



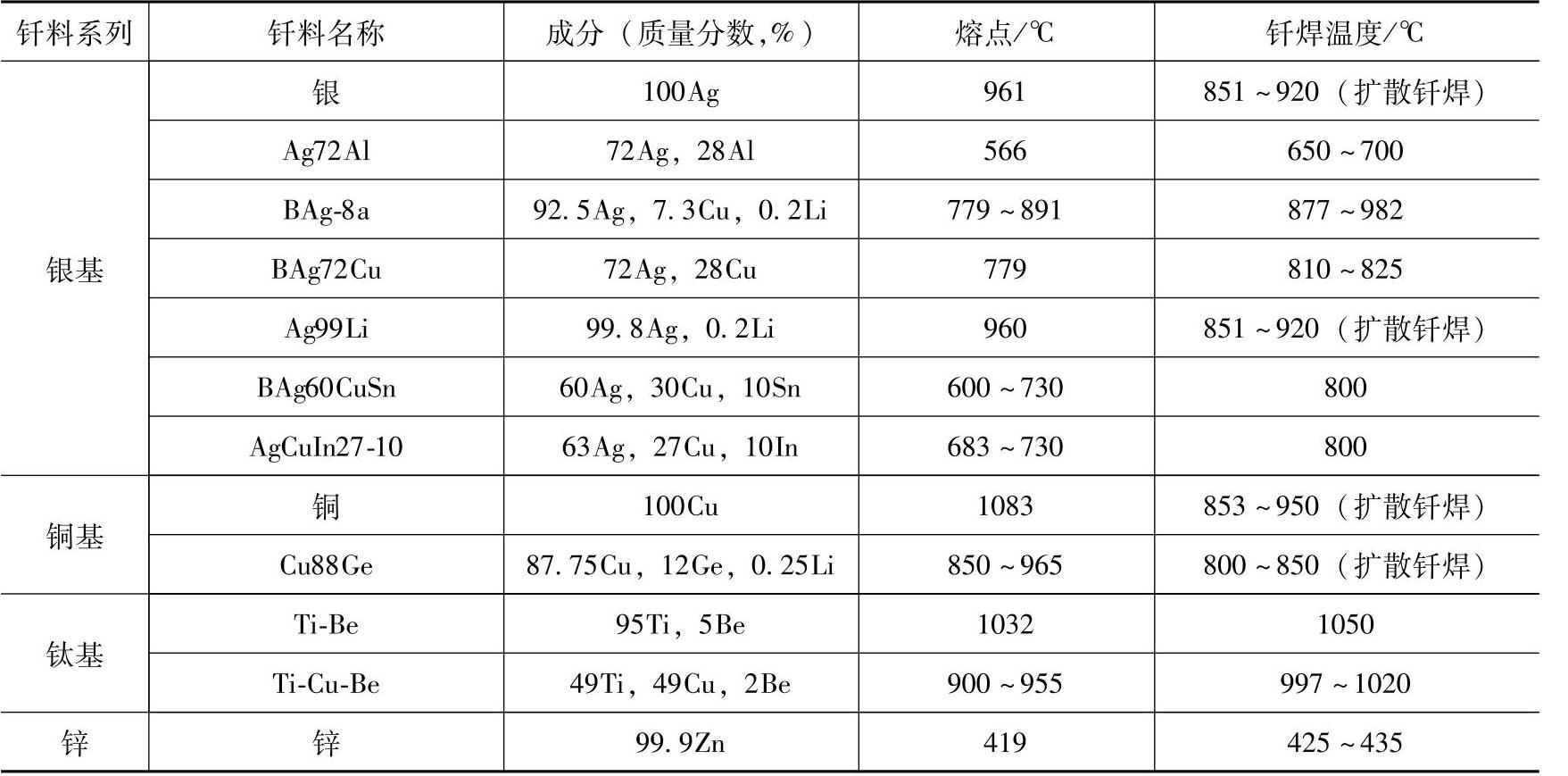
钎焊铍用常规钎料见表10-1。
用铝基钎料,如纯铝和BAl88Si钎焊铍时,因铝和硅不会同铍在界面处形成脆性化合物相,所以可产生较高的接头强度。
表10-1 钎焊铍用常规钎料Table 10-1 Conventional filler metals for brazing beryllium

(续)
Al-0.5Li钎料和BAl87SiMg钎料中的Li和Mg可提高钎料的润湿性。Li和Mg在钎焊过程中挥发,因此不会影响钎焊接头的性能。铝基钎料的毛细流动能力差,建议将钎料预置在接头内,用铝基钎料钎焊的零部件的使用温度不得超过149℃;用Ag72Al钎料钎焊的铍接头也能取得较好的强度,但零部件的使用温度与铝基钎料钎焊的相同。
对于在较高温度下工作的零部件,必须用银钎料。银在熔化温度下与铍产生反应形成脆性的β相(见图10-3),为此必须降低银的熔点,故用于钎焊铍的银基钎料均为含铜的银合金,因为铜可降低银的熔点。如图10-4所示,铜与铍会形成多种金属间化合物,因此用含铜的银钎料钎焊铍时,在钎料与铍接触的界面上,可能产生金属间化合物相,降低钎焊接头的强度。为了尽量减少形成金属间化合物的可能性,应采取以下措施:
1)使用含铜量尽量低的银钎料,如92.5Ag-7.3Cu-0.2Li钎料。由于银钎料中的含铜最低,界面处形成铜铍化合物相的数量将减少,92.5Ag-7.3Cu-0.2Li钎料中的锂是提高钎料的润湿性。(https://www.xing528.com)
2)使用熔化温度低,即钎焊温度低的钎料,如BAg72Cu、BAg60CuSn、AgCuIn27-20等钎料。由于钎焊温度降低,铜和铍产生反应的激烈程度降低,界面化合物数量也会减少。其中,BAg60CuSn和AgCuIn27-20钎料的钎焊温度比BAg72Cu低得多,形成界面化合物的数量将更少。
3)尽量用加热速度快的方法。如感应钎焊的加热速度比炉中钎焊的加热速度要快得多,形成界面化合物的概率将大大降低,并且尽量缩短钎焊保温时间,只要钎料能填充满接头间隙即可。熔化钎料与铍的作用时间短,形成的界面化合物相将变薄。
4)在铍表面电镀镍层,或用阴极溅射镀膜法溅射一层镍,彻底隔离铍同钎料的接触。
因为银钎料中银的蒸气压比较高,真空钎焊时会发生银元素挥发的现象。如果被钎焊的铍器件不允许有银蒸气污染,则应用铜基钎料钎焊。从图10-4可以看出,在铜铍合金中可能形成γ1、γ2、γ、δ等金属间化合物相。这些金属间化合物都很脆,因此用纯铜作钎料钎焊铍零部件时,必须严格控制钎焊温度和时间。否则钎缝处将有大量脆性相产生,接头强度急剧下降。用Cu88Ge钎料钎焊铍时,钎焊温度可比铜钎焊时降低50℃左右,焊缝内生成脆性相的数量可减少。
用铜基钎料钎焊时,采用表面镀层的方法可避免钎缝中形成金属间化合物相。用银或铜基钎料时,用扩散钎焊法也是消除化合物相的有效措施。
用Ti基钎料(95Ti-5Be、49Ti-49Cu-2Be)钎料钎焊铍时,也能取得较好的效果。此时,钎焊接头虽然有些脆,但在很多情况下,能满足使用要求。

图10-4 Cu-Be合金相图 Fig.10-4 Phase diagrams of Cu-Be alloys
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。