



瞬间液相(TLP)扩散焊在有的文献中也称之为活性扩散钎焊(Activated diffusion brazing)[67,68]。其原理是采用化学成分与钛合金基体相近但熔化温度较低的中间层合金,在加热到连接温度时,中间层合金发生熔化,在连接面间或通过毛细作用流入连接面间形成液态薄膜。在随后的保温过程中,中间层合金与基体金属之间发生快速扩散,成分改变,熔点提高,从而在连接温度下产生等温凝固。继续保温,接头组织成分进一步均匀化,最终获得力学性能接近于基体金属的接头。
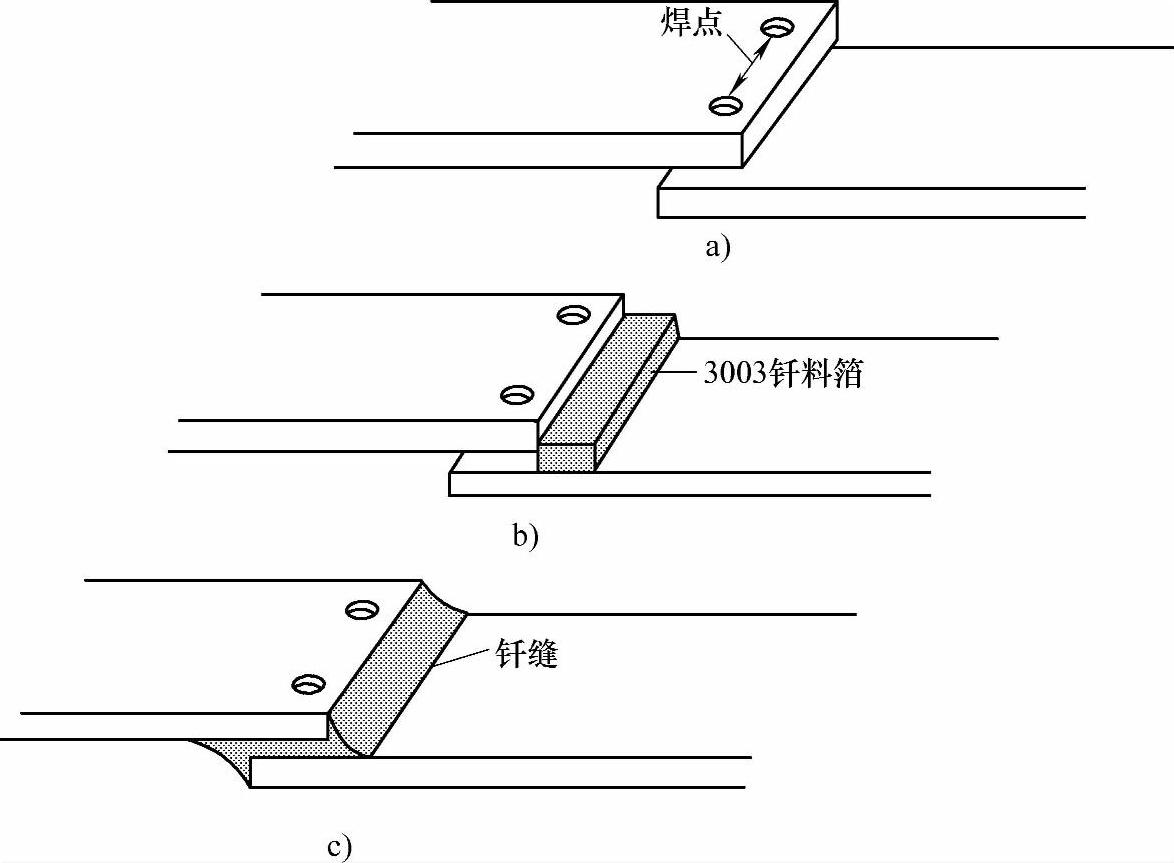
图9-16 采用毛细流动的焊接-钎焊 a)点焊 b)预置钎料 c)焊接-钎焊 Fig.9-16 Weld-brazing with capillary flow(https://www.xing528.com)
瞬间液相扩散焊与常规钎焊相比,除对中间层合金有一些特殊要求(如降熔元素含量尽可能低、用量在满足要求的前提下尽可能少等)外,工艺操作与常规钎焊类似,二者的加热方法、保护气体、接头设计和设备一般可以互相采用,而接头性能则要比钎焊高。文献[69]采用Ti-Zr-Cu-Ni、Ti-Zr-Cu和Ti-Zr-Ni系中间层合金对钛合金的TLP扩散焊工艺进行了研究,最后确定了中间层合金的最佳成分(质量分数,%)范围为Ti-(10~18)Zr-(14~16)Cu-(11~13)Ni,在930~960℃保温3~6h,并且接头间隙为0.02~0.04mm的参数下,用其TLP扩散焊焊接的Ti6242接头强度达到母材的90%以上。该文献还指出,焊接温度对接头性能影响最大,其次是接头间隙,而扩散时间的影响较小。TLP扩散焊时,液态中间层是以不平齐的界面向基体扩展的,其前沿为部分熔化区,该区冷却后即为焊缝与基体间的过渡区,它的存在对接头性能有利。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。