



钎焊锯片的钎缝强度主要取决于钎料、钎焊工艺和刀头材料。
所用钎料的力学性能是决定钎缝强度的主要因素。一般情况下,银铜锌钎料的强度高于银铜锌镉钎料;银铜锌镍钎料的强度又高于银铜锌钎料;银铜锌镍锰钴钎料的强度最高。银铜锌镉钎料的钎焊温度低,钎焊工艺性好、经济性好。
钎焊工艺主要通过润湿性、气孔率、夹杂率、钎缝厚度及钎焊热影响区的残余应力等参数影响钎焊接头的力学性能。这些参数主要由焊前处理、焊后处理、加热时间、保温时间和加热频率决定。在工艺评定中,抗剪强度是主要技术参数;在生产实践中,润湿面积、流动性、钎着率、夹杂率及气孔率可以作为焊工的主要监察对象。
1.焊片厚度对接头力学性能的影响
钎焊接头的力学性能主要取决于钎料成分和钎焊工艺,但焊片厚度也影响抗剪强度和疲劳强度,也就是说钎缝性能还与焊前添加的焊片的厚度相关。实验研究表明,当钎料成分和钎焊工艺一定时,焊片厚度为0.20~0.28 mm时,钎缝的综合力学性能最高。图12-2所示为焊片厚度与抗剪强度的关系。
当焊片过薄时,钎料不能充分润湿结合面,钎着率不高,钎缝强度较低。在钎焊过程中,刀头中的Sn、Pb、Al、Fe、W及Ti等元素向钎缝扩散、溶解,促使钎缝组织脆化,降低接头强度。当钎缝厚度过大时,钎缝中容易产生气孔,减小有效钎焊面积,降低抗剪强度。
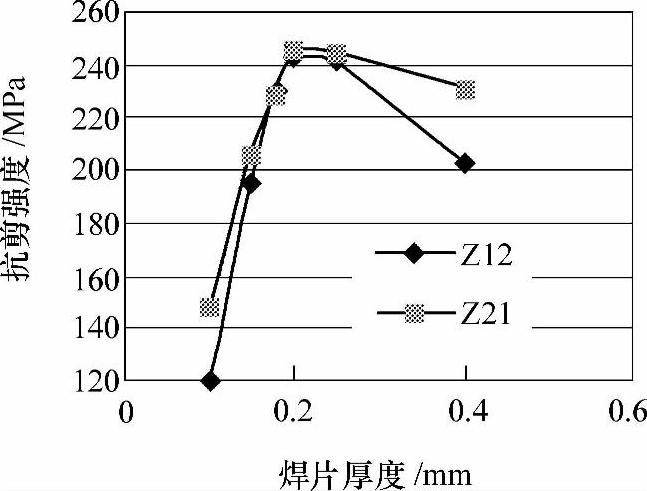
图12-2 焊片厚度与剪切强度的关系 Fig.12-2 Relationship between thickness of brae foil and brazed joint strength
2.加热过程对接头力学性能的影响
钎缝的形成贯穿于整个加热过程。在加热过程中,与钎焊接头力学性能相关的主要因素有:加热速度、钎焊温度、保温时间和冷却速度等。这些因素通过影响润湿性、气孔率改变接头的力学性能。
3.加热速度对接头力学性能的影响
为了追求生产效率,经常使用很高的速度加热;当加热速度太快时,钎焊后的残余应力较大。这是因为刀头中各组元的线胀系数相差很大,例如,Zn、Pb、Sn、Mn、Co等元素的线胀系数是WC、W、Cr的几倍,不同组元的热变形差异产生内应力。过慢的加热速度不仅降低生产率,也加剧钎缝金属的氧化。两级加热工艺能较好地解决这个矛盾,第一阶段加热到400~500℃,停留几秒钟再继续升温焊接。
4.钎焊温度对接头力学性能的影响
图12-3所示为钎焊温度与气孔率的关系。图12-4所示为钎焊温度与润湿面积关系。图12-5所示为钎焊温度与抗剪强度的关系。
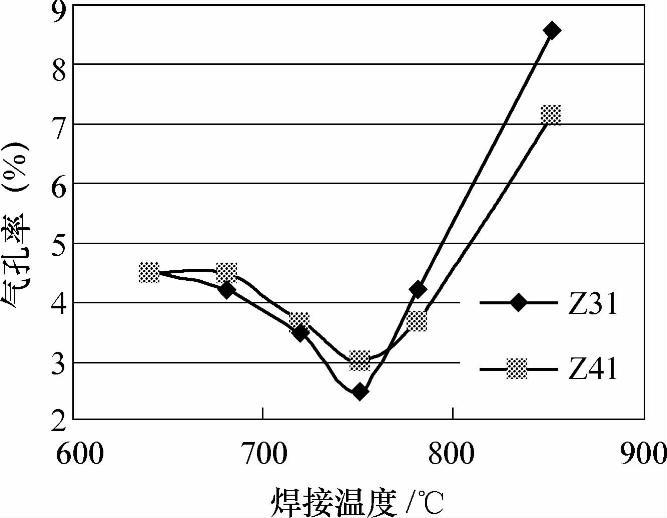
图12-3 钎焊温度与气孔率的关系 Fig.12-3 Relationship of brazing temperature with porosity in fillet(https://www.xing528.com)
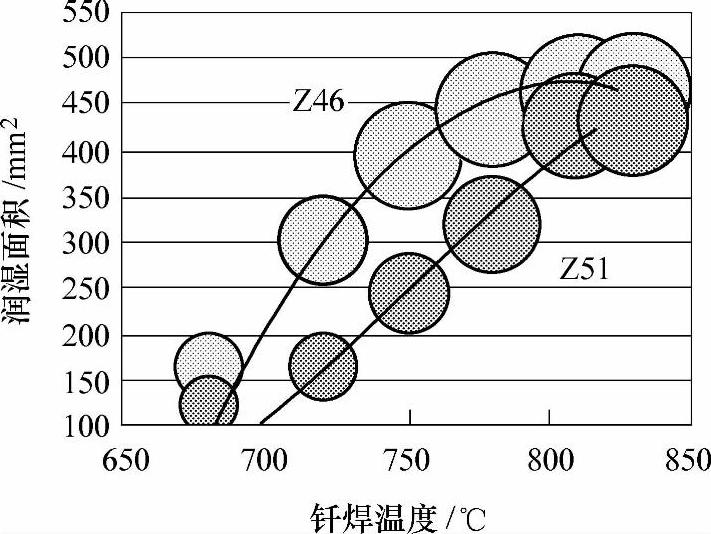
图12-4 钎焊温度与润湿面积的关系 Fig.12-4 Relationship of brazing temperature with wetting area
钎焊温度影响润湿性、气孔率,最终决定连接强度。当钎焊温度过低时,钎料的流动性差,易产生夹渣、造成假焊,使接头强度降低;当温度过高时,钎料氧化严重,造成夹渣,锌的急剧蒸发引发气孔,从另一方面导致接头强度降低。
5.保温时间对接头力学性能的影响
保温的目的有3个:促进钎料对基体和刀头充分的润湿与扩散;排除钎缝中的气体;给钎剂充分的时间使之还原氧化膜并以渣的形式排出。
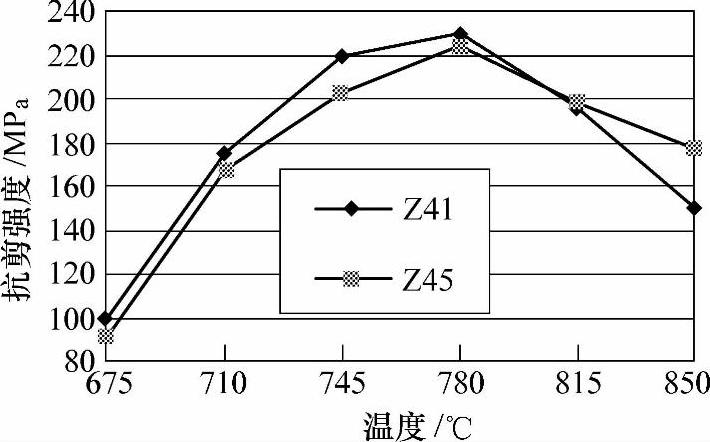
图12-5 钎焊温度与抗剪强度的关系 Fig.12-5 Relationship of brazing temperature with shear strength
保温时间短时,钎料与刀头不能很好地润湿,不足以形成扩散下的晶间结合;而且钎剂还原物和钎剂结晶水形成的蒸汽不易排除,造成夹渣和气孔,甚至未焊透。过长时间的保温使钎料氧化、锌镉挥发、钎料流失,导致钎缝强度大大降低。
最佳的保温时间取决于电源功率和感应圈耦合情况。1600mm锯片用15kW焊机,600A电流,焊接时间一般控制在15~20s之间。有效的保温方法是到温后断续通电。
图12-6所示为润湿性与保温时间的关系。图12-7所示为保温时间与气孔率的关系。
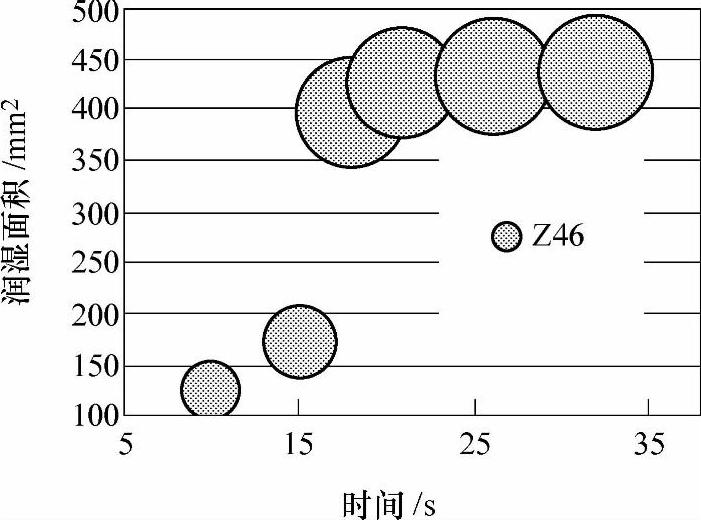
图12-6 Z46在YG8表面上润湿性与保温时间的关系 Fig.12-6 The wetability of filler Z46 on the surface of alloy YG8 and its relationship to duration time
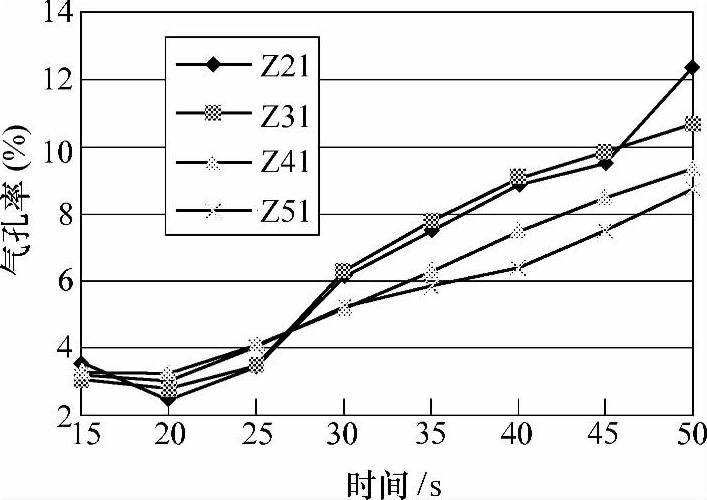
图12-7 保温时间与气孔率的关系 Fig.12-7 Relationship of porosity to the duration time at brazing
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。