



陶瓷材料主要有离子键和共价键,表现出非常稳定的电子配位。要使陶瓷表面被金属键的金属钎料润湿,在钎料和陶瓷之间必须要有化学反应发生。这是因为通过反应可以使陶瓷表面分解形成新相,产生化学吸附机制,进而才能形成强的界面结合。
过渡金属如Ti、Zr、Hf、Nb、Ta等,通过化学反应可以在陶瓷表面产生分解,形成反应层。反应层主要由金属与陶瓷的复合物组成,这些产物大部分情况下表现出与金属相同的结构,因此可以被熔化的金属润湿。
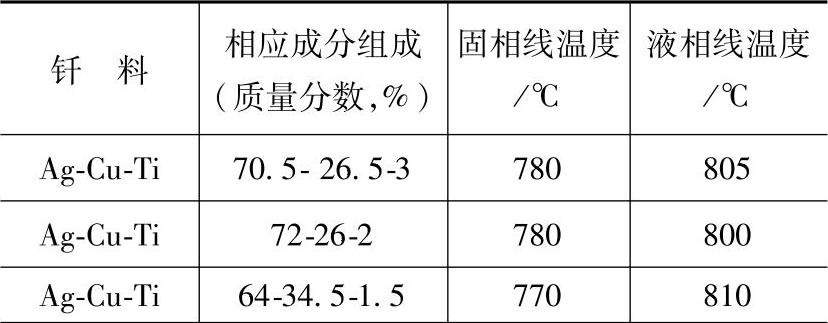
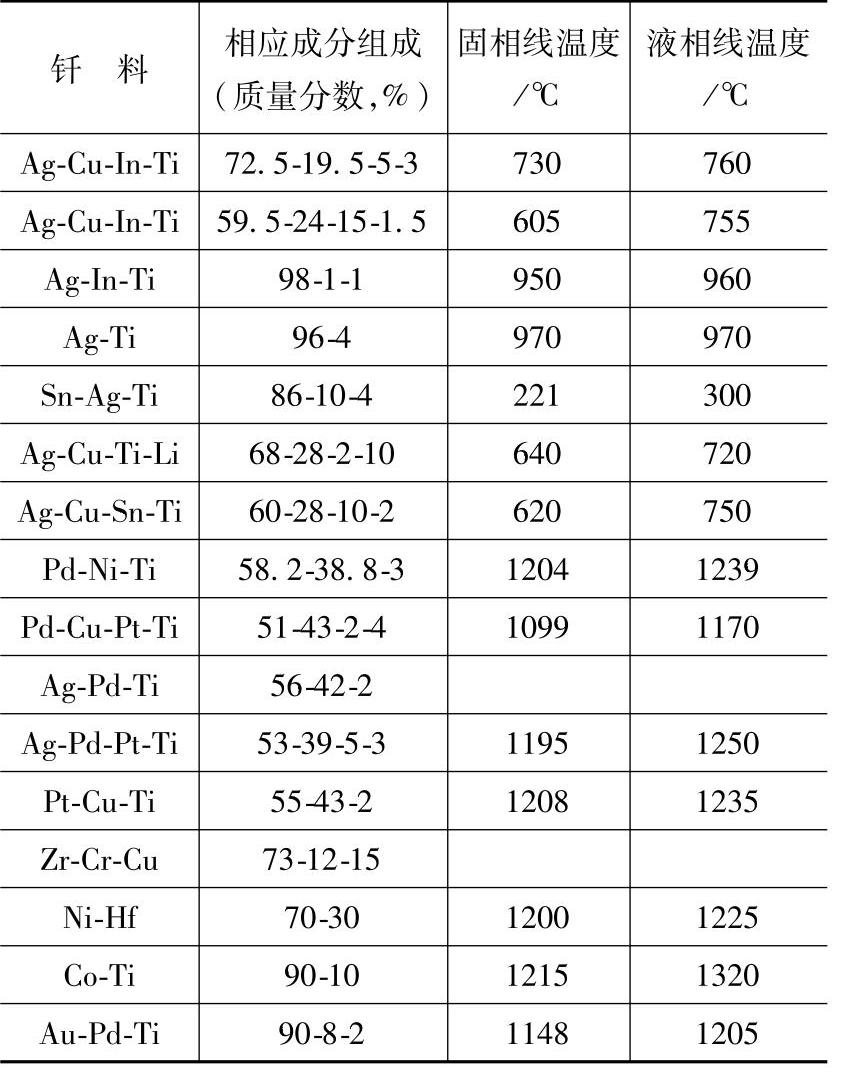
活性钎料中,常以Ti作为活性元素。在国外的商品化钎料中,如Ag、Cu或Ag-Cu共晶中,含Ti量在1%~5%(质量分数)之间。有些钎料中还含有In,以改善流动性和提高活性元素的活度。除Ag、Cu钎料外,还有一些以Sn或Pb为基的活性钎料,它们的熔点在300℃以下。Ag、Cu钎料钎焊的陶瓷与金属接头工作温度一般不超过400℃,而以Pt、Pd、Ni、Co、Au等高温和贵金属为基的活性钎料钎焊的接头则可胜任800℃左右的工作温度。几种常用的活性钎料的成分及其熔化温度见表14-10。
表14-10 几种常用的活性钎料的成分及其熔化温度[12,13] Table 14-10 Compositions and melting temperatures of conventional active filler metals[12,13]
(续)
用活性钎料钎焊时,活性元素的保护是非常重要的一个方面。这些元素极易被氧化,被氧化后就不能再与陶瓷发生反应,因此用活性钎料钎焊一般都在真空或纯度很高的保护气体中进行。钎焊温度下真空度一般应保证优于10-2Pa。
最灵活方便的钎料使用方法是用50~200μm的箔状钎料。箔状钎料的优点包括:形状、尺寸容易与接头配合;与粉状钎料相比使用简单;真空中钎焊时,活性元素被事先氧化的可能性小,从而使得活性元素均匀地分布在基体中,可以很好地被保护。
影响陶瓷与金属钎焊接头强度的因素有很多。陶瓷与金属材料(或中间层金属材料)的种类与性能、钎料合金系统、钎料量以及活性元素的种类与含量、钎焊环境、钎焊面表面状态、钎焊温度以及保温时间、接头的尺寸等,均会影响接头的性能。断裂韧度较高的陶瓷,接头的抗拉强度相对较高(见图14-1)[14]。中间层金属材料及其厚度对陶瓷与金属接头的强度影响作用显著,较软的、易屈服的中间层金属材料有利于缓解陶瓷与金属因线胀系数不匹配而在接头中产生的应力,从而有利于接头强度的提高(见图14-2);而且中间层厚度达到一定尺寸后其效果才能体现。钎料中活性元素的含量通过影响界面反应及钎缝组织与性能,而影响陶瓷与金属的接头强度(见图14-3)。钎焊温度和保温时间对陶瓷与金属钎焊接头强度的影响均存在一个合适的范围(见图14-4):过高的温度和过长的保温时间、过低的温度和过短的保温时间均不利于高强度接头的形成。大尺寸接头的强度一般低于小尺寸接头的强度(见图14-5)[15]。
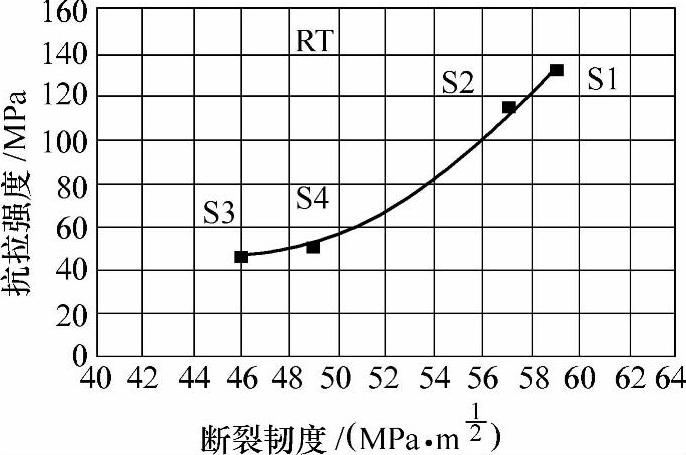
图14-1 陶瓷材料断裂韧度对陶瓷与金属抗拉强度的影响[14] Fig.14-1 Effect of ceramic fracture toughness on joint tensile strength of ceramic/metal[14]
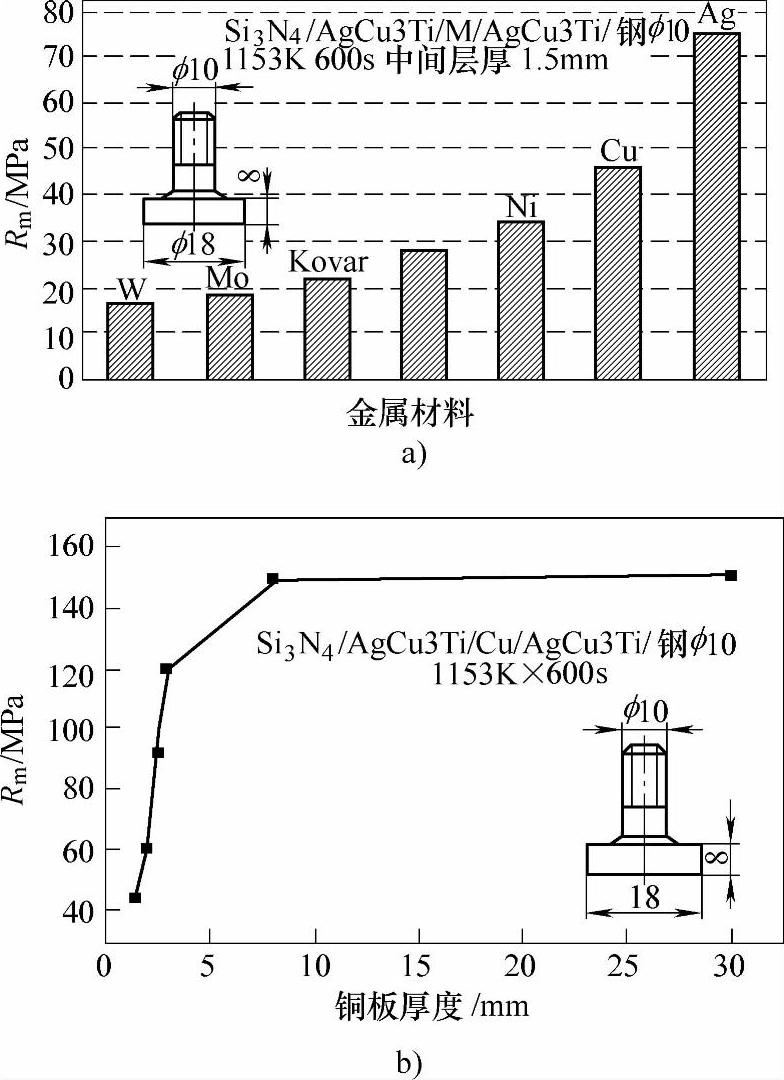
图14-2 中间层材料及厚度对陶瓷与钢接头抗拉强度的影响[15] a)中间层材料的影响 b)中间层厚度的影响 Fig.14-2 Effect of different interlayers a)and its thickness b)on the tensile strength of ceramics/steel joint[15]
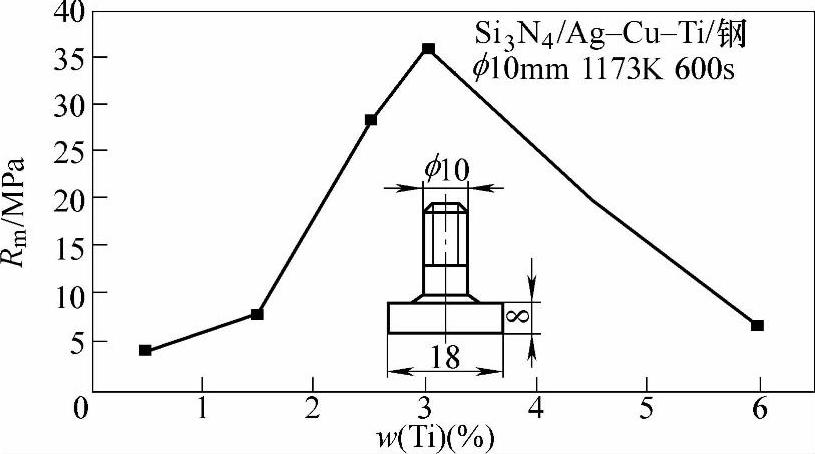
图14-3 AgCuTi钎料中的含钛量对接头强度的影响[15] Fig.14-3 Effect of Ti content in AgCuTi filler metal on the tensile strength of joint[15]
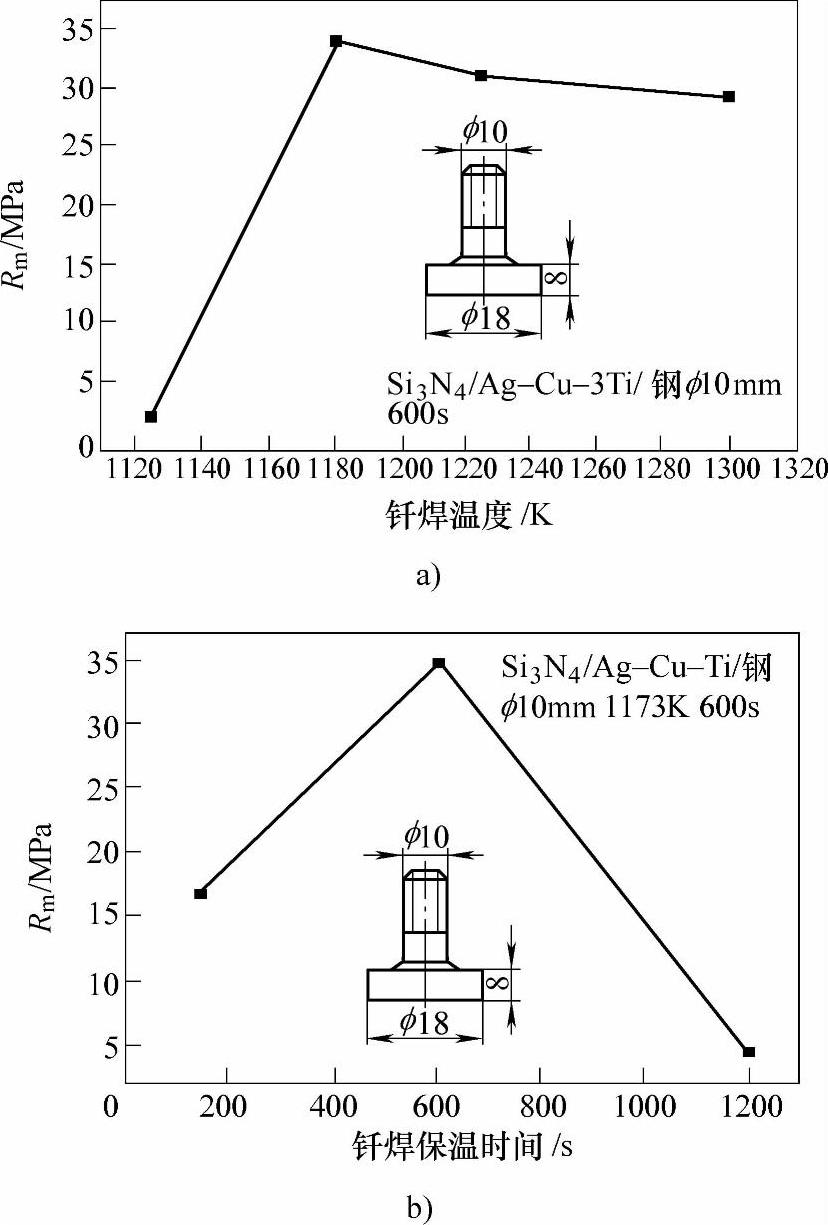
图14-4 钎焊温度与保温时间对陶瓷与金属钎焊接头强度的影响[15] a)钎焊温度的影响 b)钎焊保温时间的影响 Fig.14-4 Effect of brazing temperature a)and holding time b)on the joint tensile strength[15](https://www.xing528.com)
钎焊温度(一般在钎料的液相线温度以上50~100℃)与保温时间都显著影响接头质量。钎焊陶瓷与金属时,钎焊温度一般为800~1100℃,即使是低熔点的Sn基钎料或Pb基钎料,由于需要足够的热力学活性,也要在这么高的温度下钎焊。
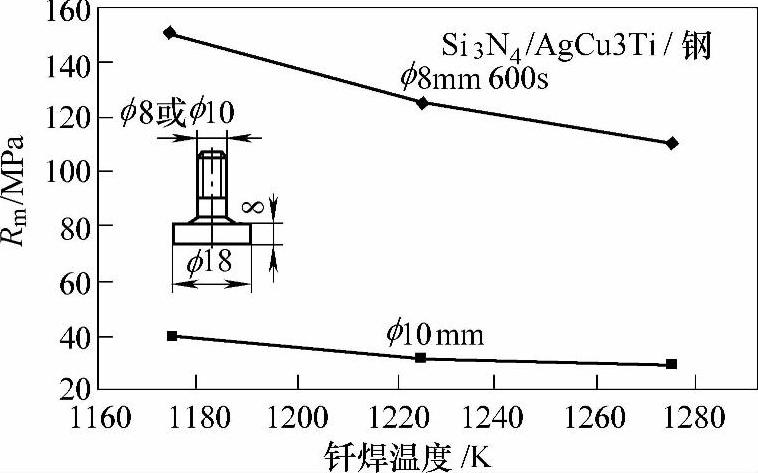
图14-5 接头尺寸对接头强度的影响[15] Fig.14-5 Effect of joint size on the tensile strength of ceramics/metal joint[15]
目前应用较多的陶瓷有ZrO2、Al2O3、Si3N4、SiC以及AlN,市售的Ag基、Cu基、Ag-Cu基活性钎料均可以很好地润湿和连接这些陶瓷。
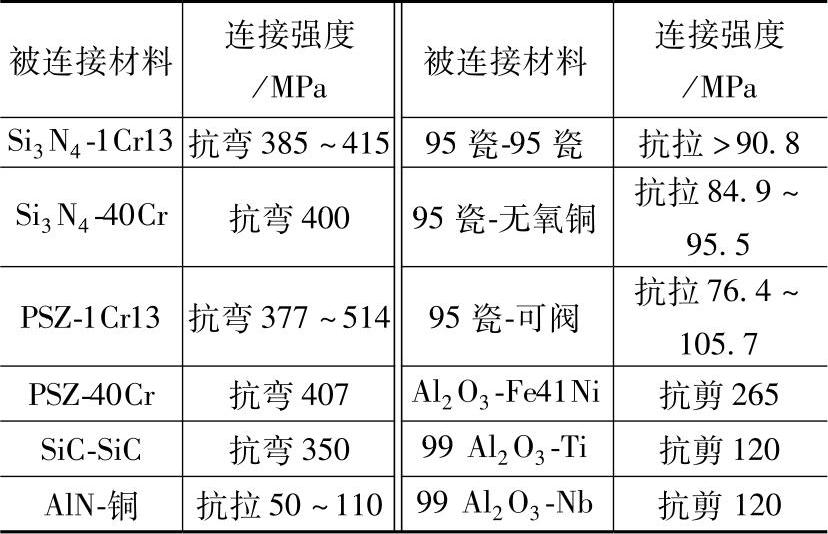
用不同的活性钎料钎焊的各种陶瓷接头的四点平均抗弯强度见表14-11,而用Ag-Cu-Ti钎料钎焊的各种陶瓷与陶瓷或陶瓷与金属接头的强度见表14-12。
表14-11 不同钎料钎焊的各种陶瓷接头的四点平均抗弯强度[3] Table 14-11 Bend strength(4-point)of joints brazed with various filler metals[3]
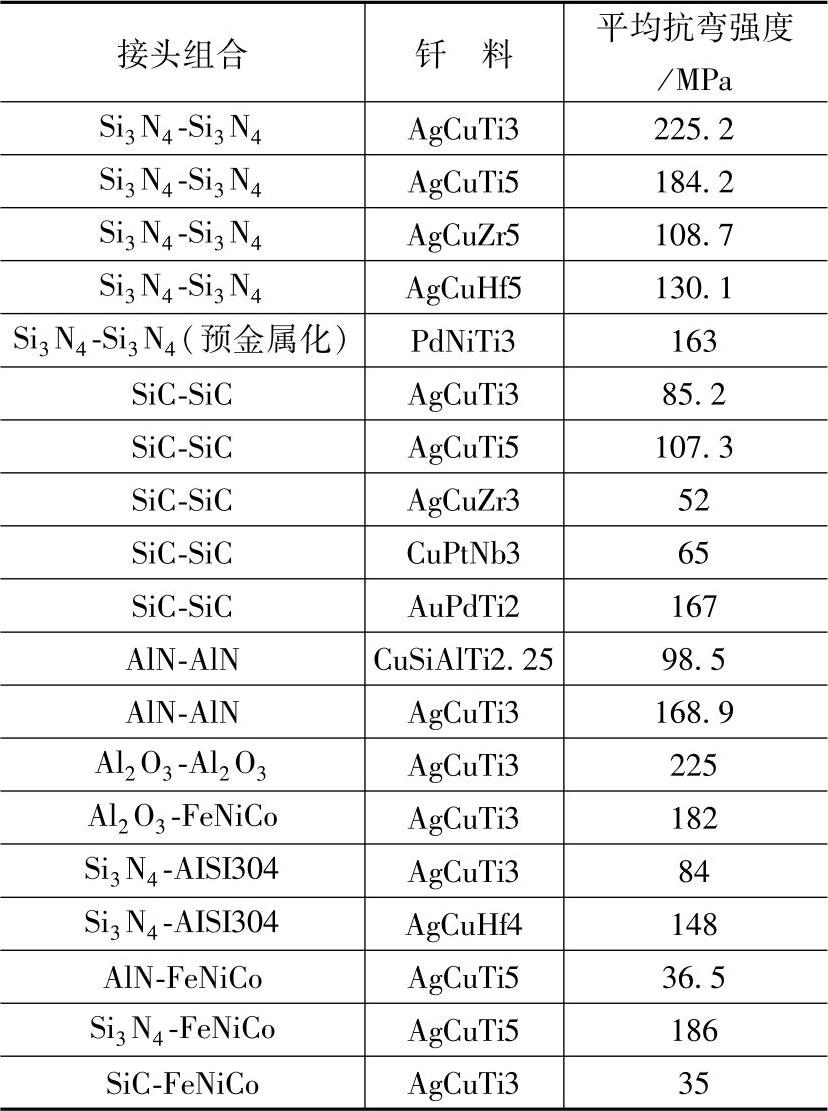
表14-12 Ag-Cu-Ti钎料钎焊各种陶瓷与陶瓷 或陶瓷与金属接头的强度[3,16] Table 14-12 Strength of joints brazed with AgCuTi filler metal[3,16]
2.氧化物钎料直接钎焊[8]
氧化物钎料直接钎焊是利用氧化物钎料熔化后形成玻璃相向陶瓷渗透并润湿金属表面而完成连接的方法。氧化物钎料分高温(软化温度1200~2000℃)、低温(软化温度300~400℃以下)两大类。陶瓷与金属连接常用高温类钎料,这类钎料的主成分是Al2O3、CaO和BaO,为了改善性能常添加MgO、SrO、B2O3、Y2O3和ZrO2等。改变组成可以得到各种熔点、线胀系数和析晶温度各异的钎料,进而可用不同温度连接各种陶瓷与金属。典型的氧化物钎料配方见表14-13。
用CaO-Al2O3-MgO-SiO2系晶型高熔点钎料连接的接头,耐热温度可达1300℃以上,钎焊温度
表14-13 典型的氧化物钎料配方Table 14-13 Typical compositions of oxide filler materials
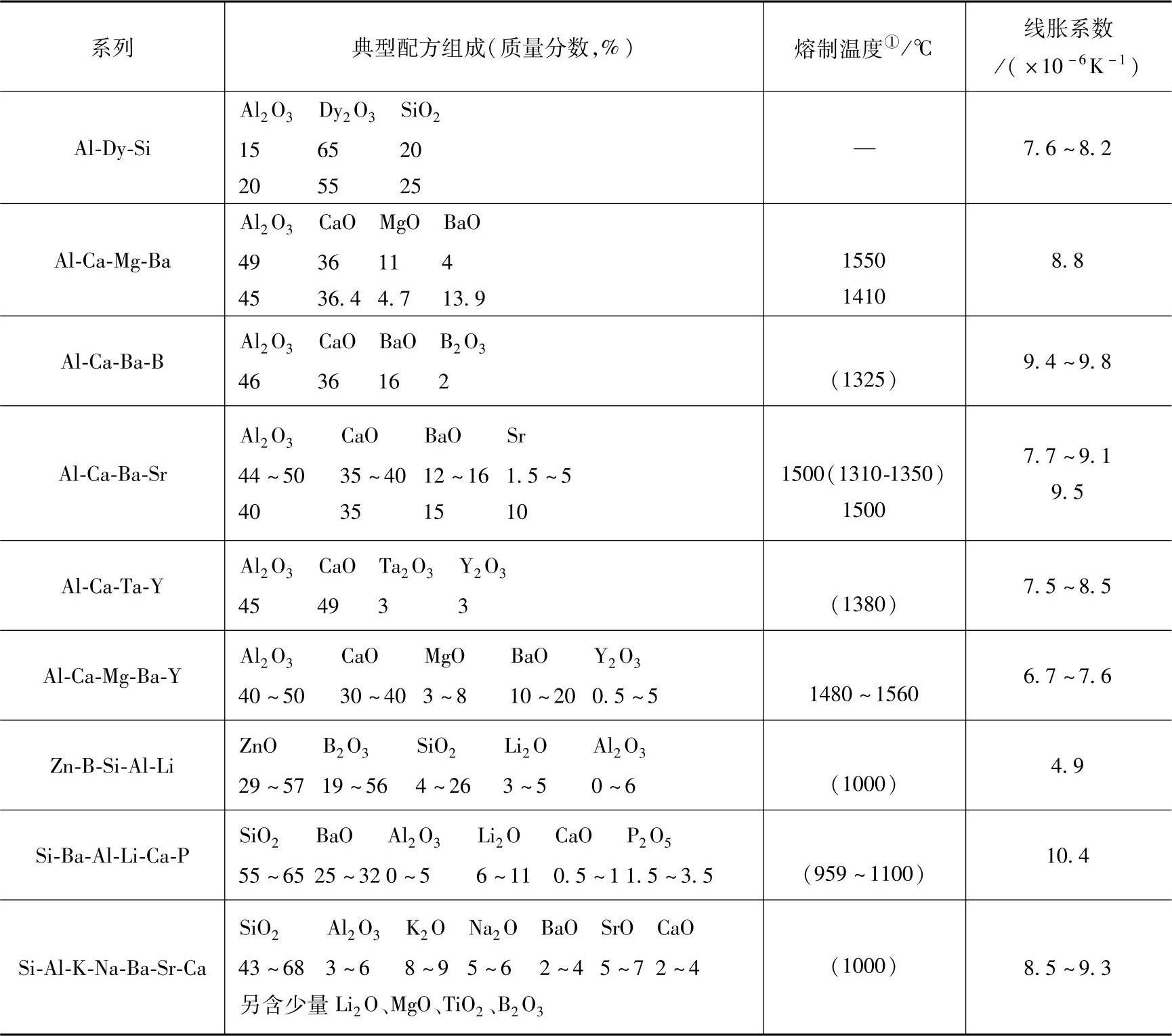
注:()内数据为钎焊温度。
高达1500~1600℃。用此方法连接高压钠灯的透明氧化铝瓷管与金属铌时,在氧化铝和钎料界面上的Al2O3向熔融钎料中偏析形成过渡层;在铌和钎料的界面上,铌表面被气氛中的氧、溶解在钎料中的氧和钎料成分中的氧所氧化,生成氧化铌,在钎料中偏析形成过渡层。由于这两个过渡层的存在,使线胀系数差异引起的应力得到分散,获得良好的连接效果。
氧化物钎料钎焊法也广泛用于非氧化物陶瓷的连接。在Si3N4陶瓷与金属或Si3N4陶瓷的相互连接时,主要用ZrO2-CaO、Al2O3-SiO2、Al2O3- Fe2O3、Al2O3-MgO及Al2O3-Y2O3-MgO等钎料进行钎焊,均能获得优良的连接效果。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。