



硅器件钎焊时对钎料的一般要求如下:
1)在直接钎焊时,钎料与硅应具有良好的相容性、良好的导电性,并能形成低欧姆接触,即对n型硅或p型硅不会形成整流特性。
2)钎料应对硅(或者硅器件表面的金属化层)具有良好的润湿性,且导热性能良好,使器件热阻尽可能小。
3)钎料的钎焊温度应低于芯片制造的最低温度,以保证芯片在钎焊过程中不被破坏,同时其固相线又必须高于硅器件的最高储存温度,避免储存过程中发生钎料熔化。
4)钎料在加热过程中,不能产生有害物质沾污芯片。
5)钎料中不得含有铅、汞、镉等有害物质,满足环保要求。
目前用于硅芯片钎焊的钎料主要有两类:一类是金基合金系列,一类是锡基合金系列。前者性能优越,后者价格低廉。
钎料中各元素所起作用如下:
金(Au):熔点为1064℃,可与硅形成低熔共晶(见图13-1[5]),广泛用于硅器件的钎焊。金-硅钎料可用于温度较高的场合,但金钎料与低掺杂n型硅易形成高阻层,故在用于npn型器件的钎料中常加入少量的V族元素锑或砷。Au-Sn钎料的线胀系数比较小,焊接芯片时产生的应力也相对比较小,且在热应力的作用下不会发生蠕变[6],因而可靠性较好。
锗(Ge):熔点为937℃,能与Au形成低熔共晶。金-锗钎料(Au88%,Ce12%)的熔点适中(356℃)。
铅(Pb):熔点328℃,在低温(-60℃)下仍能保持塑性,是传统软钎料的主要组分之一,目前出于环保考虑,除特殊需要外已被禁用。(https://www.xing528.com)
锡(Sn):熔点为232℃,是软钎料的主要成分,通常与铅、银或铟组成合金。如铅中加入少量的锡可细化晶粒,提高延展性和抗疲劳强度。
铟(In):熔点为157℃,加入锡合金中,可提高其润湿性、降低熔点,含铟合金的抗疲劳强度极佳。但铟容易与金形成脆性、阻热的金属间化合物Au9In4[7],焊接后器件的热阻和电阻会随着时间和温度的改变恶化,使用时需避免与金接触。
银(Ag):熔点为962℃,在锡钎料中,银常作为一种添加物提高其强度和抗疲劳性,银可与锡形成Ag3Sn金属间化合物。
铜(Cu):熔点为1083.4℃,在锡钎料中加入少量铜,可改善其力学性能,铜可与锡形成Cu6Sn5和Cu3Sn金属间化合物。
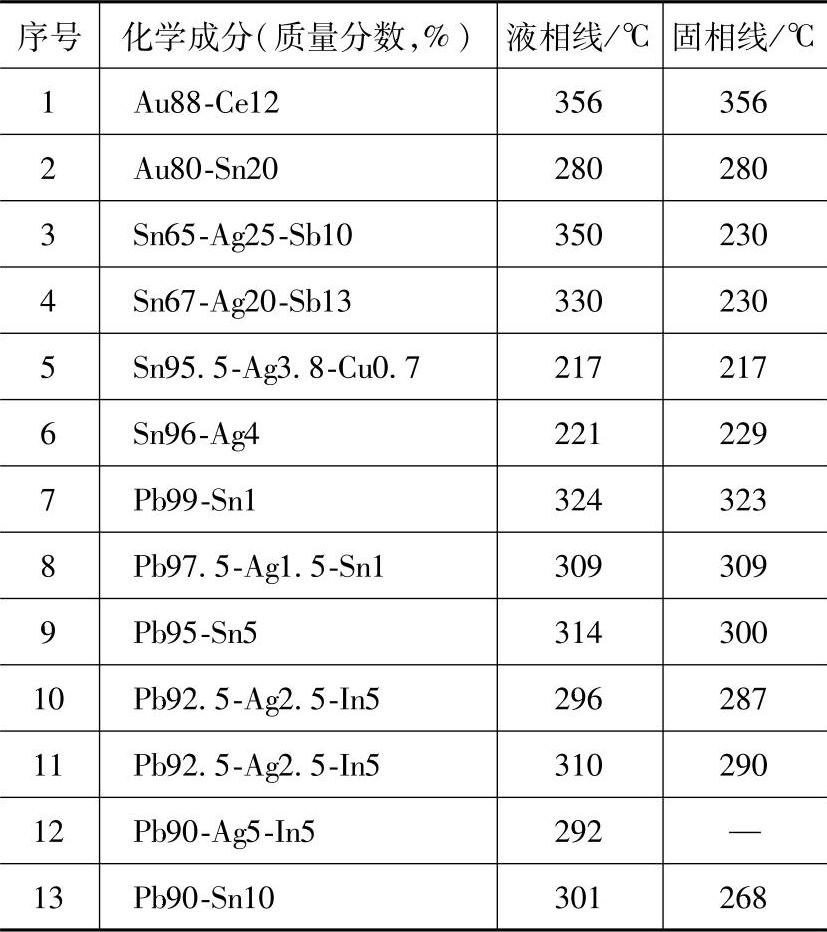
硅器件常用钎料见表13-3。通常选用的都是熔点相对较低的软钎料,可以减小由于线胀系数的不匹配引起的应力[6]。传统上用于硅芯片钎焊的含铅钎料由于铅的毒性,目前已被主要工业国家禁用,以无铅钎料取代。

图13-1 Au-Si合金相图 Fig.13-1 Au-Si phase diagram
表13-3 硅器件常用钎料Table 13-3 Conventional filler metals for joining silicon devices
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。