



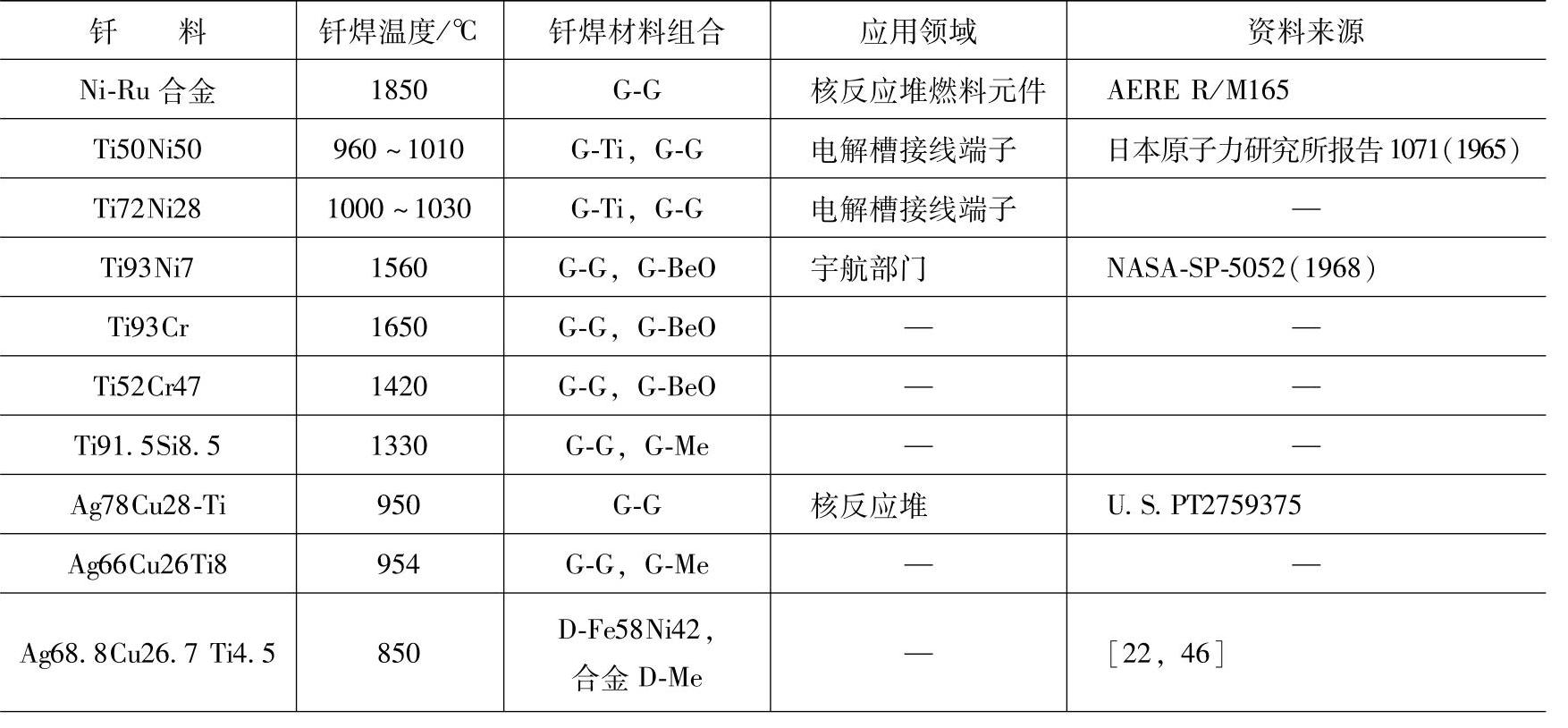
对于经过表面金属化处理后的石墨或金刚石,可以采用通常的铜基、银钎料钎焊;不进行表面处理直接钎焊时,则应选用相应的活性钎料。表12-14列出了用于石墨或金刚石直接钎焊的一些典型钎料及其应用领域。
表12-14 石墨或金刚石直接钎焊用钎料Table 12-14 Filler metals for directly brazing graphite and diamond
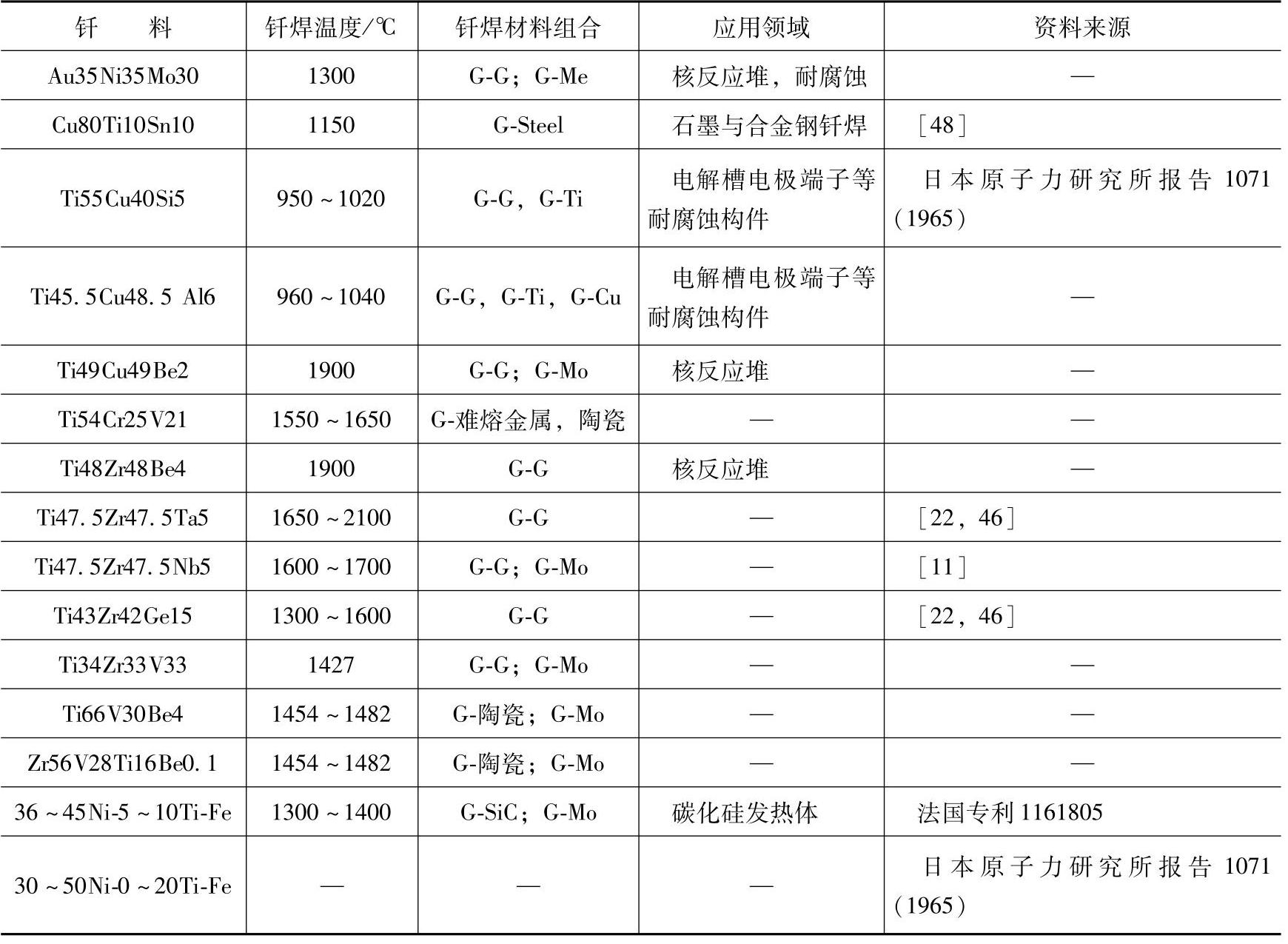
(续)
注:G代表石墨;Me代表金属;D代表金刚石。(https://www.xing528.com)
表12-14中所列的钎料大多是钛基二元或三元合金。纯钛虽然也可以用于钎焊石墨,但由于它与石墨反应强烈,在接头中生成很厚的碳化物层,而且它的线胀系数较高,易在石墨中引起裂纹,因而很少采用。钛中加入少量Cr、Ni可以降低熔点,并改善与陶瓷(如BeO)等材料的润湿性。钛基三元合金则以Ti、Zr为主,加入Ta、Nb、Ge、Be等元素构成。Ti-Zr合金具有较低的线胀系数,可以降低钎焊应力,并提高接头耐热冲击能力。
Ag-Cu-Ti系三元合金是以Ag-Cu共晶为主,并加入活性元素Ti所构成。其熔化温度较低,适合于在中、低温下工作。
以Ti-Cu为主的三元合金,如Cu80Ti10Sn10、Ti55Cu40Si5、Ti45.5Cu48.5Al6等适合于石墨与钢的钎焊,这类钎料有较高耐蚀性能,适用于电解槽电极等的钎焊。
具有高耐蚀性能的钎料还有Au-Ni-Mo系钎料,它是特为原子能反应堆中耐熔融氟盐腐蚀而研制的。
日本原子能研究所开发的Ni-Fe基钎料,是在Ivar合金(Fe-36Ni)基础上加入活性元素Ti而构成。这种钎料的线胀系数很低,与石墨相近,因而钎焊应力较小。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。