



焊接钎焊是20世纪70年代初期发展起来的用于钛合金连接的一项先进工艺。它将电阻点焊与钎焊结合起来,从而可制造出具有良好静载强度及疲劳强度的搭接接头;同时使生产费用大大降低,结构重量也有一定减轻[64-66]。
9.9.1.1 焊接钎焊方法
焊接钎焊时,电阻点焊主要用来使零件校直定位,并为随后钎焊获得完整的接头保持一适当的配合间隙;钎焊则是使钎料通过毛细作用流入接头,进一步提高接头的性能和减小点焊接头的应力集中。具体实施方法主要有以下两种[69]:一种是采用预穿孔钎料箔的焊接钎焊法(见图9-15);另一种是采用钎料毛细流动的焊接钎焊法(见图9-16)。前者是先在箔带钎料(如3003)上穿孔,其孔径略大于预计的点焊焊核直径,然后将穿孔的钎料置于被焊钛板之间并进行点焊,使焊点正好通过钎料箔上的孔,最后在真空或保护气氛炉中进行钎焊。这种方法的优点是可将钎料准确地预置于接头中,且对钎料流动性要求不高,因此适用于钎料难以放置的复杂部件的钎焊及钎料流动性差的场合。缺点是钎料箔上孔与点焊电极的位置需要精确的对中装置。后一种方法则是先将钛板点焊在一起,然后将钎料置于搭接接头的旁边再进行炉中钎焊。在钎焊过程中,钎料通过毛细作用流入接头间隙内而形成连续高强的接头。用于焊接钎焊的钎料可以是银钎料、铝基或钛基钎料,视具体使用场合要求而定。
9.9.1.2 焊接钎焊接头性能(https://www.xing528.com)
采用0.1mm厚的铝锰钎料(3003)箔焊接钎焊的TC4单面搭接接头性能试验结果表明,在室温到290℃的温度范围内,焊接钎焊接头的抗剪强度确实比纯钎焊或点焊的接头要高,约是二者强度之和;室温疲劳强度与钎焊接头相当,是点焊接头的3倍;290℃、500h寿命条件下接头的持久强度是钎焊接头的2倍,比点焊接头至少高15%。焊接钎焊的带桁条的蒙皮板结构最大压缩强度比同样结构铆接板高1.5倍,而抗弯强度高1.6~2.25倍[64]。
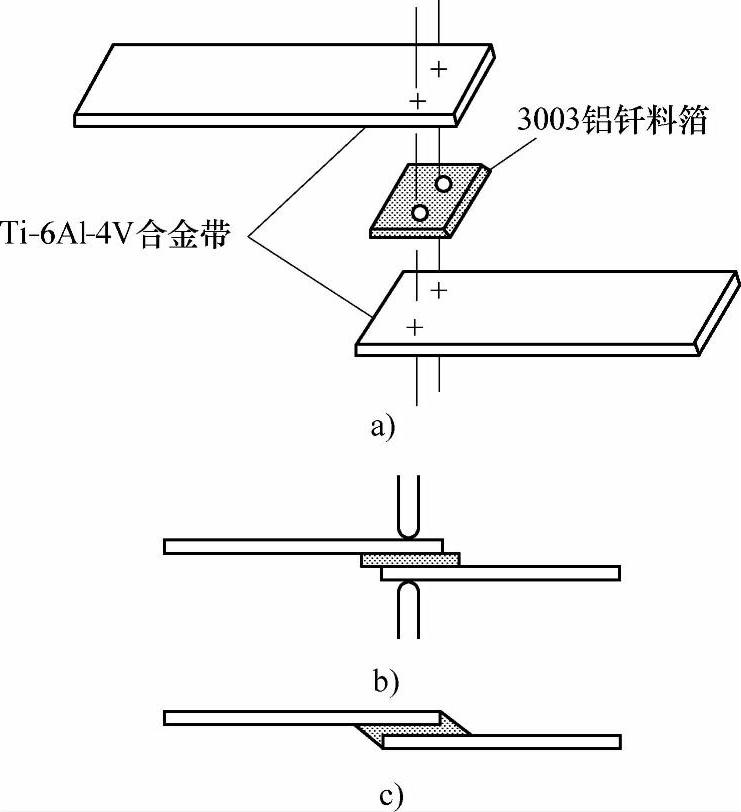
图9-15 采用预穿孔钎料箔的焊接-钎焊 a)装配 b)点焊 c)焊接-钎焊 Fig.9-15 Weld-brazing with prepunched foil
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。