



当不要求钨、钼零件在高温条件下工作,或者钨、钼零件与熔点较低的金属(如铜、铜合金、铁、镍等)钎焊时,可以用一些常规钎料,如铜磷钎料、银钎料(见表8-13)。用这些钎料钎焊时,钎焊温度较低,不超过钨、钼的再结晶温度,不会影响母材的力学性能;用这些钎料钎焊时,可在空气中进行,但必须使用钎剂来去除钎焊过程中形成的氧化物。铜磷钎料只能用于钨、钼与铜、铜合金、银等材料的钎焊,不能用于钨、钼与钢的钎焊,因为钎料中的磷与铁会发生反应,使钎焊接头变得很脆。用银钎料可以实现钨、钼与铜、银、钢、镍、不锈钢和可伐合金等材料的连接。用铜磷钎料和银钎料时,由于钎料中的银、铜等元素与钨、钼的反应能力很弱,钎料在母材上的润湿性差,钎焊接头的强度也不高。为了提高钎料的润湿性和钎焊接头强度,钨、钼表面最好镀铜或镀镍。
表8-13 钨、钼及其合金用钎料(熔点低于1000℃)Table 8-13 Filler metals for brazing tungsten,molybdenum and their alloys(below 1000℃)

表8-13中序号1~6的钎料可以在空气中钎焊,采用适当的钎剂,如102钎剂。因钎料中含磷、锌等易挥发元素,不适宜于在保护气氛或真空中钎焊。基于同样理由,用这些钎料钎焊的零件,不适于在真空环境条件下工作。
序号7~13的钎料不含易挥发元素,钎料的熔点也比较高。为了防止空气与母材的反应,用这些钎料钎焊时,应在氢、氩气或真空下进行。氢气保护效果最好,因为氢能还原母材表面的氧化物。
序号8~10的钎料中的钯有利于钎料在钨、钼合金表面铺展。
用表8~13所述钎料钎焊钨、钼及其合金时,由于钎焊温度低于钨、钼及其合金的再结晶温度,因此不会损害母材的力学性能。
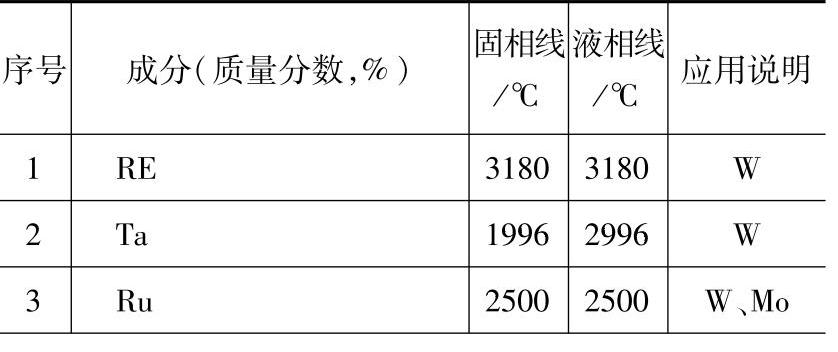
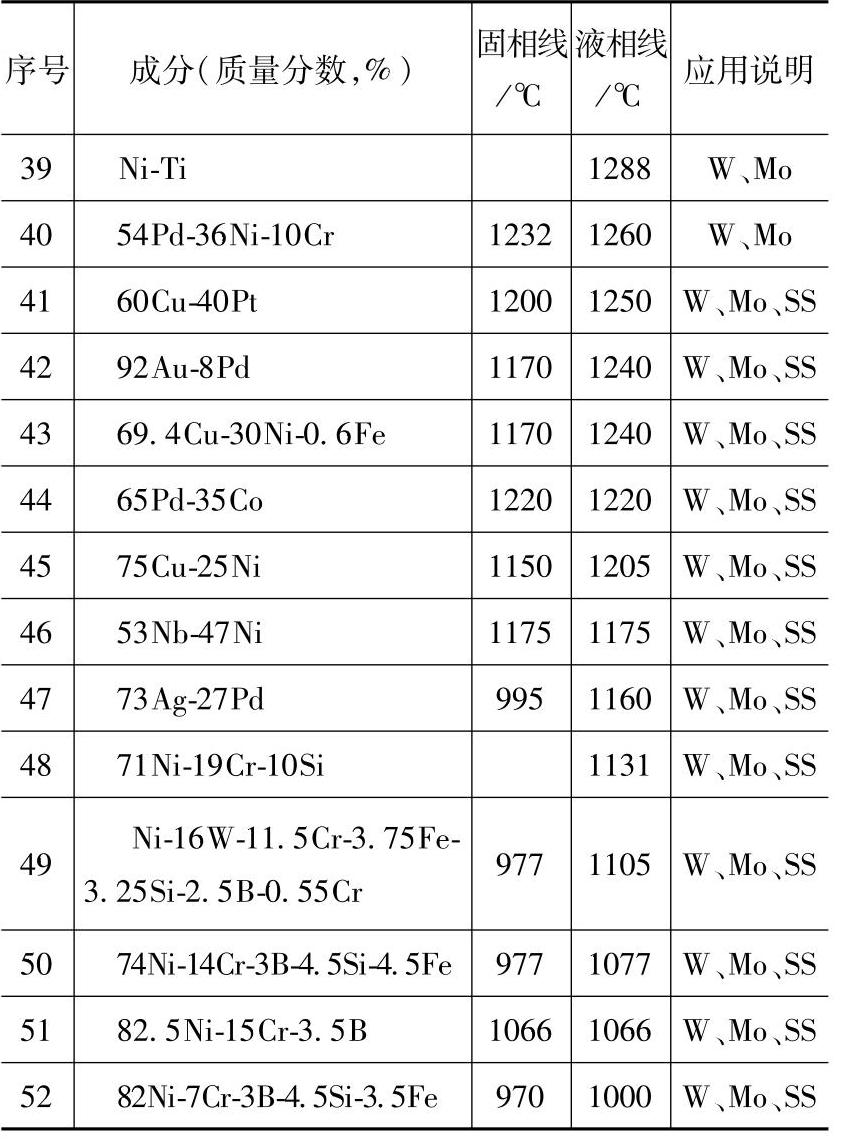
在某些应用场合,钨和钼及其合金的部件需要在高温条件下服役,因此必须用高温钎料钎焊。表8-14列出了高温钎焊钨、钼及其合金用钎料。这些钎料有的是纯金属、有的是合金,根据使用条件的不同选择相应的钎料。由于钎焊在高温下进行,为了防止氧、氮等气体对母材的不良反应,钎焊应在真空和保护气氛下进行。
高温钎焊时,必须考虑以下几点:
1)再结晶温度。纯钨的再结晶约为1100℃,纯钼的再结晶温度约为1200℃,钨合金和钼合金的再结晶温度可能有所提高。如果钎焊温度高于母材的再结晶温度,则钎焊保温时间要尽量缩短,以免母材晶粒过度长大,从而降低其塑性。如母材选用TZM(Mo-0.5Ti-0.072Zr)来代替纯钼,则由于TZM再结晶温度的提高,情况要好的得多。
2)钎料与母材的反应。高温钎焊时,钎料与母材可能发生反应,从而在晶面处形成一层连续的金属间化合物,或者发生钎料向母材晶间渗入的现象,这些现象均能使钎焊接头发脆,降低其承载能力。例如,用镍基钎料钎焊难熔金属和合金时,虽然钎料具有优良的工艺性能,但镍基钎料同钨或钼发生反应,容易产生上述现象。为了减少金属间化合物和晶间渗入的产生,应尽量降低钎焊温度,缩短钎焊保温时间和使用最少的钎料。
3)服役温度。有些难熔金属零件必须在很高温度下工作,选用的钎料应满足工作环境的要求。钎焊材料在高温下的性质较差,常常是阻碍这种连接方法应用的主要障碍。
表8-14 高温钎焊钨、钼及其合金用钎料Table 8-14 Filler metals for high temperature brazing tungsten,molybdenum and their alloys
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
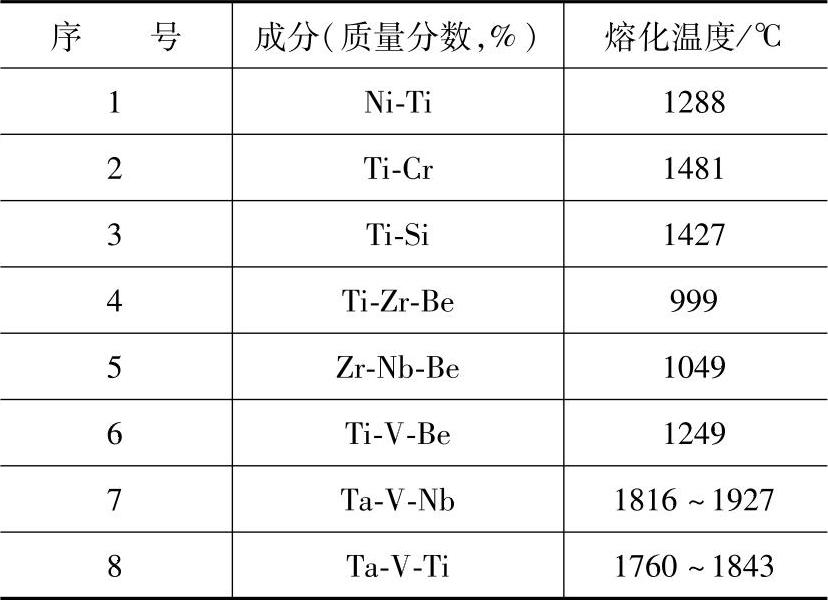
用活性钎料钎焊时,钎料具有很好工艺性能。活性钎料的成分和熔化温度见表8-15。
表8-15 活性钎料的成分和熔化温度Table 8-15 Compositions and melting temperature of active filler metals
对Mo-0.5Ti合金来说,开发了两种二元合金钎料:V-35Nb和Ti-30V。这两种钎料的钎焊温度分别为1649℃和1870℃,钎料的润湿性很好,不会同钼合金产生不良的冶金反应;钼合金向钎料的溶解小,不会产生熔蚀等缺欠。钎焊接头可满足高温工作的要求。
此外,又研究了抗碱金属腐蚀性能好的Ta-V-Nb和Ta-V-Ti钎料。这些钎料的成分、钎焊接头的抗剪强度见表8-16,母材为TZM(Mo-0.5Ti-0.07Zr)钼合金。
表8-16 Ta-V-Nb和Ta-V-Ti钎料钎焊的TZM(Mo-0.5Ti-0.07Zr)合金的接头抗剪强度Table 8-16 Joint strength of TZM(Mo-0.5Ti-0.07Zr)alloy brazed with Ta-V-Nb and Ta-V-Ti brazing alloys

用Pt-B和Ir-B钎料钎焊的钨接头可在1927℃温度下服役;用W-25Mo-5Re或W-50Mo-3Re钎料电弧钎焊的钨零件可以在2499℃的反应堆中服役。
有关钨钎焊接头高温性能的报道极少。
用Nb-2.2B钎料真空钎焊的钨接头,在1649℃下的抗剪强度为35MPa,在1371℃下的抗剪强度为55.5MPa;用Nb-20Ti钎料真空钎焊的钨接头,在上述两种试验温度下的抗剪强度降低到21MPa。Nb-20Ti钎料与Nb-2.2B钎料相比,接头抗剪强度下降的原因是Nb-20Ti钎料对钨的润湿性和流动性比Ni-2.2B钎料差。
另外一种方法是采用扩散钎焊来提高钎焊头的重熔温度,从而满足零件高温服役的条件。例如,用Ti或Ti-30V钎焊钼,Ti的熔点为1668℃,Ti-30V的熔点为1160℃。可是用钛和Ti-30V分别在1677~1760℃下扩散钎焊的钼接头的重熔温度高于2093℃。用33Zr-34Ti-33V钎料在1427℃下扩散钎焊的钼接头的重熔温度高于1760℃。由此可见,用Ti和Ti-30V钎焊扩散钎焊的钼接头的服役温度可达1649℃。
用Ti-8.5Si钎料在1330℃下钎焊钼时,具有极好的工艺性能。钎料对钼的润湿性很好,形成极好的圆角,接头无裂纹,塑性也较好。在此钎料中加入钼粉,在1480℃下钎焊,由于钼粉与钎料的扩散反应,提高了接头的重熔温度。例如,用加钼粉的Ti-8.5Si钎料在1400℃下成功地钎焊了TZM(Ti-0.5Ti-0.07Zr)钼合金;用加钼粉的Ti-25Cr-13Ni钎料在1260℃下钎焊的TZM接头,其重熔温度达到1710℃。
钎焊钨时也可采用扩散钎焊的方法来提高接头的重熔温度。例如,用Pt-4.5B钎料可在低于钨的再结晶温度下进行。若在1093℃下钎焊,再扩散处理3h,钨接头的重熔温度可达到2038℃。如果在钎料中加入钨粉,接头的重熔温度还可以提高一些。例如,在Pt-3.6B钎料中添加11%钨粉,再在上述扩散钎焊温度下进行,接头的重熔温度可升高到2171℃。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。