



为了保证材料性能不受破坏,只能在较低温度下进行GaAs芯片的钎焊,但要求有足够的强度、良好的散热性和较低的欧姆接触电阻。
GaAs芯片的钎焊方法主要有软钎焊法和共晶钎焊法两种,工业生产中需根据器件材料、结构、引线组装、表面金属化结构及可靠性等综合考虑确定钎焊方法。
1.软钎焊法
此法使用软钎料合金直接钎焊。为防止氧化,一般采用包金钎料球或钎料片,将钎料放置在表面金属化(或合金化)的芯片和电镀过的管座之间进行钎焊。
为了提高芯片的钎焊质量和速度,不仅需要合适的温度、压力和时间,在钎料完全熔化后还要施加一定的揉动。常用的揉动方法有两种:一种是芯片对管座做相应的平移;另一种是由超声振动产生摩擦。但应避免在钎料半凝固状态下揉动接头。
为避免划伤芯片,焊头端部是真空吸嘴(俗称气镊子或真空镊子),钎焊时用真空吸嘴将芯片吸起,放置到目标位置。图13-3所示为真空吸嘴的形状。
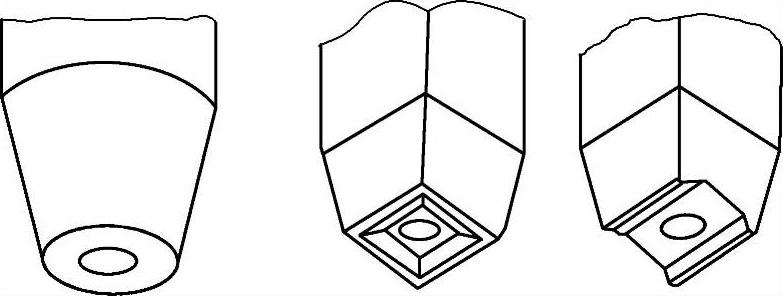
图13-3 真空吸嘴的形状 Fig.13-3 Forms of vacuum nozzle for picking up chips
主要的软钎焊方法见表13-5。随着封装密度的提高,利用传统的气相再流焊、热风再流焊及红外再流焊等方法焊接这类细间距元器件时,极易发生相邻引线焊点的桥连[10]。激光软钎焊技术以其特有的热源性质,可在很大程度上缓解或有助于解决上述问题,正成为半导体器件软钎焊的研究热点方向。
各种软钎料的特性见表13-6。出于环保原因,含铅、含镉的钎料已被大多数工业国家禁用。常用的无铅软钎料有Sn-Ag、Sn-Cu、Sn-Ag-Cu、Sn-Bi、Sn-Zn等系列。
表13-5 软钎焊方法Table 13-5 Soldering process
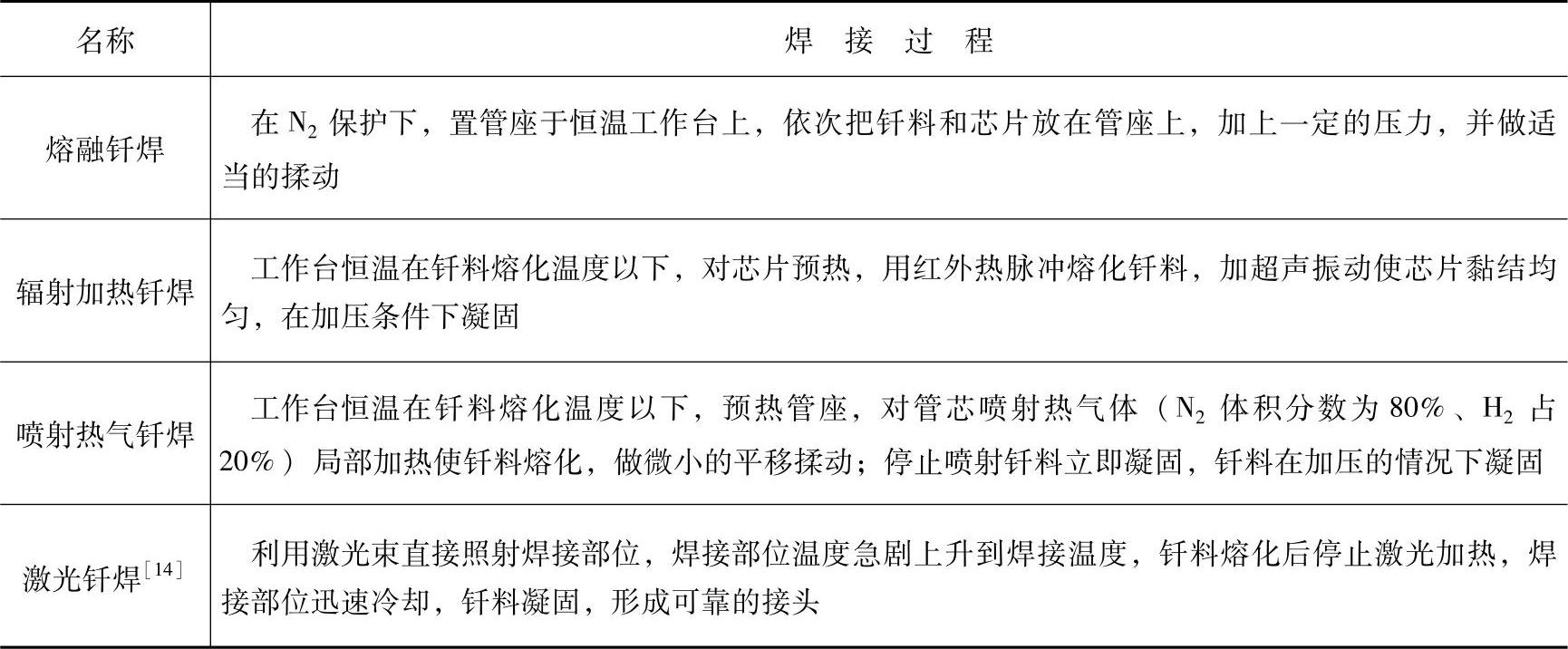
表13-6 各种软钎料的特性[11-13] Tab1e 13-6 Properties of various solders
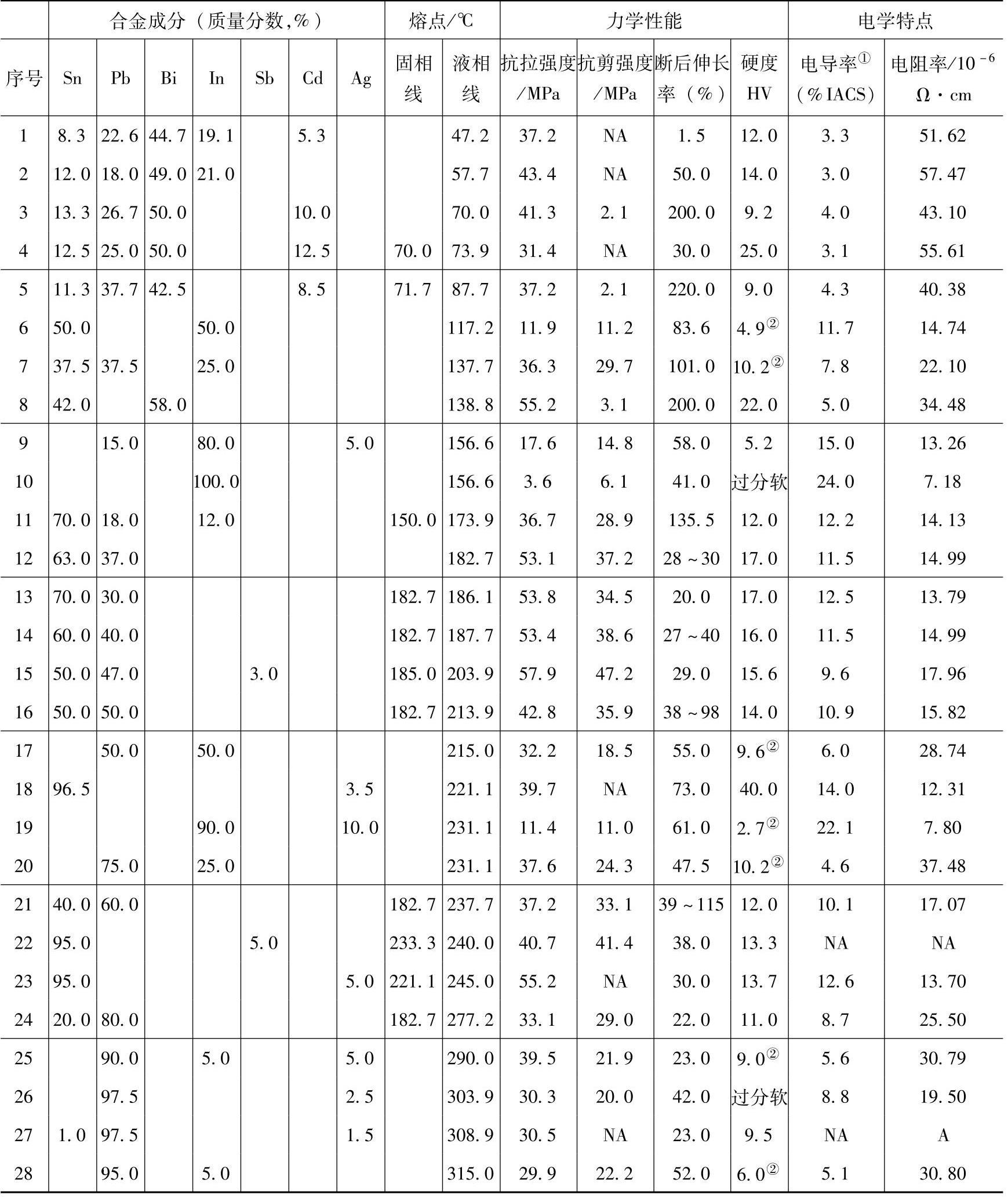
① LACS是International Annealed Copper Standard的缩写,为“国际退火铜标准”。
② 载荷为100kg,30s。
金基钎料的钎焊温度见表13-7。使用金钎料共度、钎焊压力、钎焊时间、超声功率、钎料组分和晶钎焊时需摩擦、摇动芯片,如图13-4所示。钎料用量。
软钎焊过程中需控制的钎焊参数包括:加热温
表13-7 金基钎料的钎焊温度Table 13-7 Soldering temperature of Au-base solders(https://www.xing528.com)
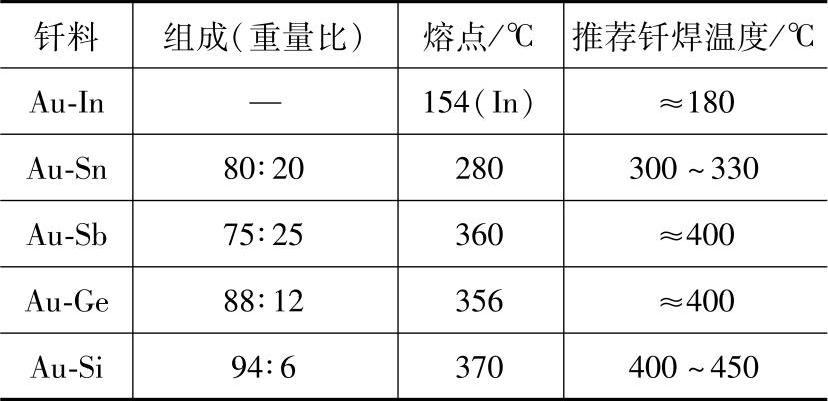
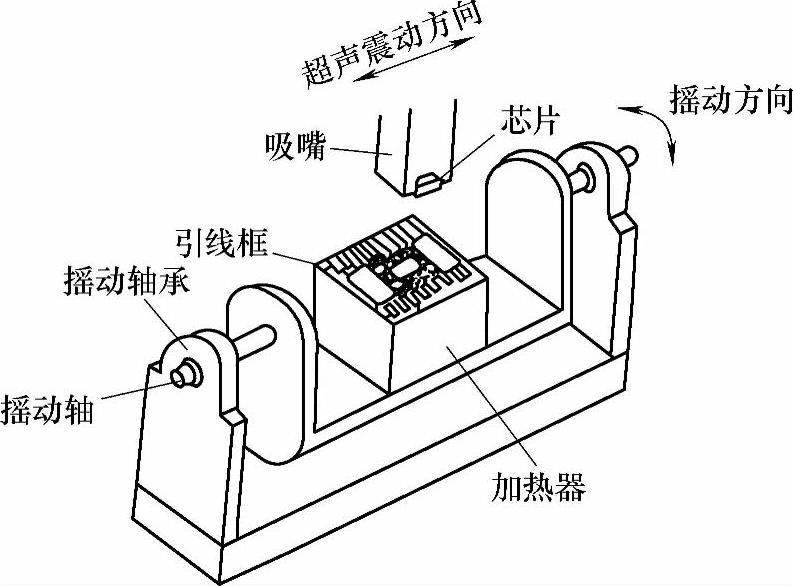
图13-4 摩擦、摇动芯片钎焊示意图 Fig.13-4 Schematic diagram of chip soldering with rubbing or shake
2.共晶钎焊法(薄膜-焊接法)
本方法的原理是将钎料的各组成元素分层淀积在管心表面上,形成多层金属薄膜。钎焊时多层金属膜相互扩散,达到共晶成分后在共晶温度下熔化,使管心与管壳牢固地连接在一起。
适合该钎焊方法的金属膜结构有:Au-Ce-Au,钎焊温度为365~400℃;Au-Sb-Au,钎焊温度为365~400℃;Au-Sn,钎焊温度为217~280℃;Au-In,钎焊温度为154~180℃。
本方法钎焊工艺如下:芯片为倒装结构(直接把管心有引线的一面,对着衬底或管壳的布线图进行面对面的钎焊),施加一定的压力,在氢气中预热去除氧化层,升温至钎焊温度,保温一定时间,然后迅速降温到凝固点以下,再缓慢冷却至室温。
为了防止Au扩散到GaAs材料中,可用Pt-Mo-Pt结构的金属化阻挡层。
钎焊控制参数包括:加热温度、压力、钎焊时间、多层金属膜各层的厚度。
基本的工艺要求如下:
1)焊前应严格清洁处理管座、芯片、钎料片等。
2)尽量不使用助焊剂,以免杂质污染,必要时可使用焊后无残留的免清洗助焊剂。
3)低温下去除钎料氧化膜。钎焊时用低速大流量保护性气体(干氮气、氩气或氢-氮混合气体),防止钎料再氧化。
4)钎焊温度比钎料熔化温度约高20~50℃,使钎焊接头牢固。
5)钎料尽可能在加压的条件下凝固。
6)防止钎料漫流到芯片侧面。
7)施加适当的超声振动摩擦或平移揉动,使钎焊均匀。
8)严格控制钎焊温度和时间,避免在较高温度下加热时间过长,从而影响器件电参数。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。