



未经处理的金属零件表面沾有油污和氧化膜,严重影响钎料对金属表面的润湿和流散。因此,金属零件焊前必须经过脱脂和化学清洗。
金属零件经机械加工会产生内应力,使金属晶格发生扭曲,甚至于可能引起晶格破裂。钎焊时,由于钎料的作用可能产生应力腐蚀,造成钎焊接头不致密。所以金属零件焊前通常要经受退火处理,以便消除应力。
器件的钎焊通常都在氢气炉中进行,金属零件表面容易氧化,钎料难以润湿。有的液态钎料对某些金属产生晶界渗透,引起晶界开裂,严重地破坏钎焊接头的致密性。为了改善上述金属的钎焊性能,通常要在其表面上电镀Ni、Cu、Ag或Au。电镀后要求在氢炉或真空炉中进行烧结处理。常用金属电镀层厚度和烧结规范见表15-10。
表15-10 常用金属电镀层厚度及烧结规范[1,3] Table 15-10 Conventional electroplating thicknesses and sintering regimes[1,3]
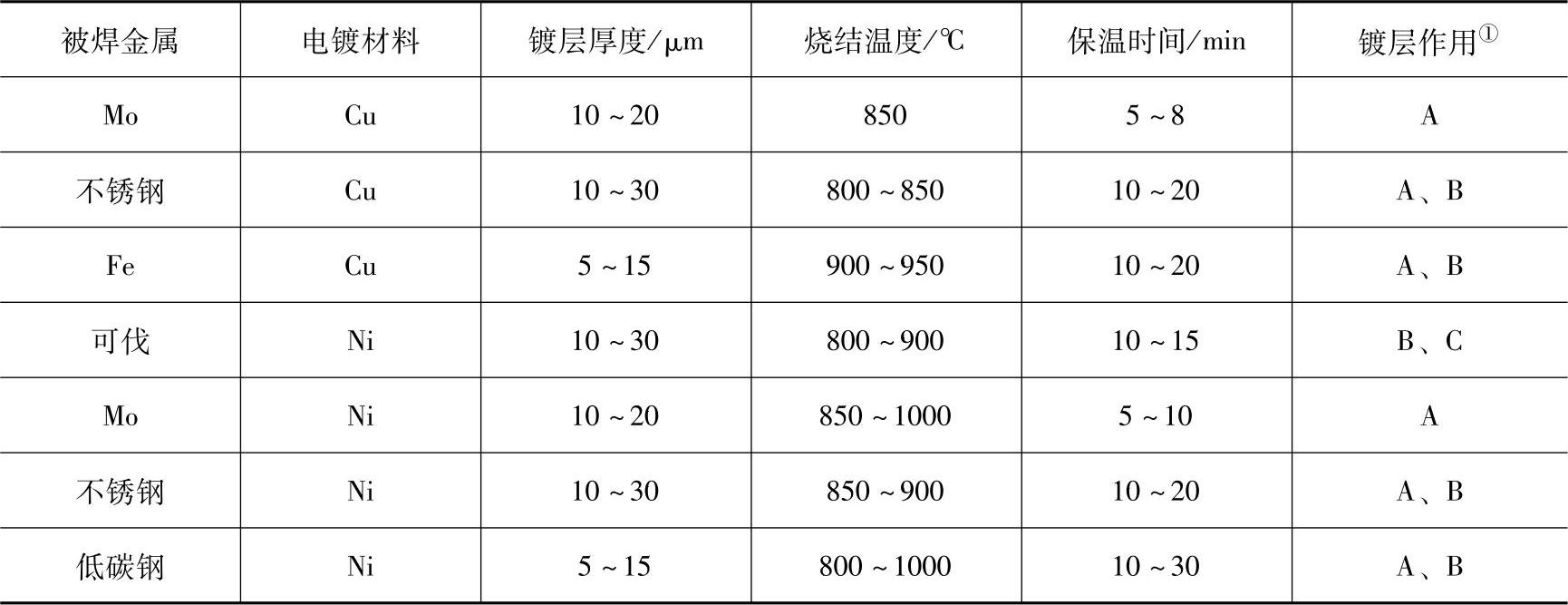
① A改善钎料对基体金属的润湿;B降低保护气体纯度;C保护基体金属,防止钎料沿晶界渗透。
金属零件脱脂的方法,包括有机溶剂脱脂、碱溶液化学脱脂和合成洗涤剂化学脱脂等。有机溶剂只能去除矿物性油脂,而碱溶液与合成洗涤剂则能去除动植物油脂和矿物性油脂。常用的有机溶剂有三氯乙烯、二氯二氟乙烷、三氯三氟乙烷、四氯化碳、汽油及丙酮等。其中,汽油和丙酮联合脱脂应用最为普遍。对于有沟槽和死角的零件,应注意彻底清除沟槽和死角处的油脂,否则,残留的油脂将给后续电镀和钎焊带来很大的麻烦。
常用碱溶液配方中包含NaOH、Na3PO4、Na2CO3和Na2SiO3等。合成洗涤剂市场有商品出售,可选购使用。
经过脱脂后的金属零件,其表面还有氧化膜,这些氧化膜要用化学清洗方法去除。(https://www.xing528.com)
清洗步骤是先将金属零件在酸洗溶液或碱溶液中浸洗;再用自来水冲洗5~10min;然后浸入2%~5%氨水溶液中和;再用自来水冲洗;然后用去离子水浸洗,再用无水乙醇浸泡脱水;最后经80~100℃烘干备用。
真空电子器件用各种金属零件的酸洗溶液配方及工艺规范可参考文献[8]。
真空电子器件的金属零件钎焊前通常还要经过烧H2或真空热处理,目的是清除机械加工后的内应力,进一步净化金属表面。对有电镀层的金属零件,通过烧结热处理可以检验电镀层质量。若电镀层质量差,烧H2后会起泡、脱皮。而烧H2和真空退火还能达到对金属除气的作用。常用金属材料的焊前热处理规范见表15-11。
表15-11 常用金属材料的焊前热处理规范[1] Table 15-11 Prebraze heat treatment regimes of conventional metals[1]
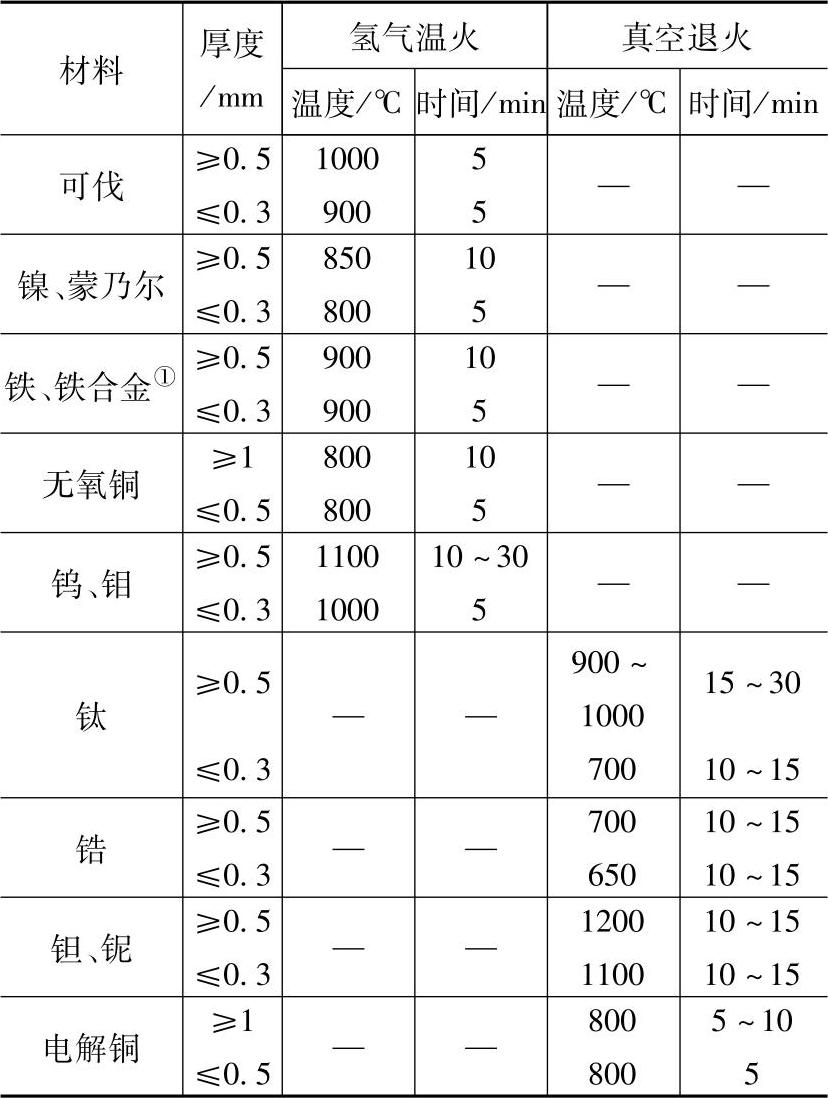
注:真空退火时,真空度应保持≤5×10-3Pa。
① 没有磁性能要求的金属件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。