



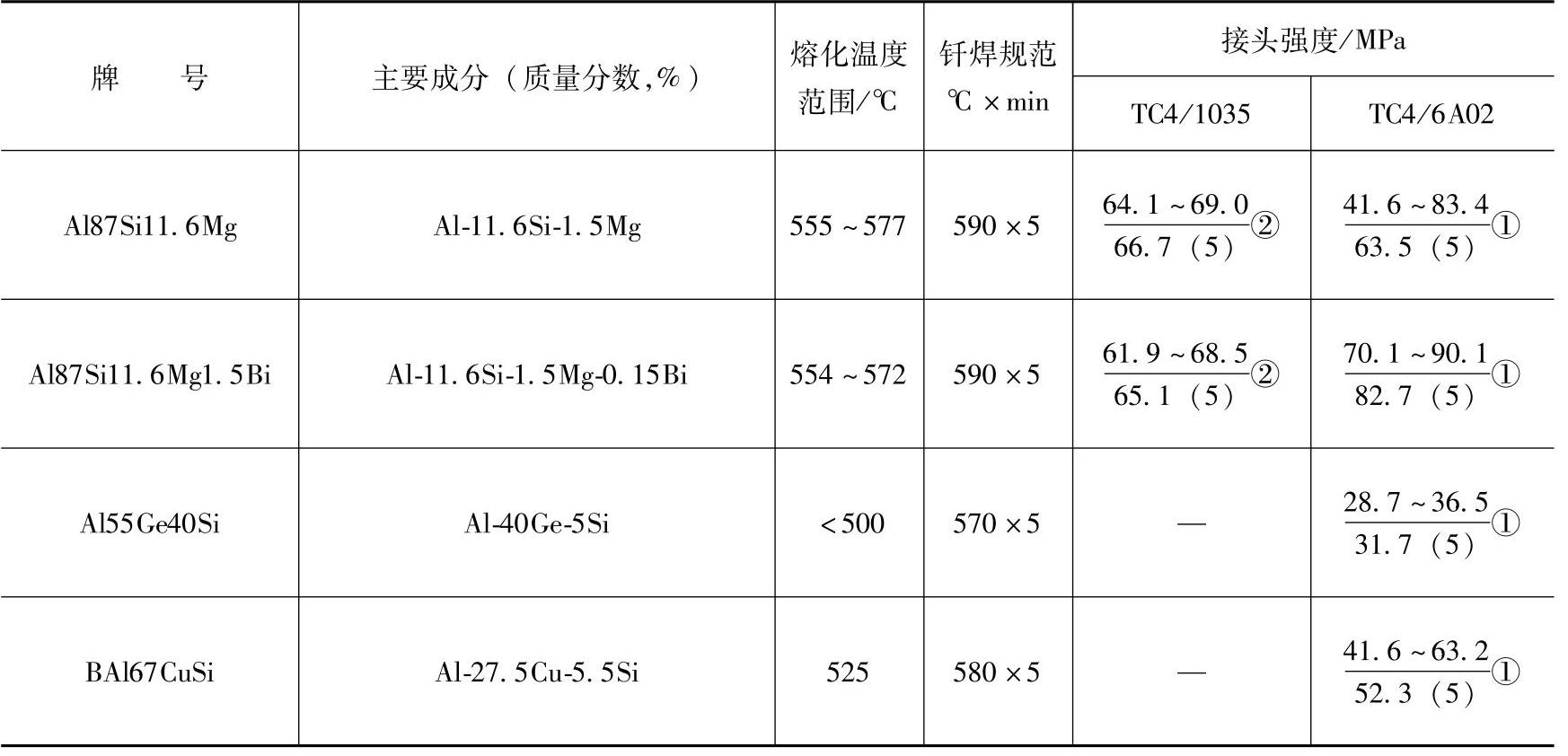
对于钛及钛合金与铝的连接,真空钎焊是一种理想实用的工艺。竹本正等人选择配制了15种铝基钎料,并对其在钛上的铺展能力、填充间隙能力与钎料成分和吸气材料表面积的关系进行了评价试验。结果表明,在真空炉中放置钛片或钛屑有助于提高钎料的润湿性和填缝能力,钛材表面积越大,吸气越多,效果越明显。对钛/铝接头真空钎焊,Al-10Si-Mg(BAl89SiMg)是最合适的钎料,600℃钎焊的搭接接头抗剪强度为71MPa。Al-(10~12.5)Cu-8Sn、Al-20Ag-10Cu钎料虽然也可以采用,但接头抗剪强度仅为Al-10Si-Mg钎料时的一半[32]。为了进一步降低钎焊温度,以实现钛与更多种类的铝合金的连接,作者曾配制了两种液相线温度不超过580℃的Al-Si-Mg系钎料和两种具有更低熔点的Al-Ge-Si、Al-Cu-Si钎料,对TC4/1035、TC4/6A02接头进行了钎焊,并对接头的组织与性能进行了分析,结果见表9-13。从中可见,Al87Si11.6Mg、Al87Si11.6Mg1.5Bi钎料钎焊接头性能最佳,尤其是Al87Si11.6Mg1.5Bi钎料,其钎焊的TC4/1035接头强度超过1035基体;而TC4/6A02接头在保证6A02不发生过烧、组织致密的前提下,接头抗剪强度达82.5MPa。而Al55Ge40Si、BAl67CuSi钎料钎焊的接头强度较低,因此不宜选用。
表9-13 Ti/Al钎焊接头抗剪强度Table 9-13 Shear strengths of brazed Ti/Al joints
 (https://www.xing528.com)
(https://www.xing528.com)
① 断于接头;
② 断于1035母材。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。