



由于真空电子器件工作要求长期维持高真空,所以要选用蒸汽压低的钎料。在器件制造过程中,器件要经受长期高温(500℃以上)烘烤排气,由异种材料制成的钎焊接头会产生很大的热应力。因此,要求钎焊接头要有足够的力学强度和释放应力的能力。
器件的钎焊通常在氢气炉或真空炉中进行,不用钎剂。对用于器件中钎料的基本要求是:
1)钎料要求蒸汽压低,不能含Zn、Cd、Bi、Mg、Li等高蒸汽压元素。器件在制造和工作过程中,钎料的蒸汽压不得高于1×10-5Pa。
2)钎料中含O2量不得超过0.001%(质量分数),氧化物含量也要低。因为在H2炉中钎焊时,它们与H2反应生成水蒸气,使熔融的钎料产生飞溅,对器件工作十分不利。
3)钎料必须清洁,否则当钎料熔化时,污物会使钎缝表面变黑,器件工作时会放出大量气体,严重影响器件的正常工作。因此,在钎料进行每道拉丝加工之前,一定要仔细地进行脱脂处理,避免将油脂裹进钎料内部去。
4)钎料的熔点至少要比钎焊金属的熔点低60℃左右,但至少要比器件烘烤温度高100℃左右。对于多级钎焊,相邻两级钎料熔点差应不小于40~50℃。
5)钎料对钎焊金属表面的润湿性、铺展性、填充间隙的能力等都应满足钎焊工艺的要求。
器件常用钎料种类如下:
1)银钎料。此钎料应用最广。它们熔点适宜,导电良好,力学强度和塑性较高,在各种介质中耐蚀性也较好。虽然其蒸汽压较高,但在器件钎焊时仍大量采用。尤其在600~1100℃温度范围内,银钎料为优选钎料。
银钎料主要用于钎焊可伐、钼、镍、铜及其合金、不锈钢等。用银铜钎料钎焊可伐时,可伐表面要求镀镍,以避免钎料中的铜向可伐晶间渗透,造成可伐开裂。
常用的银钎料包括纯银、银铜二元合金钎料(如BAg72Cu-V,BAg50Cu-V),银铜钯、银铜铟和银铜锡等三元合金钎料,以及银铜银锡四元合金钎料[7]。其中,BAg72Cu-V共晶钎料应用最广,是器件制造中的首选钎料。
2)铜基钎料。此类钎料蒸气压低,高温强度好,对多种金属润湿性好,通常用于钎焊钨、钼、镍及其合金、钢铁材料及其合金。常用的铜基钎料包括纯铜、铜锗、铜镍及铜磷合金等。
纯铜钎料必须选用无氧铜,否则难以保证钎缝的气密性要求。
铜锗钎料近年应用较多,它们液、固相线温度适宜、蒸气压较低,价格便宜,可部分取代纯银、金铜及金镍钎料。目前,我国常用CuGe8、CuGe10.5、CuGe12和Cu-Ge-Ni等;国外推荐的有Cu-Ge-Si和Cu-Ge-Ag等三元合金钎料。
铜镍钎料高温强度好,常用有CuNi25、Cu98Ni2及Cu90Ni10等。它们在铜、镍、铁表面上铺展性好,使用也较广泛。
铜磷钎料为自钎剂钎料,可在空气中直接钎焊铜及其合金,并能获得气密钎焊接头,可在多级钎焊中使用。
3)金基钎料。当钎焊接头要求抗氧化、高温热强度好时,常用此类钎料进行钎焊。它们对多种金属都有较好的润湿性和铺展性,常用于钎焊铜、镍、可伐、不锈钢及钼等。由于此类钎料同基体金属很少发生反应(但铜除外),适宜钎焊薄壁零件。
常用金基钎料有纯金、金铜、金镍等二元合金,以及金铜铟、金银铜、金锗铜和金镍铜等三元合金。(https://www.xing528.com)
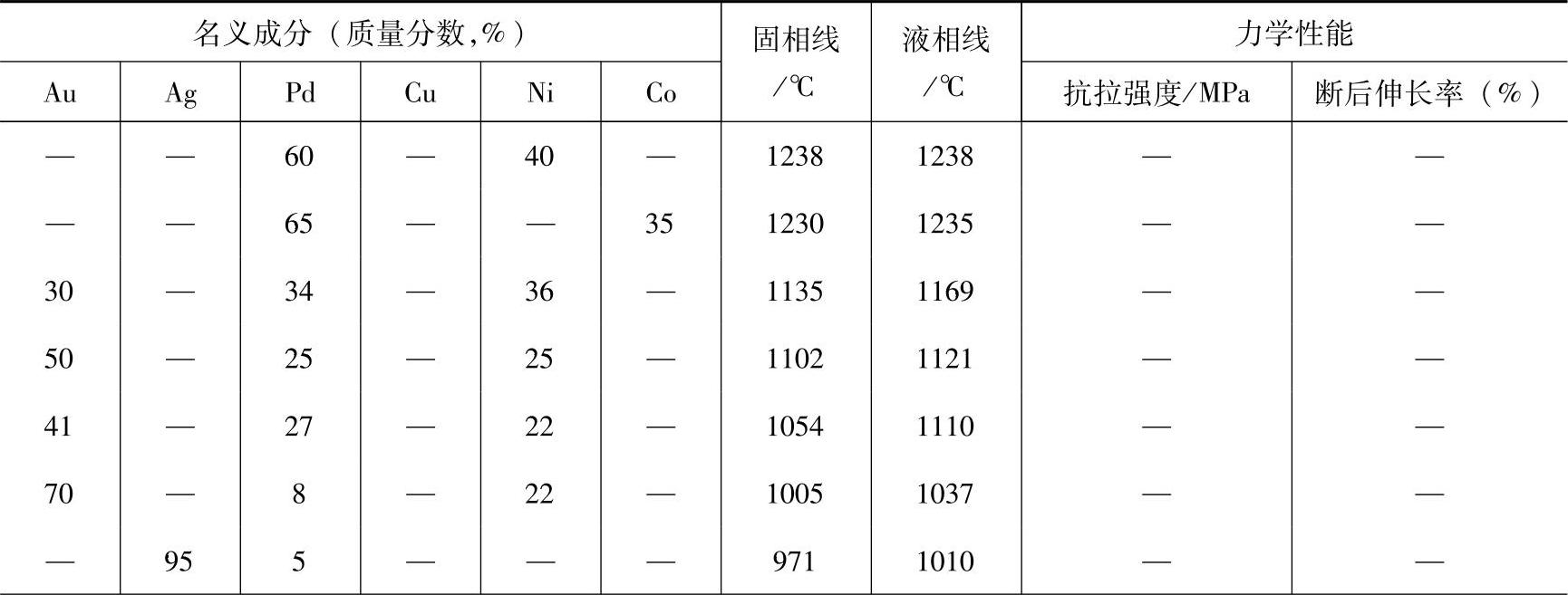
4)钯基钎料。此类钎料在真空电子器件制造中应用前景好,它们具有良好的润湿性能,对不锈钢、耐热钢、镍合金、钨和钼等多种金属的润湿性和铺展性都比较好。
不含银的钯基钎料蒸汽压低,对基本金属腐蚀性也小,填缝能力强,钎料本身塑性良好,可以加工成细丝和薄片;同时可制成不同液、固相线温度的钎料系列,用于进行多级钎焊。
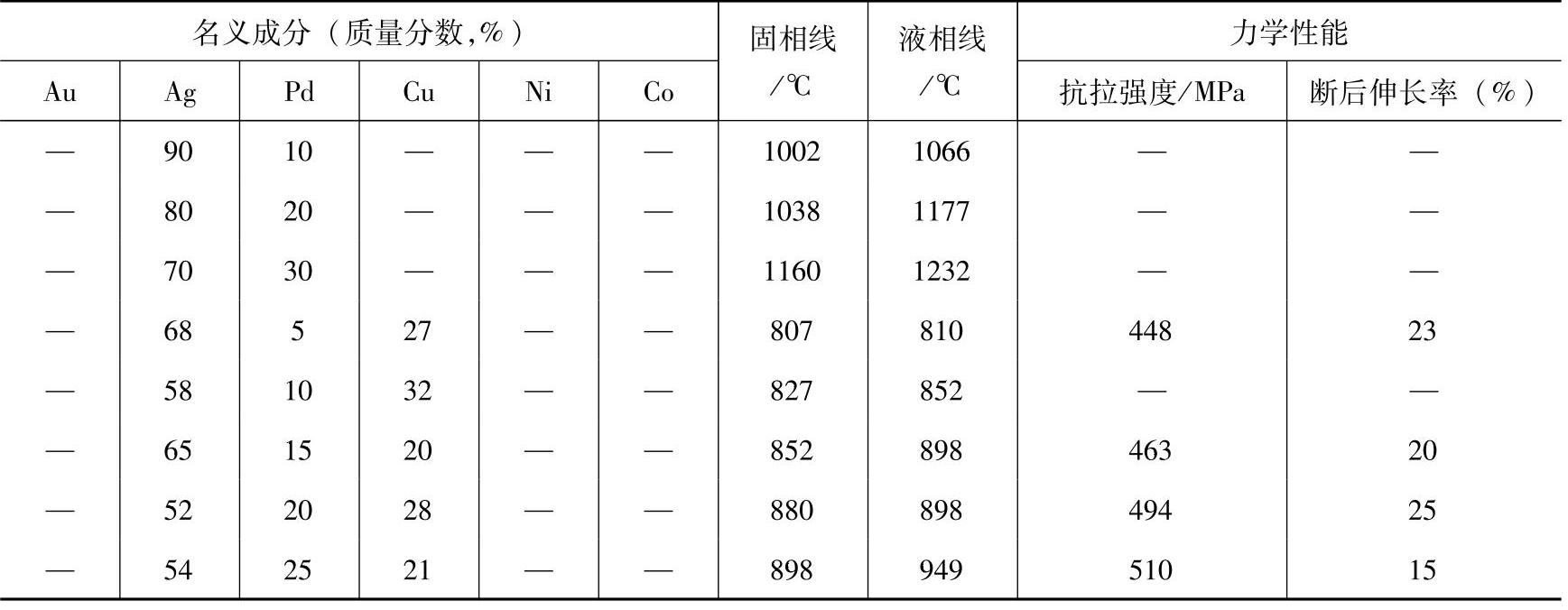
常用钯基钎料的成分与性能见表15-7。
表15-7 常用钯基钎料的成分与性能[1] Table 15-7 Compositions and properties of conventional Pd-base filler metals[1]
(续)
5)钴基钎料和钼基钎料。这两类钎料的共同特点是液、固相线温度很高,在真空电子器件制造中可用于热阴极(主要为覆膜浸渍钡钨阴极)与支持钼筒间的连接。除用于连接外,钼基钎料还可用于对阴极多孔钨基体的表面孔隙进行密封处理。常用的钴基钎料如25W-75Co,钎焊温度为1500℃;常用的钼基钎料为57Mo-43Ru,钎焊温度为1950~2000℃。
6)其他钎料。在真空电子器件制造中应用的钎料主要还包括活性钎料,它们在本手册第14章中已作过介绍,此处不再赘述。
表15-8、表15-9分别列出了真空电子器件钎焊用优选钎料和国外真空电子器件常用钎料,以供参考。
表15-8 真空电子器件钎焊用优选钎料[1,7] Table 15-8 Selected filler metals for brazing in vacuum electronic devices[1,7]
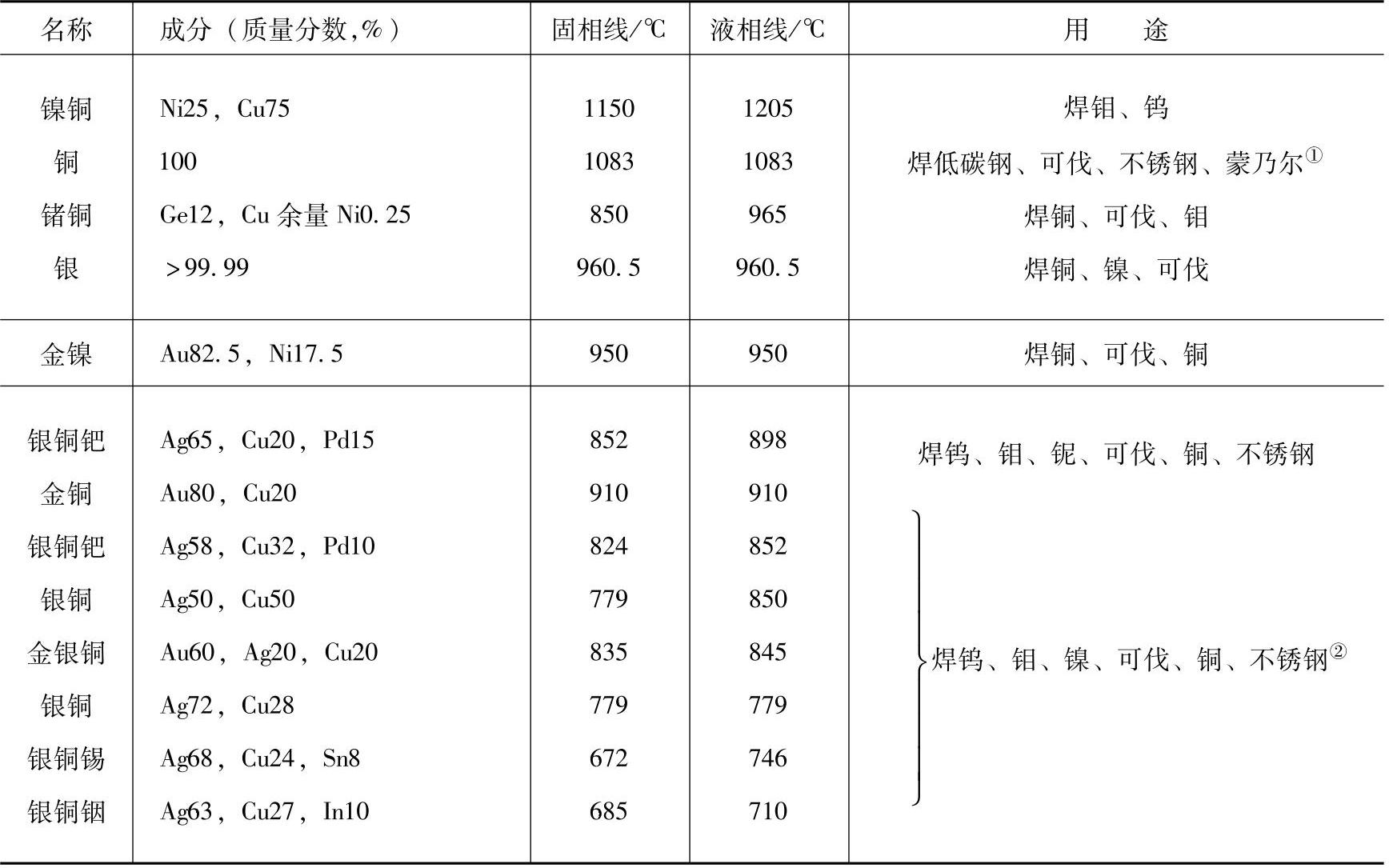
① 表中所列各种钎料都可钎焊蒙乃尔合金。
② 用Au-Cu钎料钎焊不锈钢时要电镀Cu或Ni。
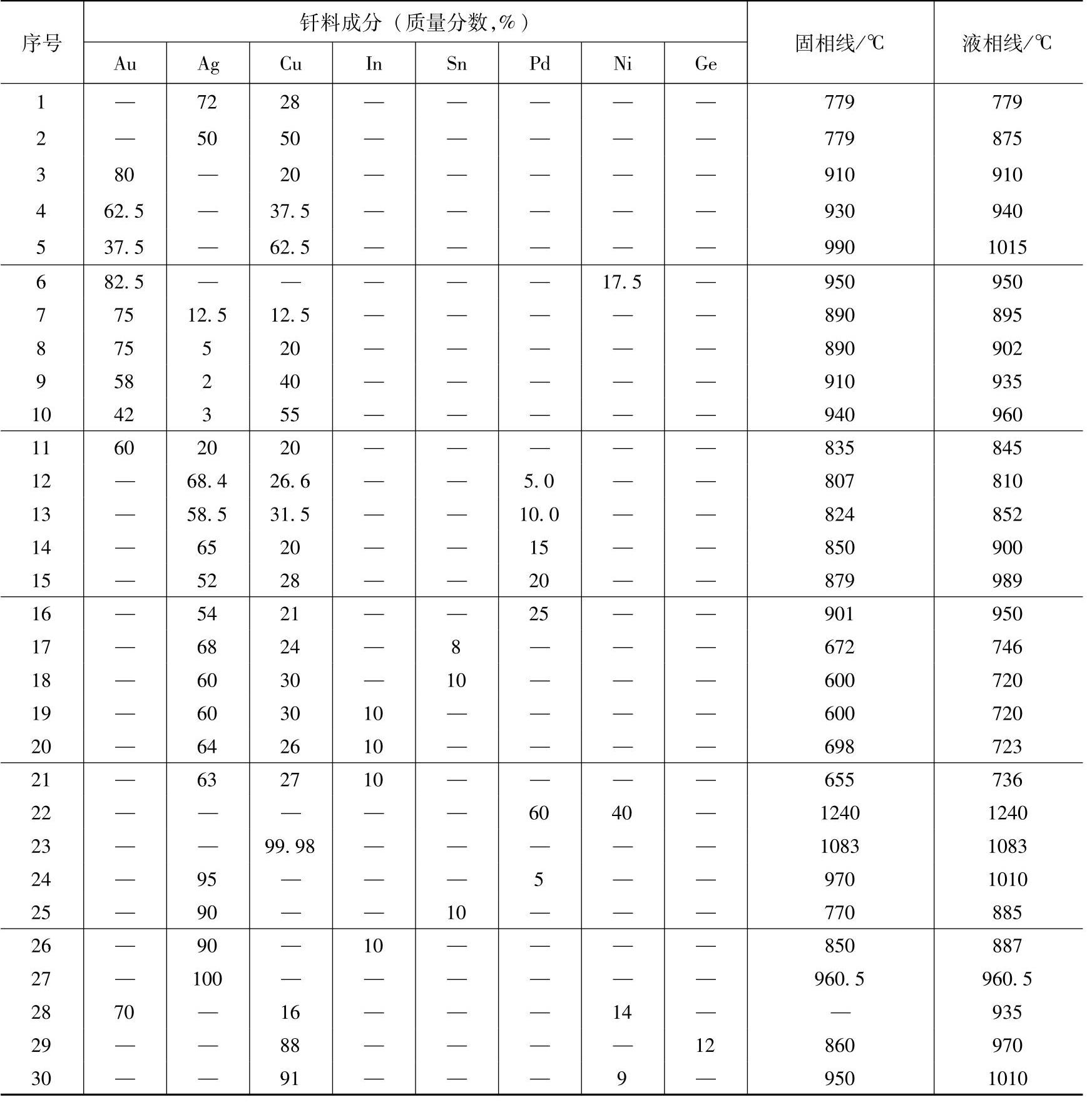
表15-9 国外真空电子器件常用钎料[1,6] Table 15-9 Conventional filler metals for vacuum electronic devices abroad[1,6]
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。