



大间隙钎焊的主要困难是间隙无毛细作用,熔融钎料不能停留在间隙内,无法填充钎焊间隙。为了克服此困难,必须采用一种黏度很大的特殊钎焊材料来填充接头的大间隙。在常规钎料中,结晶间隔大的钎料的黏度较大,但也不能填充太大的间隙。为达到黏度大的要求,大间隙钎焊材料由两部分组成:一部分是熔点较低的合金粉末,称为低熔点组分,即通常所用的常规钎料;另一部分是熔点高的金属或合金粉末,称为高熔点组分,它在钎焊温度下不熔化。将它们混合均匀,就成为大间隙钎焊材料。钎焊时将大间隙钎焊材料结实地填满需要钎焊的间隙。在钎焊加热过程中,混合物中的两种合金粉末发生烧结,并且同被连接的零件烧结起来。当达到钎焊温度后,钎焊材料中的低熔点组分熔化,润湿母材,并同高熔点组分形成黏度很大的黏滞物,停留在间隙中,把零件连接起来。
为了取得稳定的和良好的钎焊效果,必须重视以下几项问题:
1)大间隙钎焊材料的选择与使用。
2)钎焊接头的设计。
3)钎焊规范参数的控制。
1.大间隙钎焊材料的选择与使用
表7-17列出了一些大间隙钎焊材料[20,21]。1号钎焊材料由质量分数为60%的BNi71CrSi和质量分数为40%的镍粉组成。在钎焊温度下BNi71CrSi钎料熔化,镍粉不熔化,因而BNi71CrSi钎料的流动性降低,变成黏滞态,填充了大间隙。但是这种钎焊材料的钎焊温度太高(1260℃),超过大多数合金的奥氏体晶粒长大温度,并接近某些高温合金的固相线,使它的应用范围受到限制。为了降低钎焊温度,提出了另一种含少量硼和硅的NSB合金作为高熔点组分来代替镍粉,此合金的固相线下降到1082℃,但由于硅和硼的含量较低,液相线仍达1260℃,因而使合金在1150~1205℃温度范围内只发生少量的熔化。使用NSB粉可改善钎焊材料的工艺性能,因为在钎焊温度下,NSB粉末作为高熔点组分来代替镍粉末表面形成的局部液相有助于BNi71CrSi钎料完全润湿高熔点组分的质点。使用2号钎焊材料可使钎焊温度下降到1160~1190℃,这使母材晶粒长大的危险性大大减小。3号和4号钎焊材料是BNi73CrFeSiB(C)钎料同镍粉或镍铬合金粉的混合物,它们的钎焊温度达1180~1200℃。5号钎焊材料用NSB粉末代替了镍粉,钎焊温度也下降了50℃左右。高熔点组分除了镍粉、镍铬粉、NSB粉外,也可使用各种高温合金粉末,使接头获得更好的高温性能。
大间隙钎焊材料的使用方式与通常的毛细钎焊不同。由于大间隙钎焊材料的黏度很大,并且接头间隙不起毛细作用,如果将钎焊材料安置在接头的开口处就不能填满大间隙接头。因此,大间隙钎焊材料必须放在接头间隙内并捣实,并且钎焊材料的数量应包括形成钎缝圆角所需的在内。钎焊材料先同黏结剂混合成胶状物体,然后用手工方式或加压枪将钎焊材料安置在大间隙内。为了防止钎焊材料中的低熔点组分流出接头,必须用小刷子把阻流剂涂在接头周围。钎料不能润湿阻流剂,阻止了液态钎料流出接头间隙,从而保证了在钎焊温度下大间隙钎焊材料中液相同固相的合适的比例。
表7-17 一些大间隙钎焊材料Table 7-17 Some wide-gap brazing filler metals
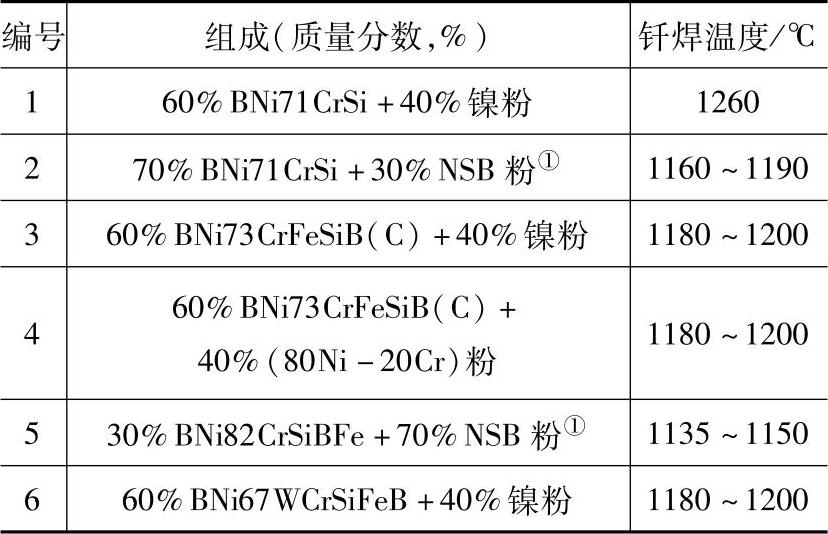
① NSB粉成分为Ni-1.5~2.5Si-0.5~1B,熔化温度1082~1260℃。
2.接头设计
大间隙钎焊接头最好设计成T形接头,以便安置钎焊材料。如果采用搭接接头,搭接长度不应超过6mm。搭接长度过大,难于将钎焊材料置于接头间隙内。接头间隙应在0.5~1.5mm范围内,间隙太小也不利于安置钎焊材料。(https://www.xing528.com)
3.钎焊热循环
钎焊热循环也是相当重要的参数。大间隙钎焊时,大间隙钎焊材料中的粉末状材料的表面积与容积的比值很大。当低熔点组分熔化后迅速同高熔点组分粉末合金化,此反应比毛细钎焊时熔融钎料与母材的合金化反应要快得多,因而改变了低熔点组分的成分,并使其熔化温度提高,最终必须提高钎焊温度,或者形成由局部不熔化钎料组成的多孔接头。因此加热速度不能慢,尤其在通过低熔点组分的固相线到液相线这一温度区间时的加热速度一定要快。一般来说,从低熔点组分的固相线以下约50℃开始直到钎焊温度的这一温度区间,加热速度不应小于10℃/min。对冷却速度的要求不高,只要不出现过大的热应力而使接头开裂即可。
混合粉末法的缺点是:
1)低熔点组分和高熔点组分粉末在加热过程中就可能发生反应。当低熔点组分开始熔化后,反应加剧,其结果使低熔点组分的熔点提高,所以钎焊温度必须在比钎料熔化温度高得多的温度下进行,对有些母材来说,这样高的加热温度是不容许的。
2)钎焊材料不可能完全塞满接头间隙,因为粉末与粉末之间必定存在空隙,也就是说接头间隙在填塞钎料时有一定的空隙率;另外,液态钎料在凝固时也会发生收缩,虽然部分空隙可由接头外圆角处的多余钎料来填补,但由于其流动性差,无法完全填补,接头内的缩孔往往是无法避免的。图7-26所示为用质量分数为60%的BNi74CrFeSiB和质量分数为40%的不锈钢混合粉末钎焊的不锈钢大间隙钎焊接头。从图7-26中可以看出,在接头中明显地出现缩孔[8]177。
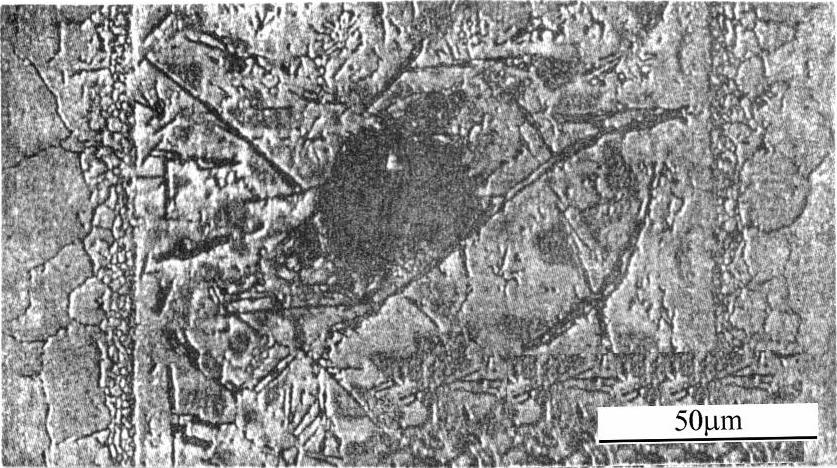
图7-26 用60%BNi74CrFeSiB和40%不锈钢混合粉钎焊的不锈钢大间隙钎焊接头 Fig.7-26 Wide-gap joint of stainless steel brazed with 60%BNi74CrFeSiB and 40% stainless steel mixed powder
3)如前所述,用镍基钎料钎焊时,接头组织与间隙值密切有关,当实际间隙大于最大钎焊间隙时钎缝中将出现脆性相。大间隙钎焊时接头的局部间隙也就是高熔点粉末之间的距离。由于混合粉末中掺杂钎料,高熔点粉末之间的距离不可能太小,加上又有空隙,高熔点粉末之间的距离将超过最大钎焊间隙,因此在接头内极易形成脆性化合物相,如图7-26所示。
4)在接头外部形成一个由烧结的高熔点组分组成的多孔骨架,外观很差。
为了克服上述缺点,最根本的办法是提高混合粉末填塞间隙时的密度。为此,提出了将混合粉末烧结成复合钎料片,再将复合片放在接头内[22];或者将混合粉末用超静压法(HIP)制成复合钎料片,然后填放在接头内[23]。由于采用了超静压压制法,复合钎料内粉末之间几乎无空隙存在,大间隙钎焊材料的密度大大提高。曾用BNi71CrSi和80Ni-20Cr的混合粉末经超静压压制成复合钎料片于氩气保护下高频钎焊大间隙接头,钎焊规范为1250℃×10min。接头中的缩孔已完全消失,并由于钎料与80Ni-20Cr粉末的扩散和溶解作用,接头内的金属间化合物相也不再存在,取而代之的是新的Ni-Cr-Si固溶体相。接头的力学性能明显改善,其抗拉强度达到520~600MPa,基本上与不锈钢母材等强度。
烧结复合钎料或超静压复合钎料片只能用于形状简单并且规则的接头,使用场合有限。对于复杂形状的接头必须采用其他的办法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。