—法兰 5—圆形输出窗
为了满足大功率行波管散热要求,器件采用金属耦合腔型慢波系统。它是由几十个腔片与腔环组成的单腔串联后用钎焊组装而成。腔片兼作极靴,用DT4或DT9工业纯铁(表面镀Cu),腔环用无磁、导热、导电性良好及真空密封性良好的材料制作。最常用材料为无氧铜。
耦合腔型慢波系统整体钎焊工艺流程如图15-3所示。钎焊时,组成腔体的各个金属零件用零件外径对中模装配,钎料丝绑扎在每个腔片缝隙处。用芯杆检查同心度后,入氢炉钎焊,当炉温升至低于钎料熔化温度50℃时,保温数分钟;然后快速升温到钎料熔化温度,保温10s即可降温,保证钎料不从钎缝处外溢和浸流。

图15-3 耦合腔整体钎焊工艺流程[1] Fig.15-3 Procedures for brazing whole coupled cavity[1]
3.速调管谐振系统的钎焊
速调管谐振系统结构复杂、钎缝数量多且位置各异。如采用一次钎焊来全部完成,则对于全部钎缝质量,尤其是对于需要真空气密钎缝的可靠性不易保证;另外,为了便于对谐振腔的频率和其他参数进行测试和调节,使其达到设计指标,往往需要将整个谐振系统分先后次序做多次、多级钎焊。
速调管谐振系统一般由谐振腔、漂移头、调谐机构以及水冷系统组成。下面以某速调管两个谐振腔的钎焊为例,介绍其钎焊过程。
谐振腔钎焊设计为四级钎焊,各级钎焊均在氢气炉中完成。一级钎焊选用金镍钎料(BAu82.5Ni),其余三级钎焊的钎料依次选用金铜钎料(BAu80Cu)、银铜钎料(BAg72Cu-V)和银铜铟钎料(BAg63CuIn-V)。
腔体钎焊步骤为:①首先完成内漂移管(Mo)和外漂移管(TU1)间的钎焊,得到漂移头组件,如图15-4所示,此为一级钎焊;②然后分别完成漂移头组件与无氧铜腔体的钎焊(见图15-5)以及调谐杆不锈钢镀Ni与膜片(Cu/CuNi合金复合材料)间的钎焊(见图15-6),这一级钎焊为二级钎焊;③接下来对二级钎焊得到的两种组件进行装配钎焊(见图15-7),完成三级钎焊;④最后,将调谐钉与三级钎焊得到的组件进行装配和钎焊,得到需要的谐振腔组件(见图15-8),完成四级钎焊。
4.磁控管谐振系统的钎焊
磁控管谐振系统(即阳极)的制造工艺要求是保证尺寸精度,各谐振腔均匀一致和径向对称性好等。
常用带有隔膜带的扇形同轴腔谐振系统用钎焊制作。扇形同轴腔谐振系统由腔体、叶片和隔膜带组装钎焊,其结构示意图如图15-9所示。
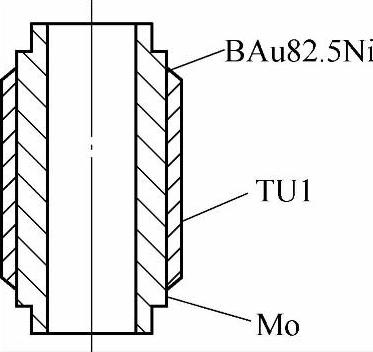
图15-4 漂移头钎焊示意图(一级钎焊) Fig.15-4 Brazing drift tubes(first-stage brazing)(https://www.xing528.com)
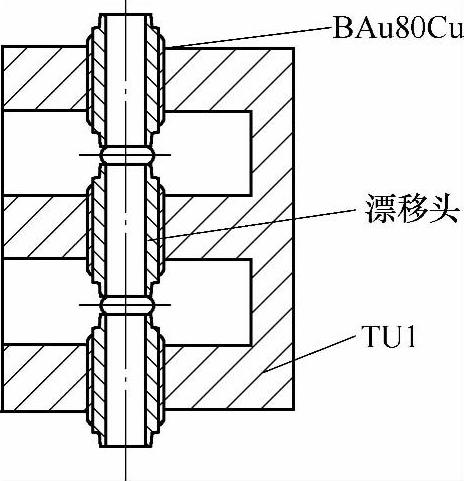
图15-5 漂移头与腔体钎焊示意图(二级钎焊) Fig.15-5 Brazing drift tubes with cavity
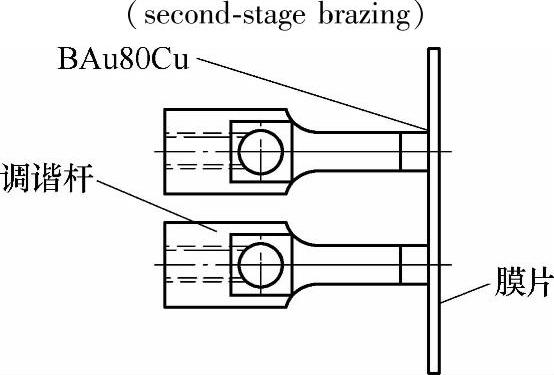
图15-6 调谐杆与膜片钎焊示意图(二级钎焊) Fig.15-6 Brazing tuning rods with chip
图15-7 腔体组件钎焊示意图(三级钎焊) Fig.15-7 Assembly drawing for cavity unit brazing(three-stage brazing)
图15-8 腔体组件钎焊示意图(四级钎焊) Fig.15-8 Assembly drawing of cavity unit brazing(four-stage brazing)
图15-9 扇形同轴腔谐振系统的结构示意图[1] Fig.15-9 Structure schematic of vane-type resonant system
制作方法:将腔体无氧铜按设计要求精车外圆,然后用线切割在腔内壁加工出均匀分布的纵向槽,槽深0.5~1.0mm。槽宽和数量与叶片的宽度和数目相同。加工好的腔体、叶片和隔膜带,清洗后组装钎焊。组装用模具分度精度要求高,并且方便脱模,钎料放置在各个钎接缝隙处。腔体钎焊总装图如图15-10所示。
图15-10 腔体钎焊总装图[1] Fig.15-10 Assembly drawing for cavity brazing[1]
1—下钎焊模 2—腔体 3—上钎焊模 4—定位芯模 5—隔膜带 6—叶片 7—钎料
5.电子枪组件的钎焊
电子枪包括热丝、阴极、聚束极及阳极。各电极的引出方式多用叠片式陶瓷-金属封接结构。常用叠片式电子枪的电极结构图如图15-11所示,钎焊方法参见本手册第14章内容。
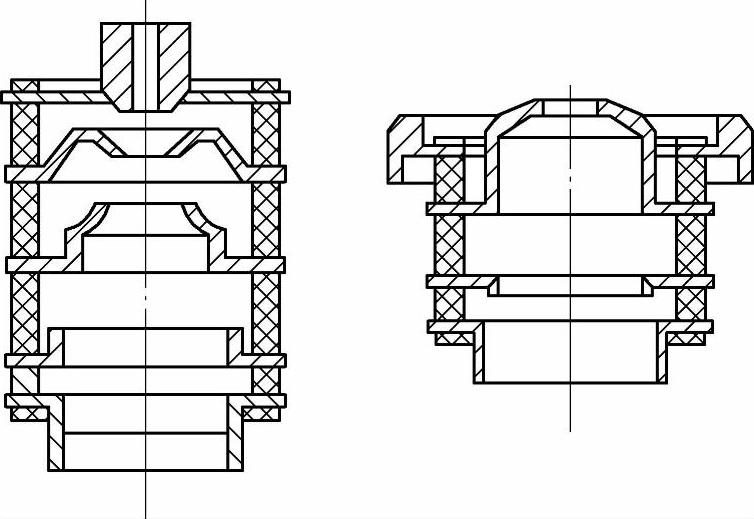
图15-11 叠片式电子枪的电极结构图[1] Fig.15-11 Structure schematic of overlapped layer electrode
6.收集极组件的钎焊
行波管和速调管收集极分金属外壳式和陶瓷-金属外壳式两种。图15-12所示为常用收集极结构图。介质是95%Al2O3陶瓷,外壳为无磁蒙乃尔(NCu40-2-1)、无氧铜(TUI)或无磁不锈钢(1Cr18Ni9Ti)。收集极材料为无氧铜,为了防止电子注轰击烧损电极,在收集极口电子注能量集中部位钎焊Mo收集极头。通常用Au或Cu等高熔点钎料进行钎焊。
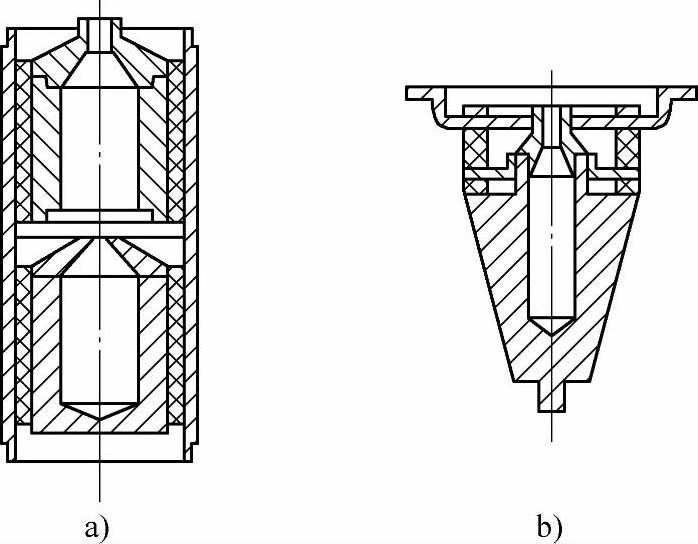
图15-12 常用收集极结构图[1] a)双极降压金属外壳 b)单极降压陶瓷-金属外壳 Fig.15-12 Schematice of collector structures of conventional vacuum electronic devices
收集极瓷封件钎焊工艺参见本手册第14章有关内容。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。