



热压成形是金刚石刀头的主要形式。热压型刀头主要用于中大型圆锯片,直径大于1200mm的大型锯片,一般采用手动高频焊机感应钎焊;直径为205~1000mm的中小型锯片,一般采用自动感应钎焊,自动感应钎焊有质量稳定、效率高的优点。图12-8所示为自动感应焊机。
因锯切工具所用钢基体较薄,在同一区域连续加热和加热面积扩散过大,会因存在较大的热应力而引起基体变形。因此应采用间隔焊接,对同一刀头,不可反复加热、调整,以防温度太高或钎料发干而流失太多。
焊接时要注意刀头和基体焊接部位的温度分布情况,以二者温度均衡、焊片能同时均匀熔化为佳。因此要注意调整好感应圈的耦合量,一般对感应较慢的铜基、WC基刀头,感应圈宜靠向刀头端,电流或功率宜大些;而钴基、铁基刀头感应发热较快,感应圈应靠近基体焊接面向下一点的位置。
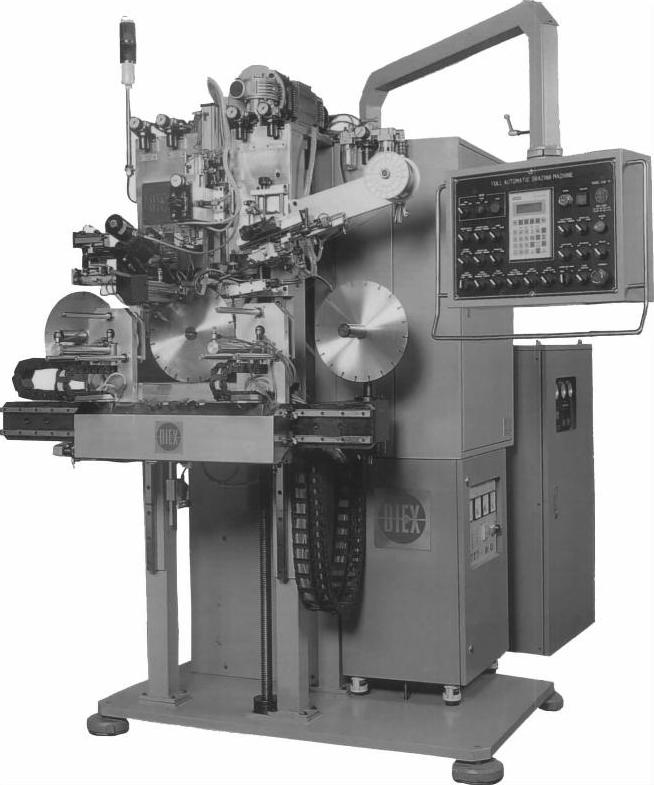
图12-8 自动感应焊机 Fig.12-8 Automatic induction brazing machine(https://www.xing528.com)
电流或功率不宜太大,要注意基体上相邻感应发热区域不能相互交叠,否则基体极易变形,这可以通过间隔焊接、调整加热电流、调整感应圈位置等方法来避免。
一般而言,锯片尺寸越小,对钎料的性能要求越高。与手动感应钎焊不同的是,自动感应钎焊机的钎料要求退火软化处理,使剪切时不产生碎屑,以便于送料。钎剂的黏性和活性要求稳定。
虽然自动感应钎焊带有自动回火装置,但也要注意刚焊好的刀头部位不能急冷,只可自然冷却或保温缓冷,因为保温缓冷有助于释放残余热应力。另外,也可施以高频率的振动以释残余应力。
焊好的金刚石圆锯片应该穿轴悬挂起来存放,排锯要平放。对焊接好的金刚石圆锯片,应滚压去除应力。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。