



钛及其合金很少用软钎料钎焊,但在一些特殊场合,也可采用锡铅钎料、镉基钎料和锌基钎料,如HL501(Zn58Sn40Cu)、HL502(Zn60Cd)、HL503(Cd95Ag)、HL506(Cd82.5Zn),它们钎焊接头的抗剪强度为29.4~49MPa[11]。
钎焊钛及钛合金的硬钎料有很多种,可分为银基、钯基、铝基、钛基或钛锆基四大类。
9.4.1.1 银钎料
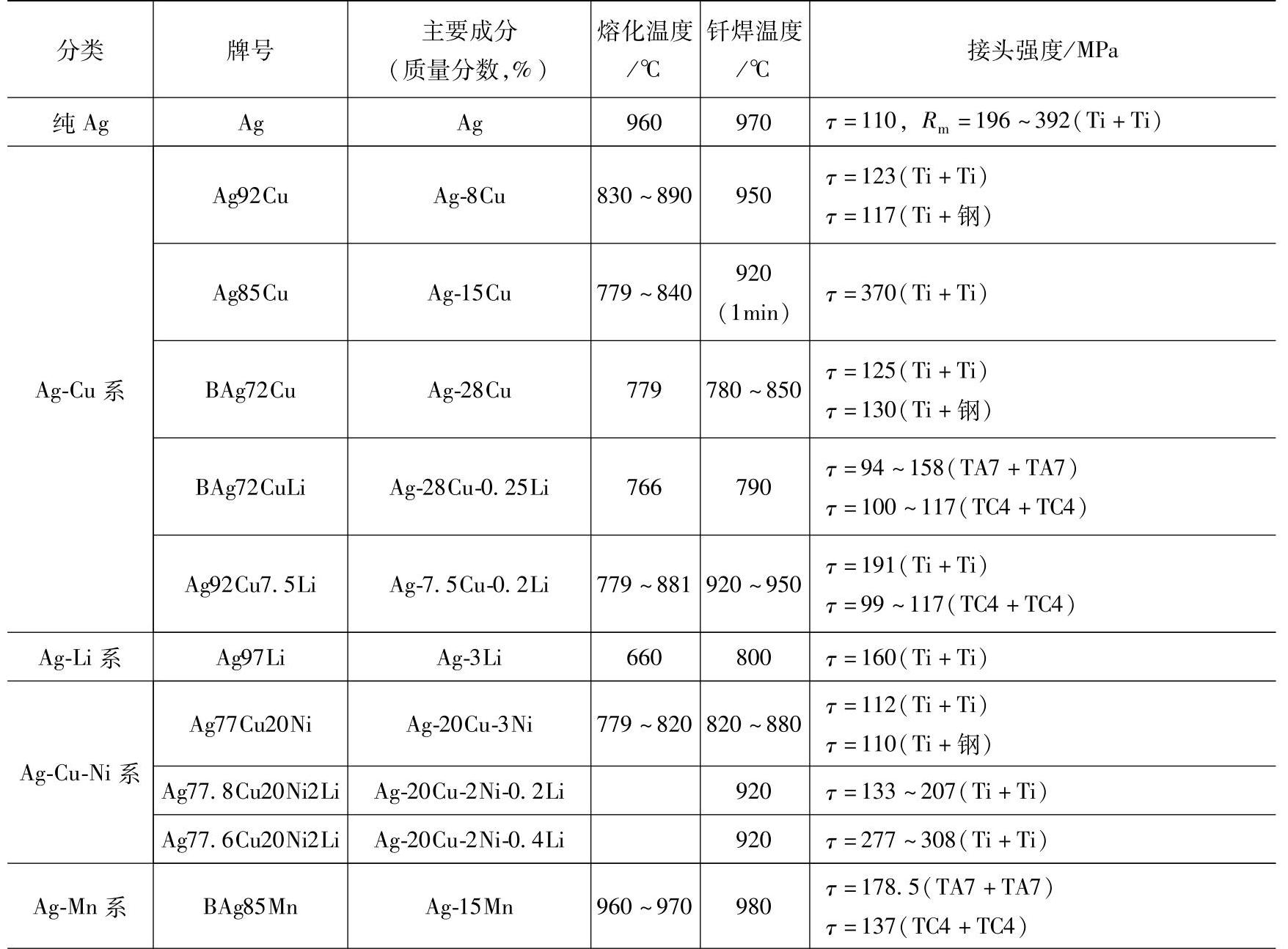
银钎料是最早使用的钎焊钛及钛合金的钎料系,主要用于使用温度较低(<540℃)的构件,有纯Ag、Ag-Cu、Ag-Li、Ag-Mn、Ag-Cu-Ni、Ag-Al、Ag-Pd-Ga等合金系,见表9-4[8,9,11-15]。
(1)纯Ag钎料 Ti和Ag有较大的固溶度,Ag在Ti中最大固溶度达14.5%,形成的金属间化合物TiAg、Ti3Ag具有有序的面心正方结构,不太硬且具有一定韧度,这是用纯Ag作钎料的依据。但由于Ag本身强度低,线胀系数与Ti相比差别很大,接头在应力作用下易产生裂纹,耐蚀性和抗氧化性也较差。搭接接头抗剪强度为110MPa,对接接头抗拉强度为196~392MPa,比Ag-Cu系钎料钎焊接头强度低得多[11]。因此,通常钎焊钛及钛合金使用较多的是加入Cu、Li、Mn、Zn、Sn、Ni和Pd等合金元素的银钎料。
表9-4 钛及钛合金钎焊用银钎料[8,9,11-17] Table 9-4 Silver filler metals for brazing titanium and its alloys
(续)
(2)Ag-Cu系钎料 Ag-Cu系钎料用于钎焊钛合金时,随着钎料中Cu含量的增加,钎料对钛的润湿性下降[12],这可以通过在Ag-Cu钎料中再加入0.2%~0.5%(质量分数)的Li加以改善。但加入Li的同时,也促使了钎料与钛合金化程度的增加。Ag-7.5Cu钎料在882℃、950℃保温10min钎焊的TC4接头合金化深度分别为0.012、0.024mm;而Ag-7.5Cu-0.2Li钎料在同样规范下钎焊的TC4接头合金化深度分别为0.022、0.044mm,几乎比Ag92.5Cu增大一倍[13]。钎焊接头组织中的中心部位几乎是纯Ag;靠近母材的地方,由于钎料中的Cu向Ti中优先扩散溶解以及冷却过程中共析相变的结果,形成了一较宽的、由针状相组成的过渡层[12]。Ag-Cu系钎料钎焊接头的耐蚀性也比较差,用BAg72CuLi钎焊的纯钛接头放入盐水中很短时间就会被腐蚀。
(3)Ag-Li系钎料 Li能大大降低钎料熔点,并具有强烈的还原作用,因此加入Li的银钎料能有效地排除钛表面的氧化物、氮化物及脏物的不良影响,具有自钎剂的作用,适合于在保护气氛中钎焊钛及钛合金。而在真空中,由于Li的蒸发,起不到添加Li的作用,同时会对真空炉造成污染。从表9-4可见,Ag97Li钎料不仅熔化温度低,而且钎焊接头具有良好的抗剪强度,钎缝与钛母材交界处结合良好,无硬化层存在,如图9-1所示。
(4)Ag-Cu-Ni系钎料 当Ag-Cu钎料中的Cu含量超过15%(质量分数)时会形成脆性金属间化合物,使接头性能降低。但在Ag-Cu钎料中加入Ni,再加入少量的Li,钎焊接头的强度和韧度会明显上升。
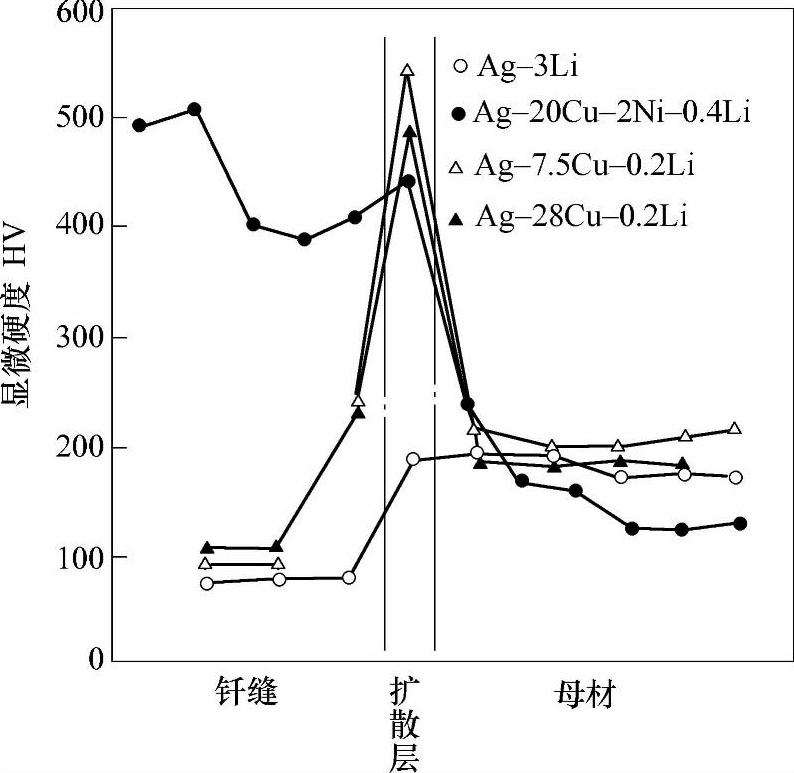
图9-1 含锂银钎料钎焊纯钛接头的硬度分布 Fig.9-1 Hardness distribution of the joints brazed with lithium-bearing Ag-base filler metals
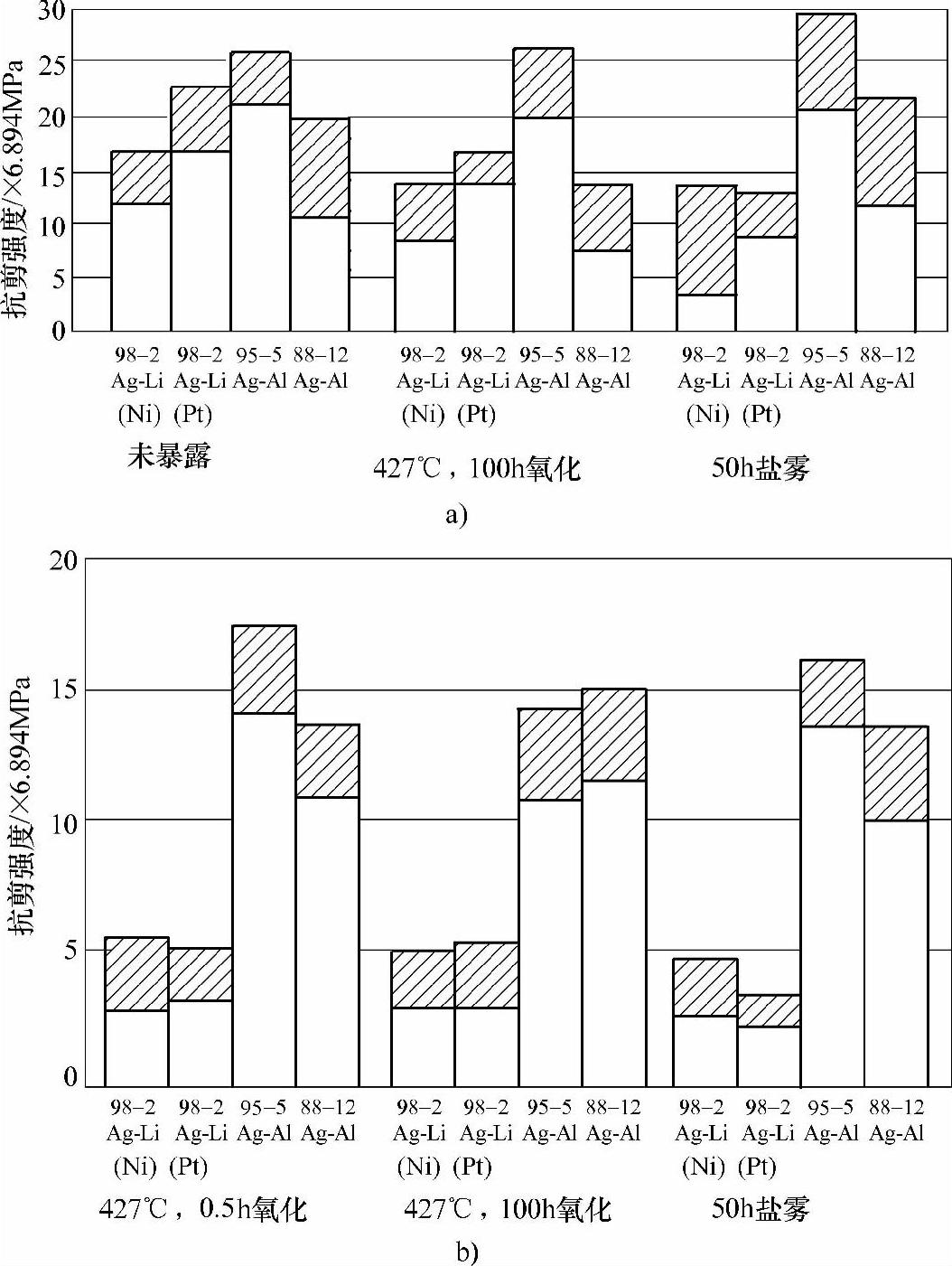
图9-2 427℃氧化和盐雾腐蚀对钛合金钎焊接头室温和高温抗剪强度的影响 a)室温 b)427℃ Fig.9-2 Effect of oxidation and salt spray at 427℃on the shear strength of titanium brazed joints at room and higher temperatures
(5)Ag-Mn系钎料 BAg85Mn主要作为高温钎料使用。Mn的加入没有降低熔点的作用,主要是为了改善钎料的润湿性和提高接头强度。用这种钎料在真空中高温钎焊时,由于Mn、Ag蒸气压较高,蒸气会阻碍钎料的流动而易产生钎焊缺欠,因此最好在保护气氛中进行。
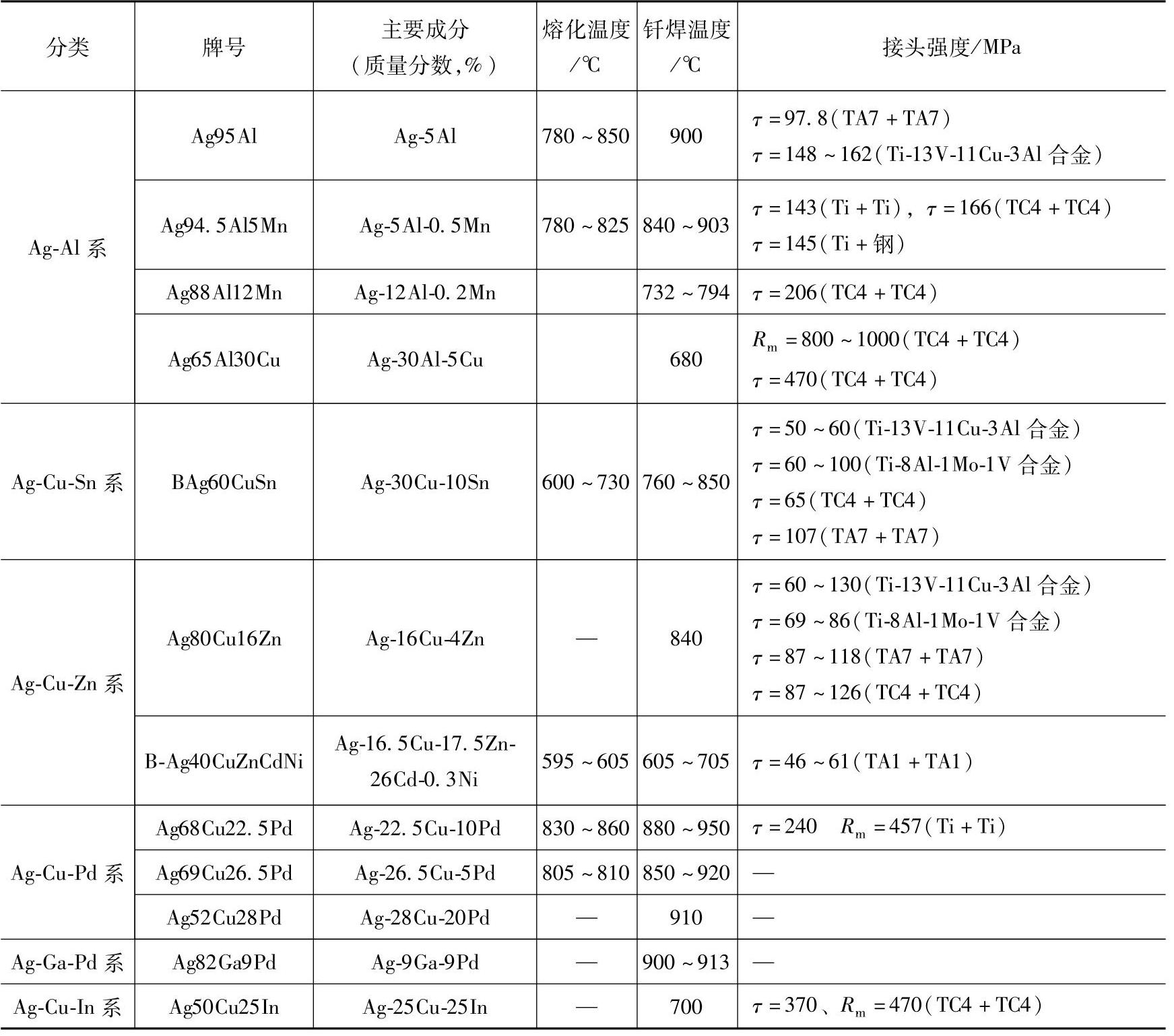
(6)Ag-Al系钎料 与Ag-Cu、Ag-Li系钎料相比,Ag-Al系钎料与钛的合金化反应最弱[13],且具有优良的抗高温氧化和耐盐雾腐蚀性能(见图9-2);尤其是Ag-5Al-(0.5~1.0)Mn钎料,其钎焊接头不仅抗氧化、耐蚀性能好,经盐雾腐蚀500h仍未见失效[15],而且接头力学性能也比较高。在900℃×10min规范下钎焊的间隙为0.09~0.14mm的TC4接头抗拉强度大于600MPa,最高达850MPa(0.12mm间隙),抗剪强度达170~194MPa;即使在400℃,接头的抗拉和抗剪强度仍可分别保持在338~400MPa和97MPa[16,17]。因此Ag-5Al-(0.5~1.0)Mn钎料最适合于钛合金薄壁构件(如散热器、蜂窝结构等)的钎焊[18,19]。
为了进一步降低钎料的熔点,人们在Ag-30Al共晶基础上又加入5%(质量分数)的Cu,形成了Ag65Al30Cu钎料。这种钎料的特点是钎焊接头强度高,在680℃×15min或700℃×5min钎焊的0.05mm间隙接头抗拉强度达800~1000MPa,抗剪强度为470MPa,107循环疲劳极限200MPa;接头经250℃、350℃,24h的时效处理,接头的抗拉和抗剪强度仍可以分别保持在920MPa和420MPa左右,直到480℃才明显降低。而且接头强度对钎缝间隙的变化不敏感,在0.02~0.10mm接头间隙范围内,抗拉强度降低不超过30%。此外,这种钎料的填充间隙能力极强,可以直接填满0.5mm间隙而不会产生缩孔,缺点是钎焊接头的韧度和耐蚀性比较差。三点弯曲试验接头弯曲角几乎为零,在盐雾中暴露30h,抗拉强度降低约10%;暴露60h,降低75%;而在400℃的NaCl中仅暴露4h,抗拉强度就降低50%。另钎料本身比较脆,通常只能以粉状形式使用。因此,该种钎料只能用于对接头的韧度和耐蚀性要求不高的钛钎焊场合[12]。
(7)Ag-Ga-Pd系钎料 Ag82Ga9Pd钎料是一种能填充大间隙的优良钎料,它发生流动的温度范围为900~913℃,可轧制成薄板或丝的形式使用。用其钎焊的接头在飞机高压液压系统中显示出很高的持久强度、疲劳强度、抗氧化和耐蚀性能。
(8)Ag-Cu-In系钎料 Ag50Cu25In是另一种可以在700℃及其以下温度钎焊钛合金的钎料。钎焊TC4接头的抗拉强度和抗剪强度分别为470和370MPa[12]。
9.4.1.2 钯基钎料
钯基钎料主要是为了获得具有良好高温强度的钛合金接头而开发的,目前主要有Pd-60Mn-10Co和Pd-50Ni-10Co两种。这两种钎料在钛合金表面上具有极好的润湿性和铺展能力。真空钎焊的0.1mm间隙TC4接头组织良好,无裂纹、空洞和夹杂物。对Pd-Mn-Co钎料(规范1165℃×5min),室温和800℃抗拉强度分别为682MPa和102MPa;对Pd-Ni-Co钎料(规范1260℃×5min),分别为531MPa和104MPa。
钛合金用钯基钎料还有Pd-40Au-30Cu、Pd-60Cu-10Co、Pd-60Cu-10Ni,钎焊温度为1100℃,钎焊钛合金具有高的高温强度[20]。
9.4.1.3 铝基钎料
铝基钎料非常适宜钎焊钛合金散热器、钛蜂窝和层板结构,这是因为:
1)铝基钎料钎焊温度低,远低于钛合金β转变温度,基体不会软化;对固溶时效状态钛合金,只要钎焊温度选择合适,就可以保持其性能不变,同时大大简化了钎焊夹具材料及结构的选择,提高了其使用寿命。
2)与钛基体相互作用小,无明显熔蚀和扩散,钛不易被钎料饱和而形成脆性的金属间化合物。
3)铝基钎料价格便宜,市场来源广,易于加工成箔、粉、丝、膏及包覆板等形式。
4)钎焊接头耐蚀性优于银钎料。
几种常用于钛及钛合金的铝基钎料见表9-5[11,21-30]。尽管铝基钎料具有以上优点,但对不同类型钛合金结构实施钎焊时,仍有一些问题应引起人们的高度重视。一是在较低温度时(<700℃),铝基钎料对钛合金的润湿主要是由于氧向钛基体中扩散溶解而使氧化膜从钛表面去除所致,是由扩散控制的过程,因此提高钎焊温度、延长保温时间、提高真空度或采用吸气剂以减小钎焊区的氧分压,均有利于钎料的润湿、铺展。二是在高温区域(≥700℃),钎料对钛的润湿主要取决于液相铝与钛界面区的相互反应。反应的结果一方面促进了钎料的润湿和氧化膜的快速去除(见图9-3,表9-6);另一方面会导致过量TiAl3金属间化合物的形成。这时,不仅接头的性能会降低,而且接头圆根处的毛细平衡作用被打破。接头圆根周边铝钎料最少的地方,铝与钛急剧反应而被耗尽,圆根处的钎料又不断补充参与新的反应,从而使圆根处的钎料越来越少;而其附近的金属间化合物逐渐增多,整个接头圆根被分割成二块,最初形成的接头完整性又重新遭到破坏。图9-4所示为Nesterov等人采用AД1钎料对BT20钛合金T形接头的钎焊试验结果,其中曲线1、2的纵横坐标分别为T和t,直线3、4的纵横坐标分别为1/T和lnt,5为钎料与钛基体过量反应产生的接头典型破坏形式。从图9-4可见,导致接头破坏的保温时间既与钎焊温度有关,同时也取决于钎料用量。钎焊温度越高,钎料用量越少,接头发生破坏失效的时间越短,因此用铝钎料在高于700℃时钎焊钛合金,必须选择合适的钎焊温度、保温时间和钎料用量。如用AД1钎焊BT1钛合金,低于700℃加热,金属间化合物层
表9-5 钛及钛合金钎焊用铝基钎料[11,21~30] Table 9-5 Al-base filler metals for brazing titanium and its alloys
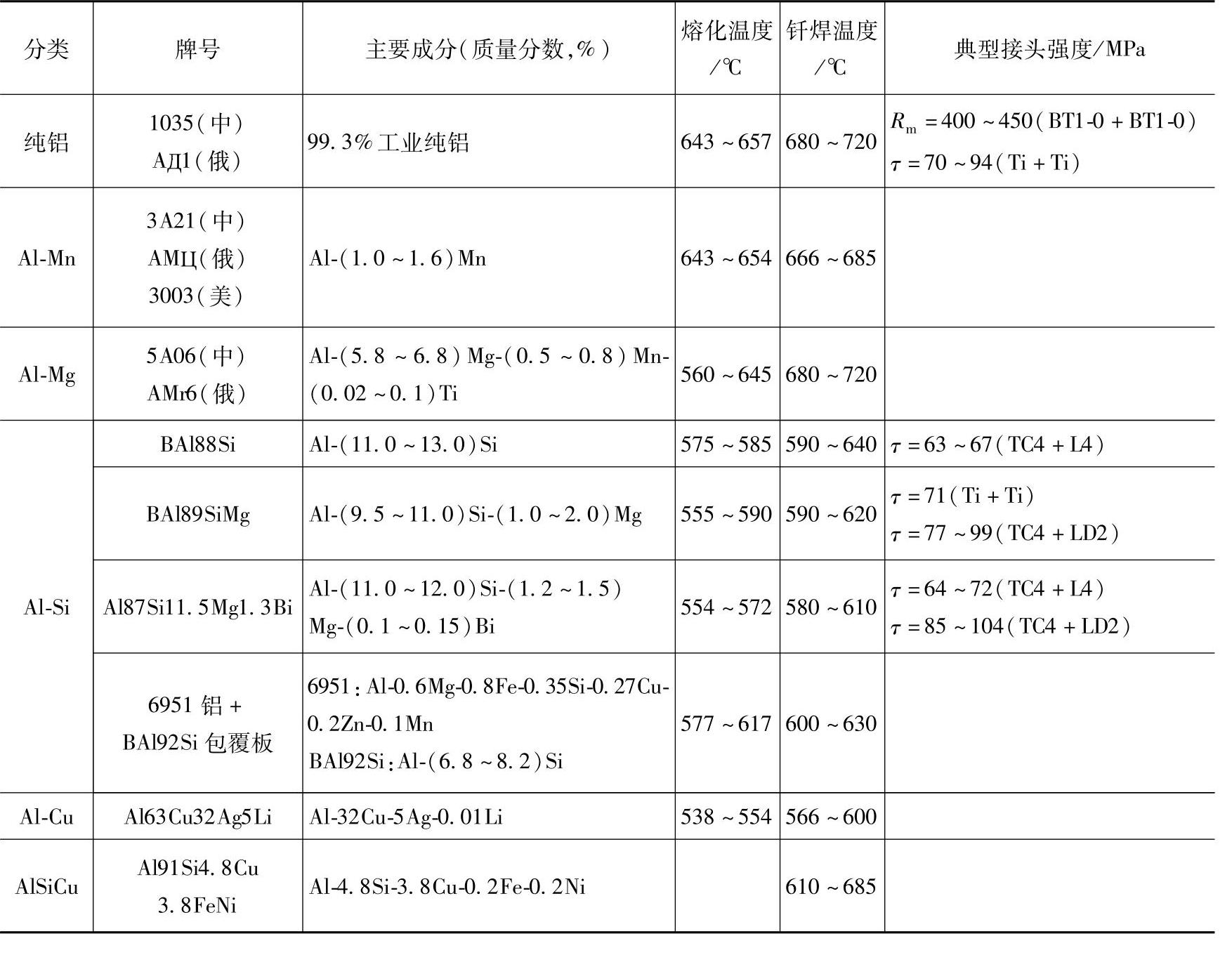
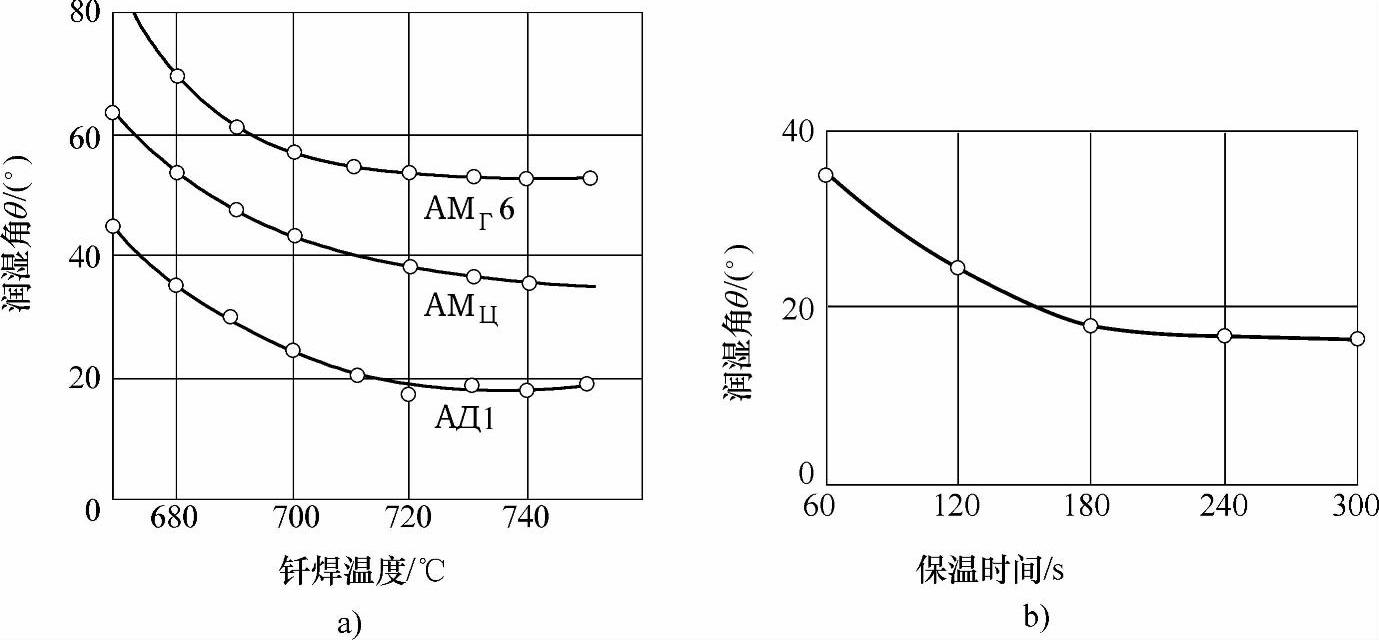
图9-3 钎焊温度和保温时间对钎料在BT20钛合金上润湿角的影响 a)钎焊温度的影响 b)保温时间的影响 Fig.9-3 Effect of heating temperature a)and holding time b)on contact wetting angle θ of BT20 by aluminium brazing alloys
生长速度缓慢,允许较长时间保温;而高于700℃,生长速率急剧增加,约为0.16~0.22μm/s,这时保温时间必须严格控制。基于此确定的一个钎焊热循环为:710~720℃/5min→680℃保温。高温短时停留促使钎料润湿基体,防止金属间化合物的过度增长;低温保温则保证了完整钎焊接头的形成[21]。另外,Elrod等人在用LF21(3003)钎焊钛蜂窝时,通过试验确定了钎焊热循环包络图(见图9-5)。钎焊时间和温度的选择只要落在所规定的三角区内,所形成的TiAl3化合物层厚度就不会超过7.6μm。这样的薄层对TC4面板的静态性能和断裂韧性无明显影响,但TC4疲劳性能降低约20%[23]。
表9-6 加热温度对钛表面氧化膜去除效果的影响Table 9-6 Effect of heating temperature on removal of oxide film
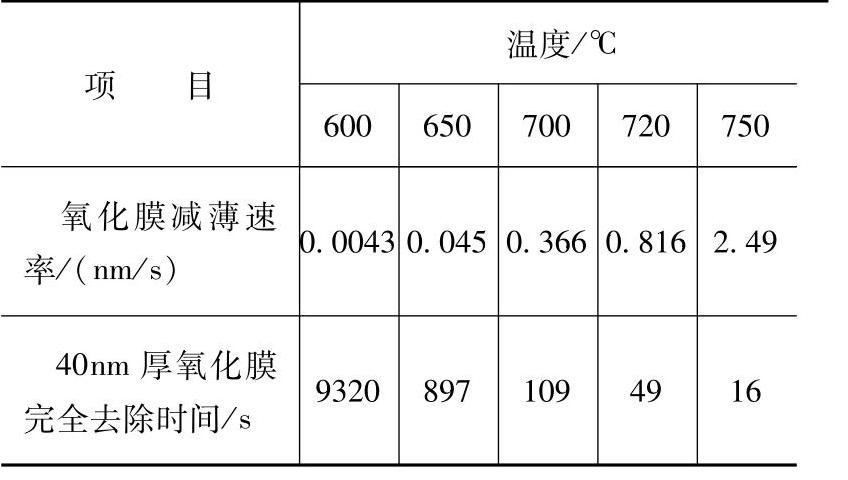
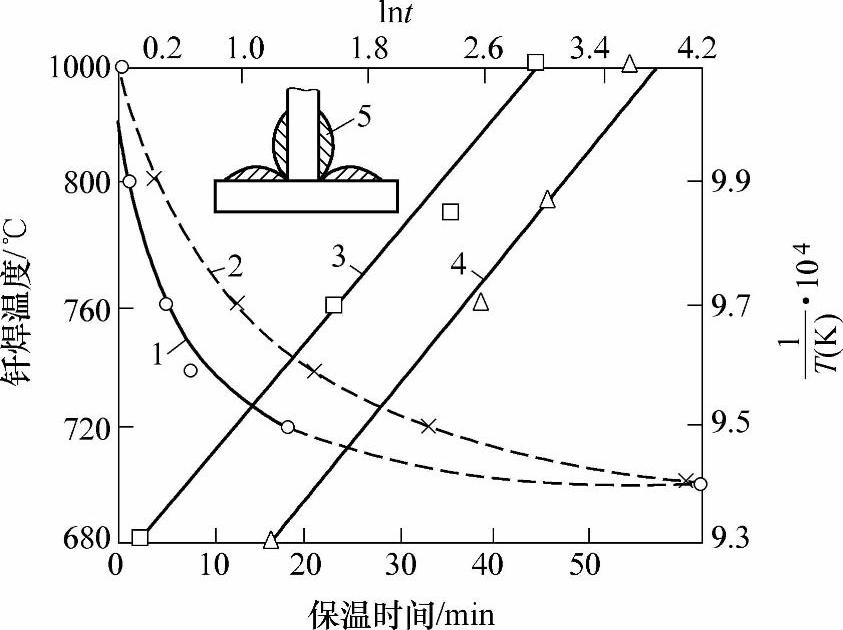
图9-4 T形钎焊接头失效保温时间与钎焊温度和钎料用量之间的关系 Fig.9-4 Relationship between holding time to failure of a T brazed joint with brazing temperature and amount of brazing alloys
注:1和3钎料厚25μm;2和4为50μm。(https://www.xing528.com)
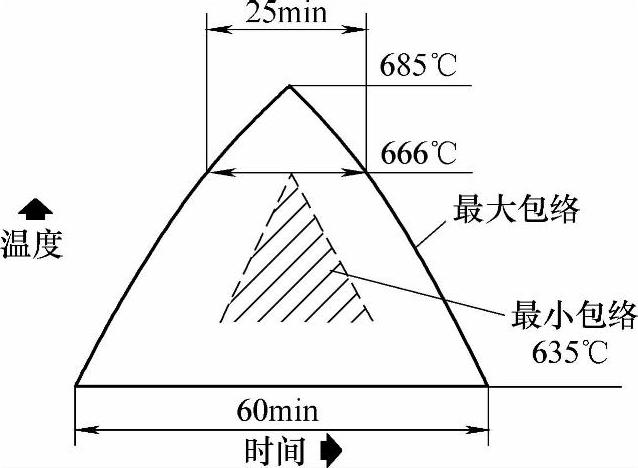
图9-5 钎焊热循环包络图 Fig.9-5 Braze cycle envelope
要注意的另一个问题是在腐蚀环境中钎焊接头的电偶腐蚀问题。从理论上讲,铝的电极电位比钛负得多[7](Ti、3003铝在流动海水中的电位分别为-0.1V和-0.79V),在腐蚀环境中,铝钎料应优先被腐蚀。但大量试验研究结果表明,事实并非如此,钛和铝表面致密而稳定的氧化膜可以有效地避免电偶腐蚀,接头耐蚀性与铝钎料本身相当[23]。
目前用于钛合金钎焊的铝基钎料主要是纯铝、Al-Mn和Al-Mg系合金。Suslov采用厚度为0.2mm的AД1、AMц、AMr6钎料,在700℃±10℃温度对BT1-0钛合金T形接头进行了真空钎焊。结果表明,AД1钎焊接头具有最好的强度和韧度,抗拉强度为400~450MPa,轴向压缩强度450~500MPa,横向压缩强度620~650MPa,与高强钢蜂窝板焊接接头的力学性能相当,并已用于钛合金多层结构和散热器的钎焊中[22]。
有时为了保证钛合金钎焊结构具有更高的强度和损伤容限,设计要求必须在保持钛合金固溶时效热处理状态性能的条件下实施钎焊,即钎焊温度应低于或稍高于基体时效处理温度,保温时间应尽可能短。显然,选择Al-Si、Al-Cu、Al-Cu-Si系铝钎料是适宜的。其中6951+BAl92Si(或BAl90Si)复合钎料板是最佳选择,用其钎焊的钛层板具有最高的接头抗剪强度、S-N疲劳强度和拉伸失效应变,并具有良好的耐应力腐蚀性能和损伤容限能力[24]。
9.4.1.4 钛基钎料
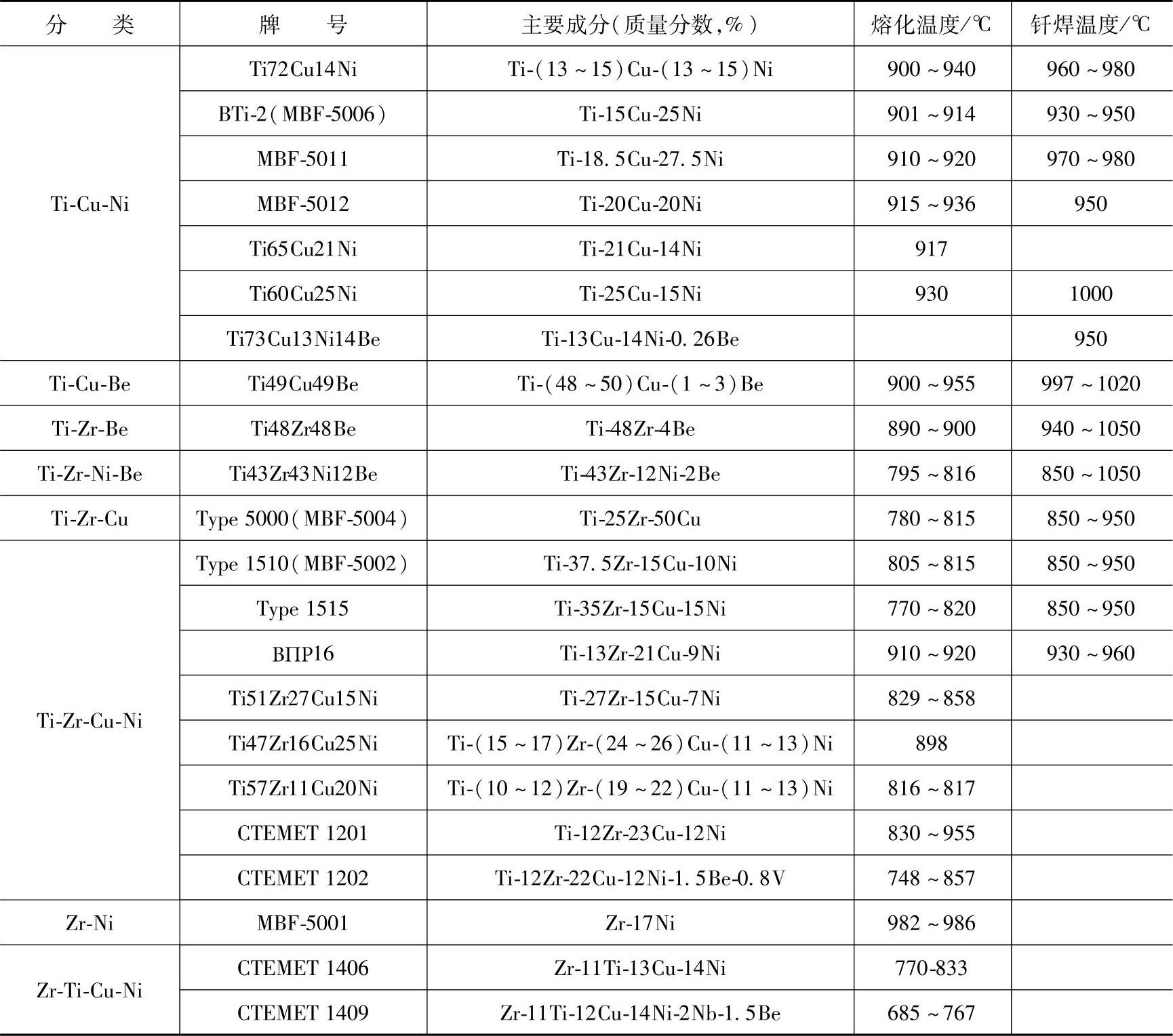
用钛合金钎焊钛很久以前就开始研究,最初一般选用与钛形成低熔共晶的Cu、Ni作为降低熔化温度的元素。但已知的Ti-Cu-Ni钎料(如Ti-15Cu-15Ni)熔点仍偏高,需在960℃以上进行钎焊,因此必须另外加入其他合金元素,以获得具有更低熔点的钛基钎料。Zr与Ti无限固溶,加入Ti中不会产生脆性相,允许加入量较多,是钛合金的主要强化元素之一。它可以在不显著降低钛合金塑性的情况下提高合金强度,同时在含50%(质量分数)Zr时,熔点出现一个极小值,比钛熔点降低100℃左右;其次,Zr在钛合金中呈中性,对α/β转变温度影响很小;另外,Zr可与Cu、Ni形成共晶,可望获得低熔点的Ti-Zr-Cu-Ni系合金。因此,Zr也是钛基钎料的主要加入元素。Be可与钛形成有限固溶体及化合物,少量加入也可使钎料熔点有所降低。其他的元素(如V、Cr、Fe、Co等)虽然也有类似作用,但效果均不如以上述几种元素好,因此近几十年来研究开发的钛基钎料均是Ti或Ti-Zr和Ni、Cu、Be组成的低熔点共晶合金,见表9-7[6,20,31-37]。
表9-7 钛及钛合金钎焊用钛基与钛锆基钎料[6,20,31-37] Table 9-7 Ti and Ti-Zr base filler metals for brazing titanium and its alloy
与银钎料、铝基钎料相比,钛基钎料钎焊接头强度更高,耐蚀性和耐热性更好,在盐雾环境、硝酸和硫酸中尤为优良。但由于这类钎料中基本上都含有与钛具有强烈作用的Cu、Ni元素,钎焊时会快速扩散到基体金属中与钛反应造成对基体的熔蚀和形成脆性的扩散层,因此不利于薄壁结构的钎焊。对此解决途径有两条:一是严格控制钎焊温度和时间,使钎料与基体金属的反应和熔蚀保持在可接受的范围之内;二是采用不含Cu、Ni的钛基钎料,如Ti48Zr48Be,该钎料不仅具有良好的流动性,而且在940℃下2~20min范围内钎焊纯钛和TA7时,对基体无明显熔蚀[32]。另外,钛基钎料本身均比较脆,加工性能差,钎料箔材制备困难。因此,最初主要以粉末状态或用胶调和成膏状使用,如将小于150目(粒径0.100mm)钎料粉与由1%~2%丙烯酸树脂和P5溶剂组成的黏合剂混合[34]。后来又发展了薄片叠层钎料[31],直到近20年来真空或惰性气体保护非晶态急冷制箔技术的进一步发展和工程化应用,才使钛基钎料的制箔问题真正得到解决。目前,市场上已有成品非晶态钛基钎料供应[35]。
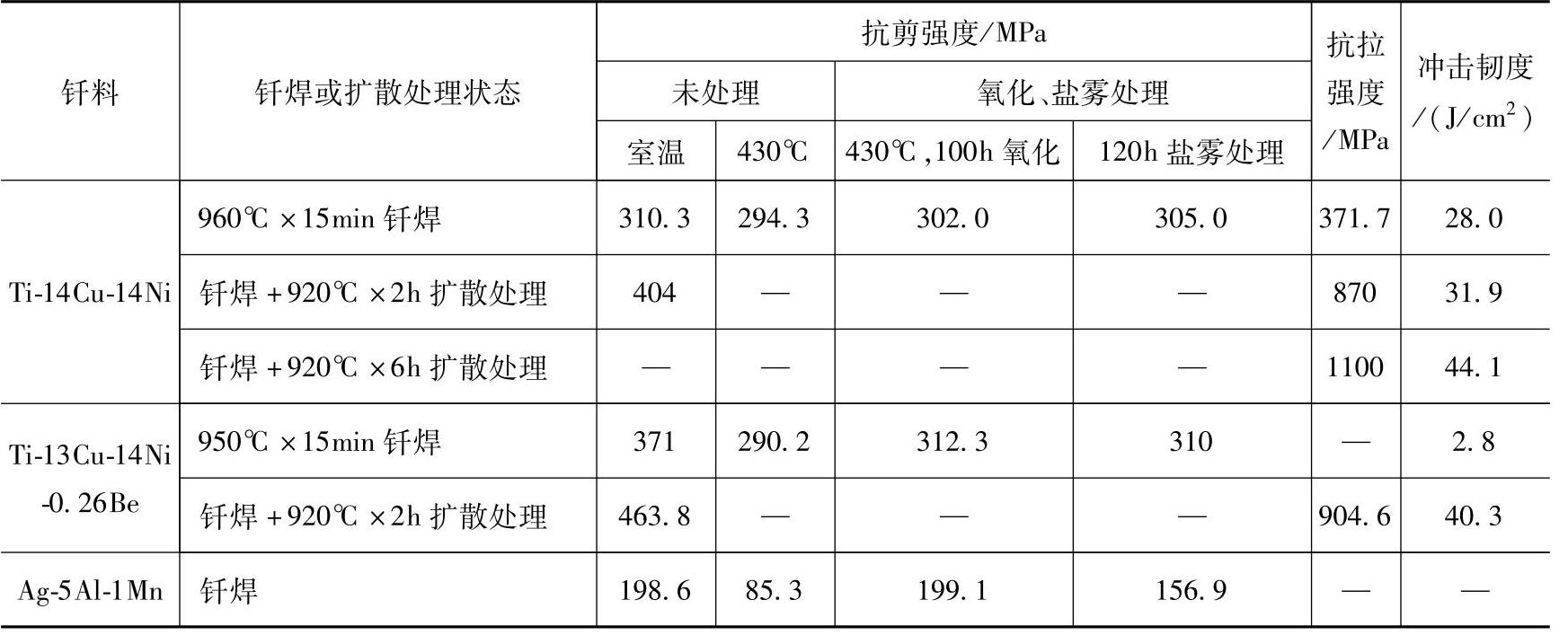
在不具备真空或惰性气体保护非晶态制备设备及条件的情况下,毫无疑问叠层钎料不失为一种简单有效的方法,尤其是在实验室研究选择新钎料时。叠层钎料的成分取决于各种金属箔材的厚度比,按照一定厚度比即可制成满足一定重量比的叠层钎料。其具体制作方法是:按计算厚度比将一定厚度(0.005~0.05mm)的纯钛箔、纯镍箔、紫铜箔或铍铜箔经表面脱脂→酸洗→水冲→丙酮清洗→烘干后,将纯镍箔、铜箔或铍铜箔夹在两块纯钛箔之间,用电容储能点焊机把叠层物点焊在一起,即构成了叠层钎料。为了使装配更为方便,还可以将上述叠层钎料放入真空度为10-3~10-2Pa的真空炉中,以840℃×10min×0.02MPa压力的规范进行一次扩散连接,使其成为具有塑性的整体箔材,这样形成的钎料将完全不受放置时间的限制。表9-8列出了采用Ti-14Cu-14Ni和Ti-13Cu-14Ni-0.26Be叠层钎料钎焊TC4的接头力学性能。为进行比较,将Ag-5Al-1Mn钎料对应的试验结果也列入表中。从表9-8可见,两种叠层钎料钎焊接头强度明显高于Ag-5Al-1Mn钎料,且具有良好的抗氧化和耐盐雾腐蚀性能,经扩散处理后的接头性能进一步得到改善,与TC4基体性能相当[31]。
表9-8 用叠层钎料钎焊TC4的接头力学性能Table 9-8 Mechanical properties of TC4 joints brazed with laminated brazing filler metals
Type 1510、1515、5000钎料是具有较低熔点的Ti-Zr-Cu、Ti-Zr-Cu-Ni系三元及四元合金钎料[35],由于这三种钎料的液相线温度低于820℃,因此使得在工业纯钛(CPTi)和TC4在低于β转变温度的钎焊很容易实现。图9-6、9-7分别所示为用Type1510钎料钎焊的CPTi和TC4接头的显微组织。可见,对CPTi,860℃钎焊时钎焊接头轮廓清楚,与基体界面明显,基体保持原始细小组织;870℃钎焊时钎缝与基体界面变得模糊不清,开始出现细小的魏氏组织;880℃钎焊的接头已基本完全由魏氏组织组成,钎缝宽度也由860℃的50μm扩展到150μm,同时伴随着基体晶粒粗化。上述现象的发生,一方面是由于钎料对基体的溶解使得钎缝中Cu、Ni元素含量有所稀释;另一方面,钎料中Cu、Ni元素向基体扩散使近缝区基体Cu、Ni含量增加,随后在冷却过程中,Cu、Ni与Ti发生共析反应,从而在钎缝及近缝区形成了类似于钢中珠光体的结构。对TC4,900℃钎焊时基体保留了其原始细小组织,钎缝由细小针状结构组织组成;而在950℃钎焊,钎缝宽度扩展,基体中初生α相比例增加;当在高于β相转变温度(1000℃)钎焊时,基体晶粒会明显粗化,接头中可以观察到细小的魏氏组织。
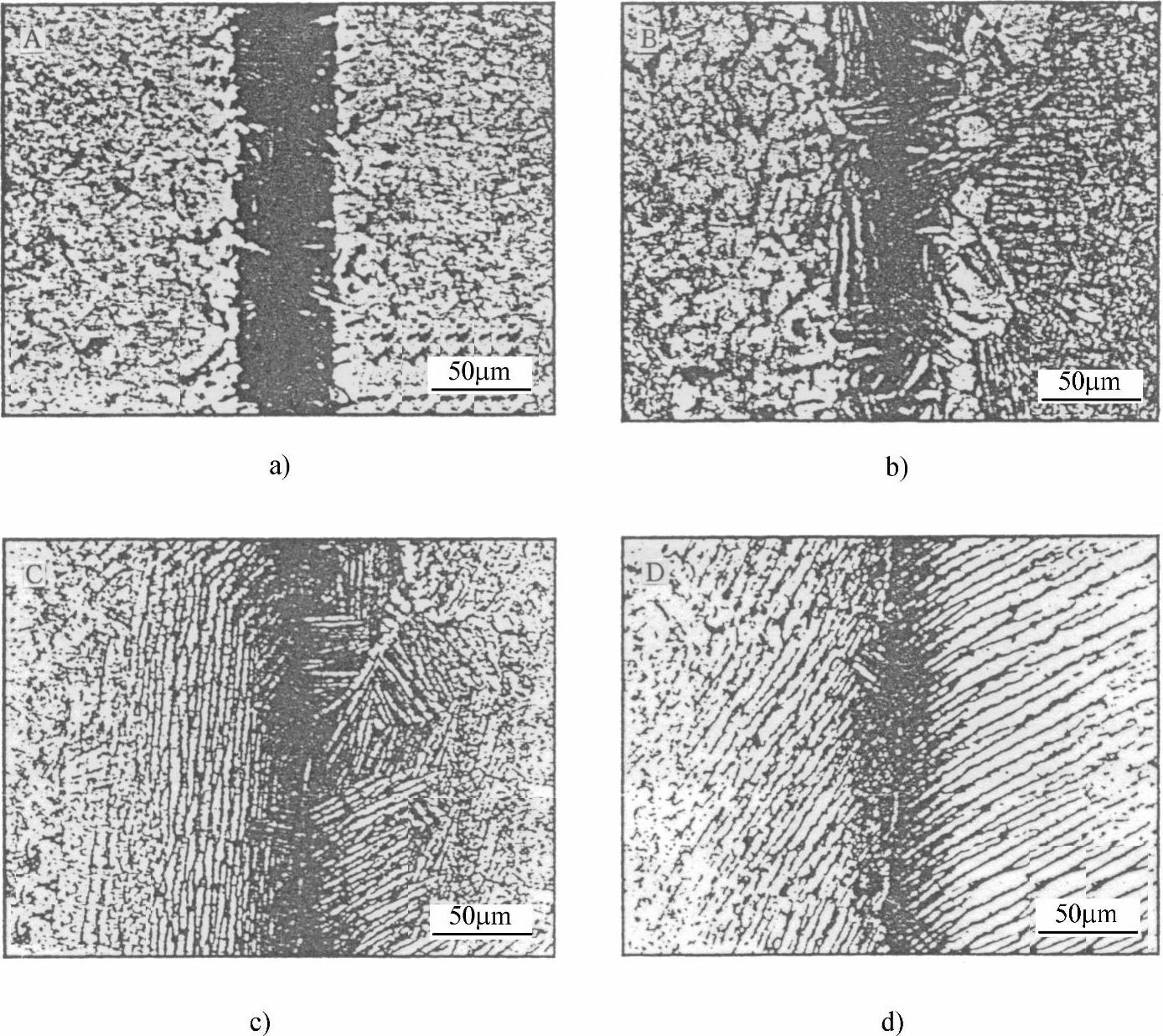
图9-6 钎焊温度与Type1510钎料钎焊CPTi接头显微组织之间的关系 a)860℃×5min b)870℃×5min c)880℃×5min d)890℃×5min Fig.9-6 Relationship between brazing temperatures and microstructures of CP Ti joints brazed with type 1510 filler metal
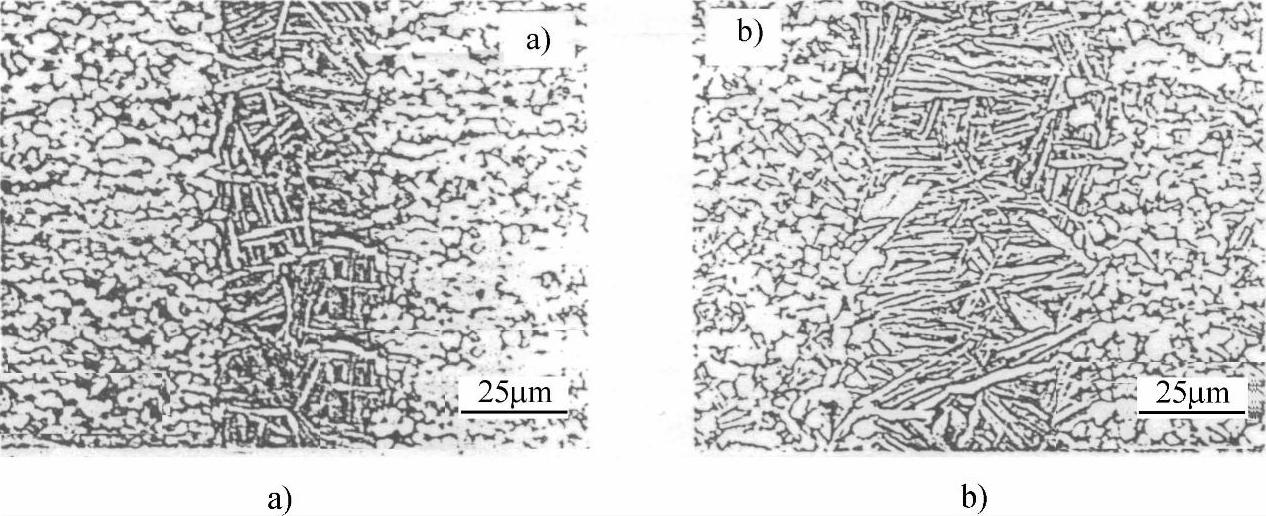
图9-7 用Type1510钎料钎焊TC4接头的显微组织 a)900℃×5min b)950℃×5min Fig.9-7 Microstructures of TC4 joints brazed with type 1510 filler metal
图9-8~图9-11分别所示为Type 1510、Type1515、Type 5000三种钎料钎焊的CPTi和TC4接头室温与高温拉伸性能试验结果。从中可见,三种钎料在900℃钎焊的CPTi接头和Type 1510、Type5000钎料在950℃钎焊的TC4接头强度和塑性均已达到了基体的水平,接头失效于基体中。继续提高钎焊温度,接头抗拉强度变化不大,但TC4接头塑性明显降低(见图9-9)。从图9-10可见,850℃钎焊时,即使保温时间延长到30min,接头拉伸性能仍低于基体。相反,900℃钎焊时,保温时间从5min增至10min,所有接头均失效于基体。另从图9-11可知,尽管900℃×5min钎焊的TC4接头室温试验时失效于钎缝与基体界面区,但200℃、400℃时的抗拉强度与基体相当;600℃时虽然接头强度降低比较多,而且失效于接头,但其断面收缩率达50%,与TC4相当。此外,Type1510钎料在900℃×10min和950℃×5min规范下钎焊的TC4接头疲劳性能也很好,在最大应力为590MPa,应力比为0.1的条件下,疲劳寿命超过107循环;而1000℃×5min钎焊接头疲劳性能比较差,在最大应力为490MPa时,只能达到1.8×106循环。接头耐蚀性能也比较好,在5%NaCl溶液中,用BAg72CuLi钎料钎焊的CPTi接头浸泡72h后就发生腐蚀;而用Ti-Zr-Cu或Ti-Zr-Cu-Ni钎料钎焊的接头,即使浸泡1000h后也未观察到腐蚀现象发生,表明这类钎料钎焊接头具有良好的耐盐雾腐蚀能力。由于Type1510液相线温度相对较低,常用于钎焊诸如蜂窝结构等精密复杂零件,文献[38]中采用该钎料钎焊的TC4面板与TA18蜂窝组件,拉断强度达到19.8MPa,破坏部位位于TA18蜂窝芯。还有研究人员[39]采用Type1510钎料对Ti53311S进行了钎焊,接头的抗拉强度达到了母材90%以上,如图9-12所示。
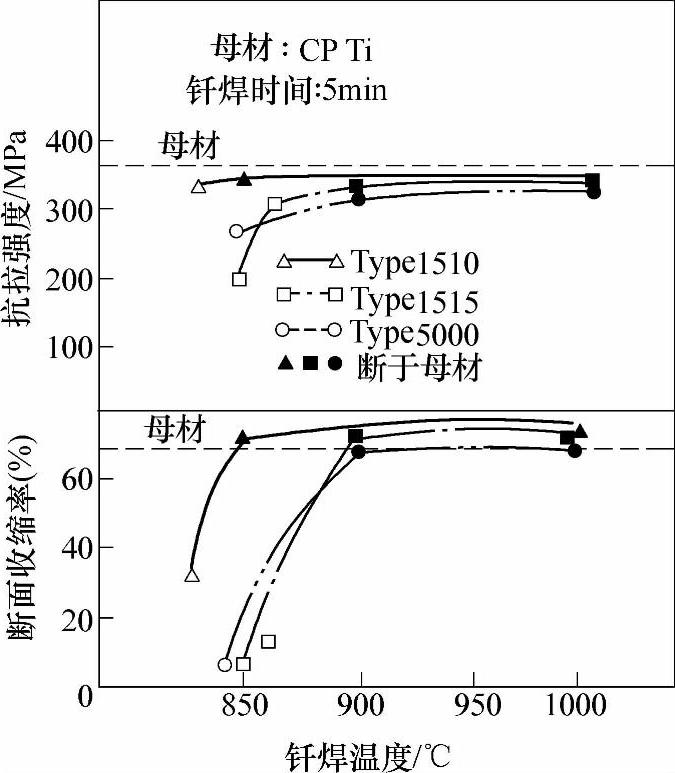
图9-8 Ti-Zr-Cu-Ni钎料钎焊的CPTi接头拉伸性能与钎焊温度的关系 Fig.9-8 Relationship between brazing temperature and tensile properties of CPTi joints brazed with Ti-Zr-Cu-Ni filler metals
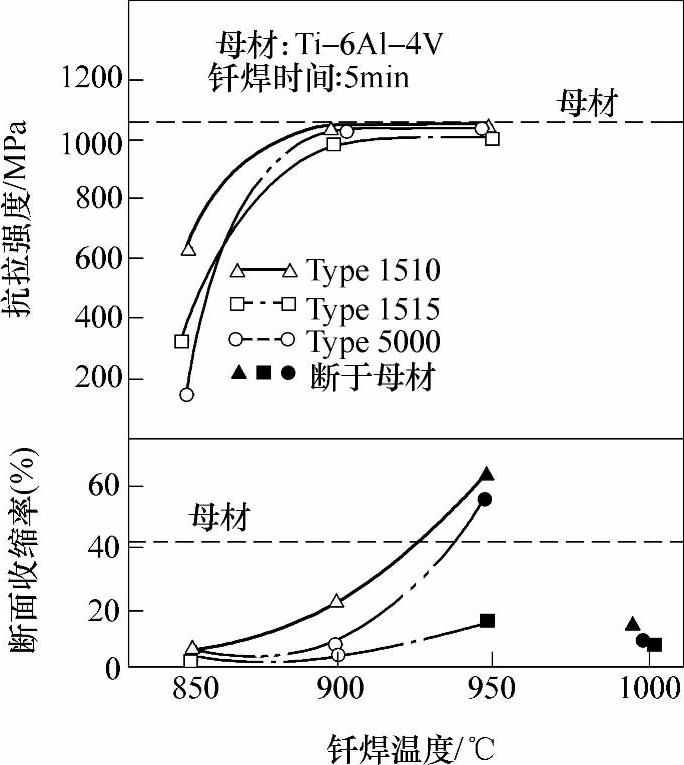
图9-9 Ti-Zr-Cu-Ni钎料钎焊TC4接头拉伸性能与钎焊温度的关系 Fig.9-9 Relationship between brazing temperature and tensile properties of TC4 joints brazed with Ti-Zr-Cu-Ni filler metals
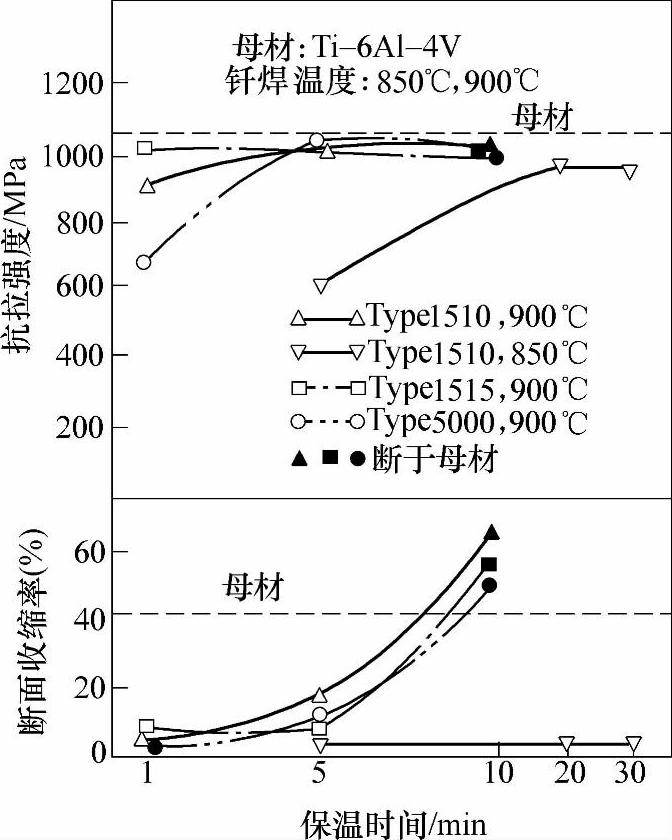
图9-10 Ti-Zr-Cu-Ni钎料钎焊TC4接头拉伸性能与保温时间的关系 Fig.9-10 Relationship between holding time and tensile properties of TC4 joints brazed with Ti-Zr-Cu-Ni filler metals
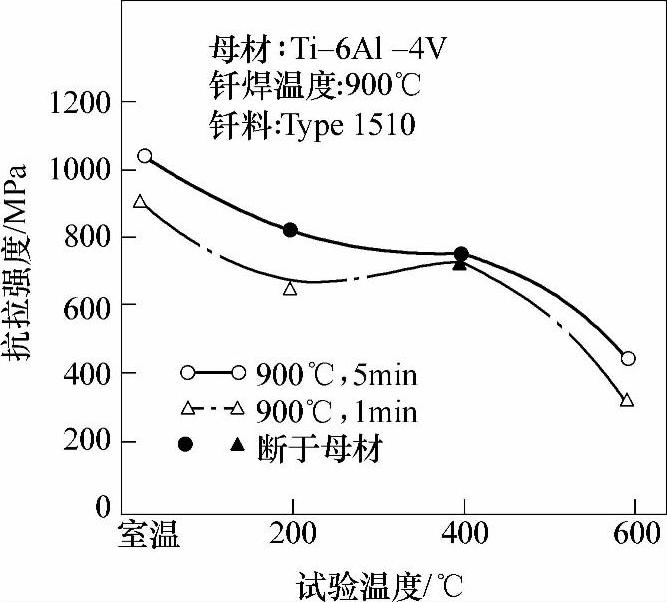
图9-11 Type 1510钎料钎焊TC4接头的高温拉伸性能 Fig.9-11 Elevated temperature tensile properties of TC4 joints brazed with Type 1510 filler metals
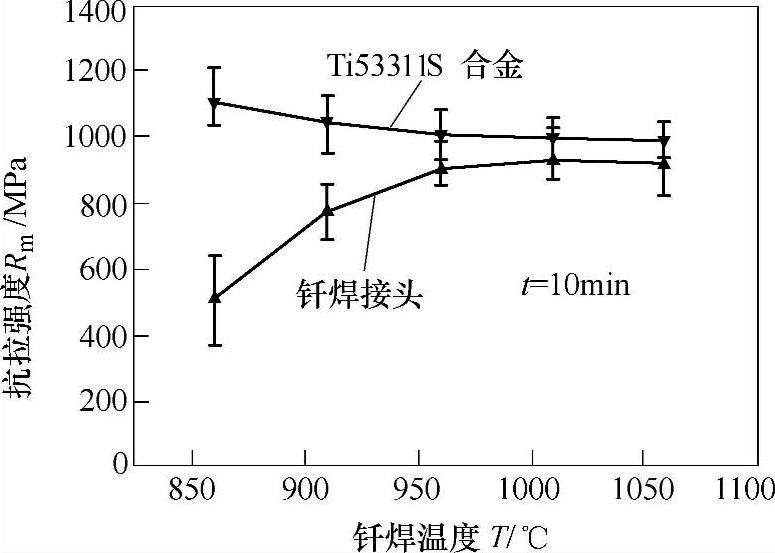
图9-12 钎焊温度对Ti53311S合金母材及接头强度的影响 Fig.9-12 Effect of brazing temperature on the tensile strength of Ti53311S base alloy and the Ti3311S joints brazed with Type1510 filler metal
参考文献[40]和[41]采用Ti-13Zr-21Cu-9Ni钎料分别对TA15、TG6等钛合金进行了钎焊连接,其中930℃×10min+930℃×60min工艺下的TA15接头在室温及550℃测试条件下的抗拉强度分别为910~975MPa和565~575MPa,接近于母材性能水平;相同钎焊工艺下的TG6接头的室温抗拉强度达到1030MPa,600℃条件下的接头抗拉强度达到630MPa,基本达到了可工程应用水平。另外,还有研究人员在Ti-13Zr-21Cu-9Ni的基础上对钎料成分进行了调整,如采用Ti-13Zr-10Cu-15Ni钎料钎焊的TC4接头950℃的抗拉强度达到387MPa,如图9-13所示[42]。采用Ti-20Zr-15Cu-15Ni对BT20进行了钎焊连接,接头抗剪强度接近250MPa[43]。以Ti-15Cu-15Ni为基,分别添加5%(质量分数,下同)、10%、15%和25%的Zr,结果发现,当钎料中Zr含量为15%时,钎料具备最佳的综合性能,对应的TC4接头抗剪强度达到298MPa[44]。随着钎料中Zr的含量进一步增加,钎料的熔点会降低,如Zr-22Ti-16Ni-8Cu[45]和Zr-13.8Ti-10Ni-22.5Be[46]等钎料均可在低于800℃进行钛合金的钎焊,低的焊接温度对缓解接头残余应力是十分有效的。
还有研究者采用钛基钎料进行了钛合金的电弧钎焊试验研究,电弧钎焊方法特别适用于钛合金铸件缺陷等的修复。参考文献[47]采用Ti-Cu-Ni和Ti-Cr-Zr钎料电弧钎焊工业纯钛TA2和Ti-6Al-4V钛合金,获得了致密完整的钎焊接头。其中,Ti-Cr-Zr钎料钎焊接头具有更高的强度;Ti-Cr-Zr钎料钎焊TA2和Ti-6Al-4V钛合金搭接接头的强度分别为575MPa和656MPa。
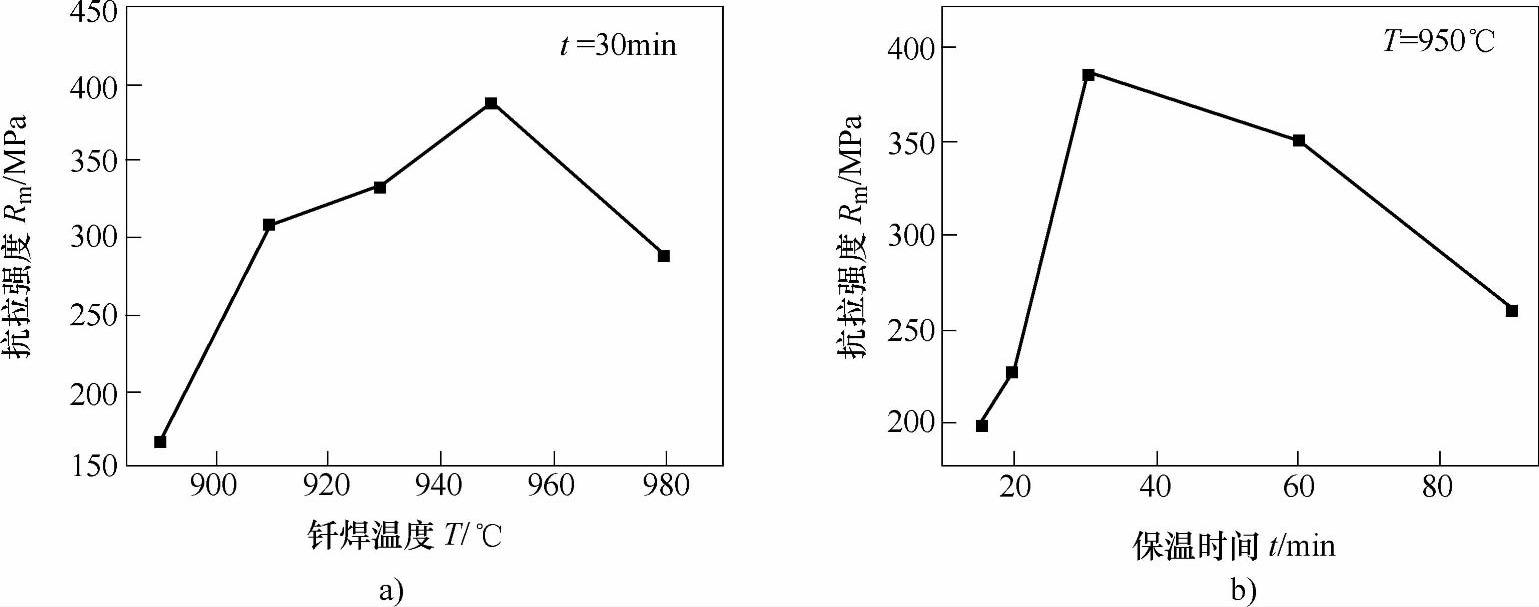
图9-13 钎焊温度和时间对Ti-13Zr-10Cu-15Ni钎料钎焊TC4接头抗拉强度的影响 a)钎焊温度对接头抗拉强度的影响 b)保温时间对接头抗拉强度的影响 Fig.9-13 Effect of brazing temperature and time on the tensile strength of TC4 joints brazed with Ti-13Zr-10Cu-15Ni filler metal
采用钛基钎料钎焊钛合金,可以获得较高的接头强度,甚至达到或接近母材强度,但钛合金钎焊接头一般均呈现明显的脆性。如何降低钛合金钎焊接头的脆性,是研究人员关注的一个问题。通过减小钎焊接头间隙和控制钎料用量,并配合施加一定的压力可减缓钛合金钎焊接头的脆性,但其适用性有限,而从钎料成分设计上降低钎焊接头脆性更有效。目前,在降低钛合金钎焊接头脆性的钎料成分设计方面已开展了一些研究工作,主要是在Ti-Zr-Cu-Ni系钎料中添加元素Co[48],或添加微量稀土元素[49]。
参考文献[48]在对ВПР16钎料的成分进行分析的基础上,设计了Ti-Zr-Cu-Ni-Co系钛基钎料TZCNC17。主要是加入少量元素Co,并适当增加Zr含量,同时还控制Cu、Ni、Co三种元素的总含量,使其明显低于ВПР16中的Cu、Ni元素含量总和。TZCNC17钎料的成分(质量分数,%)范围为Ti-(14~28)Zr-(16~25)(Cu+Ni+Co)。差热分析结果表明,TZCNC17钎料的液相线温度为923.8℃,可在930~960℃实现对钛合金的钎焊。表9-9列出了分别采用ВПР16和TZCNC17钎料钎焊TC4合金接头的冲击韧度和抗剪强度。从中可见,TZCNC17钎料钎焊TC4合金接头的冲击韧度和抗剪强度较同规范下ВПР16钎料钎焊接头分别提高56%和20%。
参考文献[49]研究了微量稀土元素对钛基钎料性能的影响,配制了2种钎料,分别为1号(Ti-34Zr-8Cu-6.3Ni-6.3Co)和2号(Ti-34Zr-8Cu-6.3Ni-6.3Co-0.1稀土)。研究结果表明,在钛基钎料中添加微量稀土元素,可在一定程度上降低钎料熔化温度(1号和2号钎料的熔化温度分别为848℃和837℃),改善钎料在钛合金上的润湿性,并提高钎焊接头的抗拉强度和冲击韧度(见表9-10)。
表9-9 不同钛基钎料钎焊TC4合金接头(960℃×10min)冲击韧度和抗剪强度[48] Table 9-9 The impact toughness and shear strength of TC4 alloy joints brazed at 960℃/10min

表9-10 不同钛基钎料钎焊TC4合金接头(890℃×60min)的力学性能[49] Table 9-10 The mechanical properties of TC4 alloy joints brazed with different Ti-base filler metals at 890℃×60min

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。