



预合金粉末对金刚石的钎焊连接,是靠在金刚石上形成碳化物反应层实现的。但是碳化物的形成是一个原子扩散迁移的缓慢过程,需要在一定的温度下保持较长时间。为了实现这种扩散,金刚石工具制造中采用的是热压烧结工艺。
金刚石工具热压时,需要一定的温度、压力和时间,其目的就是使胎体材料中的元素(铬、钛、钒、钼等)与金刚石界面形成极薄的碳化物反应层,达到化学冶金结合,这样就产生了金刚石与金属胎体的扩散钎焊结合。活性元素在与金刚石形成碳化物反应层时,在反应温度下应存在较低的界面能,而活性元素对氧非常敏感,强碳化物在百万分之几的氧含量就会阻碍对金刚石的润湿。在空气中,铬、钛、钒等活性元素容易氧化烧损失去作用,结合剂中的铁、钴、镍元素容易引发金刚石石墨化,所以必须采用真空热压或气保护热压。国内外大量研究表明,金刚石形成碳化物的最低温度是620℃,而人造金刚石在760℃时便已开始(即使在高真空条件下),也会出现不同程度的强度下降。所以在满足扩散连接条件的前提下,选取合理的金刚石热压的温度和时间是关键技术。
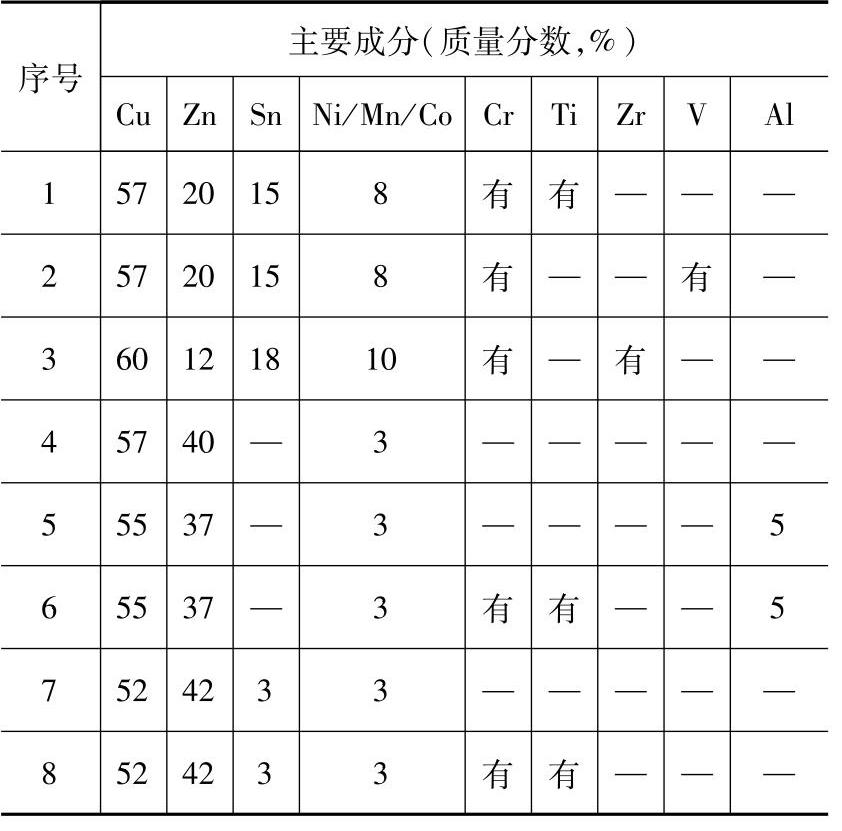
表12-16列出了几种预合金粉的主要成分。其中,铜锌锡的含量允许偏差为±5%;镍锰总和含量允许偏差是±3%;在表中,“有”表示该牌号含有此种微量元素。
表12-16 几种预合金粉的主要成分Table 12-16 Main composition of some pre-alloyed powders
 (https://www.xing528.com)
(https://www.xing528.com)
表12-17列出了几种预合金粉末热压金刚石刀头的应用效果。其中,数字10表示效果最佳,1表示效果最差。
表12-17 预合金粉末热压金刚石刀头的应用效果Table 12-17 The effect of some pre-alloyed powder on diamond segment
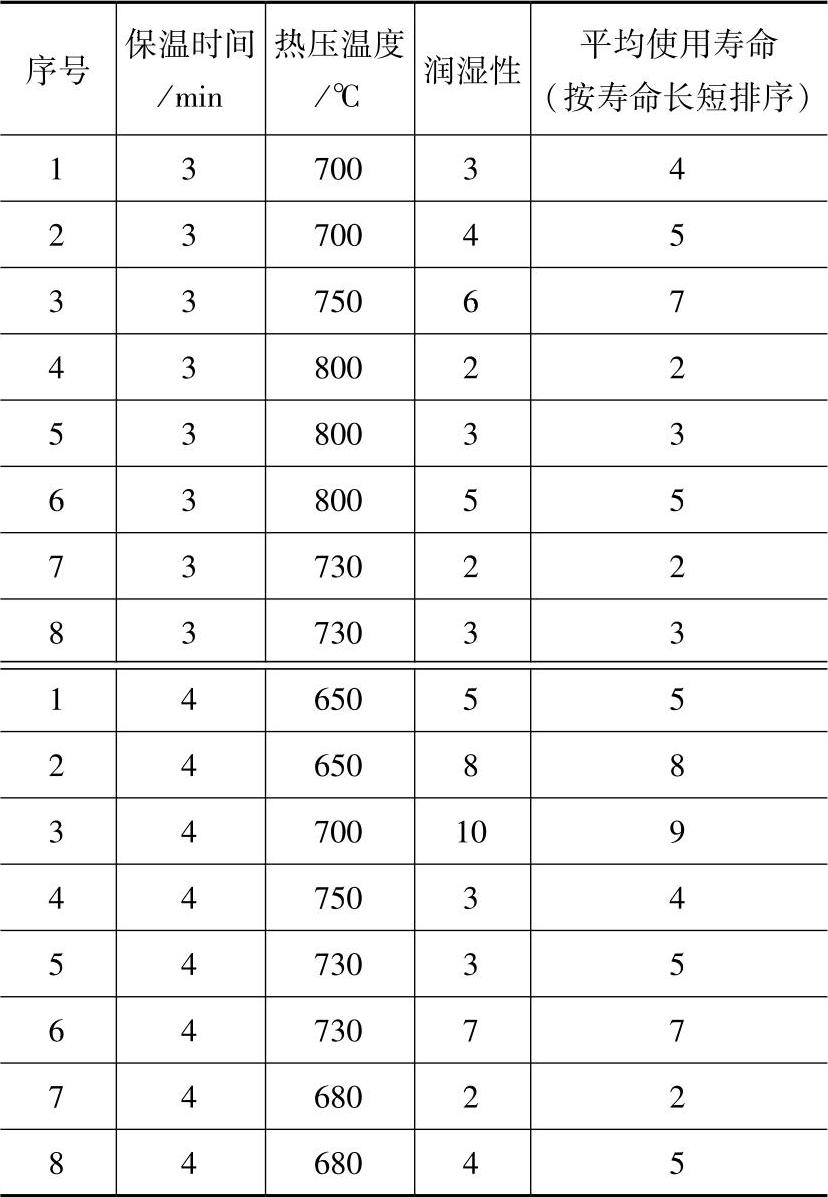
从表12-17可以看出:低温、长时间、保温、热压的刀头的使用寿命长于高温、快速热压;含铬、钛、钒、铝和含铬、锆的预合金粉末对金刚石的润湿性较好,相应的金刚石刀头使用寿命长。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。