



火焰钎焊钢时可使用铜锌钎料,其成分和熔化温度见表5-6[15]。锌能降低铜的熔点(见图5-10)。铜锌钎料因含锌量高,必须防止钎焊时过热,否则会因锌的大量挥发将在接头中形成气孔,破坏钎缝的致密性;此外,锌蒸气有毒,对人健康不利。为了减少锌的挥发,可在铜锌钎料中加入少量的硅。钎焊时钎料中的硅氧化,同钎剂中的硼酸盐形成低熔点的硅酸盐浮在液态钎料表面上,减少了锌的挥发(见图5-11)[14]。但是硅能显著降低锌在铜中的溶解度,促使生成β相,使钎料变脆;另外,含硅量高会形成过量的氧化硅,不易去除,故含硅量以低于0.5%(质量分数)为宜。此外,在铜锌钎料中加锡可提高钎料的铺展性;但是锡同样能降低锌在铜中的溶解度,故w(Sn)不宜超过1%。铁和锰均可提高钎缝强度。因此BCu58ZnFe-Sn(Si)(Mn)钎料的工艺性比常规的铜锌合金好,容易获得致密性好、强度高的钎焊接头。
表5-6 铜锌钎料的成分和熔化温度(摘自GB/T 6418—2008)Table 5-6 Chemical compositions and properties of copper-zinc filler metals
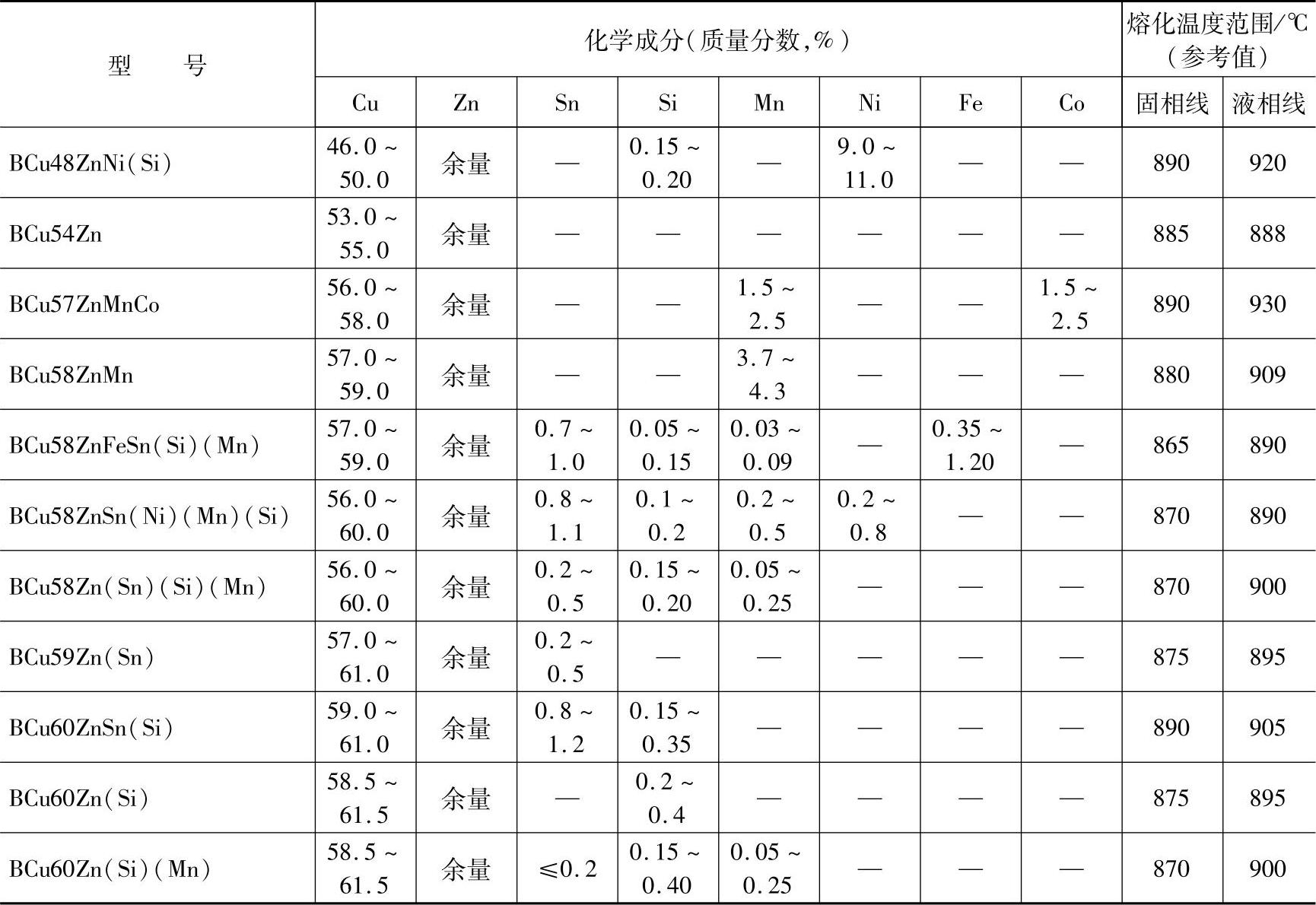
注:表中钎料最大杂质含量(质量分数):Al:0.01%,As:0.01%,Bi:0.01%,Cd:0.010%,Fe:0.25%,
Pb:0.025%,Sb:0.01%;最大杂质总量(Fe除外)0.2%。
BCu54Zn钎料的熔点低,钎焊操作容易。但从图5-10可以看出,该钎料组织中出现大量的β′相,β′相脆,故该钎料只用于不重要的钎焊接头。
BCu48ZnNi(Si)钎料含10%(质量分数)的Ni。Ni可提高铜锌钎料的塑性,还能改善钎料在硬质合金上的润湿性,特别适用于钎焊硬质合金,也可用于钢、镍和镍基合金等对耐腐蚀性有较高要求的钎焊接头。
BCu60Zn(Si)是铜锌钎料中最简单的一种,钎料中的Si可防止Zn的挥发,但钎料的湿润性较差。
BCu59Zn(Sn)钎料含锡,提高了钎料的湿润性;但钎料不含硅,不能防止钎焊时Zn的挥发,容易在钎焊过程中冒白烟。BCu60Zn(Si)和BCu59Zn(Sn)钎料在生产中应用较少。
BCu60ZnSn(Si)钎料中的Sn和Si,既防止钎焊过程中Zn的挥发,又提高了钎料的湿润性,是生产中应用很广的铜锌钎料。
BCu58ZnMn钎料中的锰可改善钎料在硬质合金上的润湿性,适用于硬质合金的钎焊。
BCu60Zn(Si)(Mn)钎料中Si的作用已如上所述,钎料中少量的Mn可提高钎缝硬度和强度。
BCu58Zn(Sn)(Si)(Mn)与BCu60Zn(Si)(Mn)钎料相似,又添加了少量的Sn,钎料的润湿性进一步提高。钎料工艺性能优于BCu60Zn(Si)(Mn)。
BCu58ZnFeSn(Si)(Mn)钎料中的Sn和Si的作用已如上所述,Mn和Fe可提高钎缝的硬度和强度。该钎料用于对钎料工艺性能和对钎缝强度要求较高的场合。
BCu58ZnSn(Ni)(Mn)(Si)钎料中的Sn、Si、Mn的作用已如上所述,Ni的作用可改善焊缝的韧性,用于对钎焊接头韧性要求较高的场合。(https://www.xing528.com)
BCu57ZnMnCo钎料含Mn和Co,对提高钎料在硬质合金上的润湿性和对硬质合金连接强度有利,特别适用于钎焊硬质合金,钎焊接头性能优于BCu58ZnMn钎料。
BCu60Zn(Si)、BCu59Zn(Sn)、BCu60ZnSn(Si)、BCu60Zn(Si)(Mn)、BCu58Zn(Sn)(Si)(Mn)、BCu58ZnFeSn(Si)(Mn)和BCu58ZnSn(Ni)(Mn)(Si)钎料用于钎焊钢、铜、不锈钢等。适用于火焰钎焊、感应钎焊等加热速度快的钎焊方法。
用铜锌钎料火焰钎焊低碳钢时必须使用钎剂,以去除钎焊加热中形成的氧化物。可采用以下钎剂:FB301钎剂,其成分(质量分数)为:Na2B4O7>95%;FB302钎剂,其成分(质量分数)为:75%H3BO3和25%Na2B4O7;或17.5%硼酸,77.5%硼砂,5%AlPO4。近年来,开始使用气体钎剂[16]。它是一种硼有机化合物,其主要成分(质量分数)是含66%~75%硼酸甲醇[(CH3)3BO3],25%~34%甲醇(CH3OH)的混合液。这种混合液近似于恒沸物质,在100kPa压力下,其沸点为54℃左右,很容易挥发,并在钎焊时能保证蒸馏分离物质成分不变。当乙炔通过盛有这种饱和蒸气的容器时,把蒸气带入焊炬,与氧混合燃烧后发生下列反应:
2(CH)3BO3+9O2→B2O3+6CO2+9H2O在焰内形成的硼酐蒸气B2O3凝聚到工件和钎料上,起钎剂作用,钎焊后留下极少的残渣。
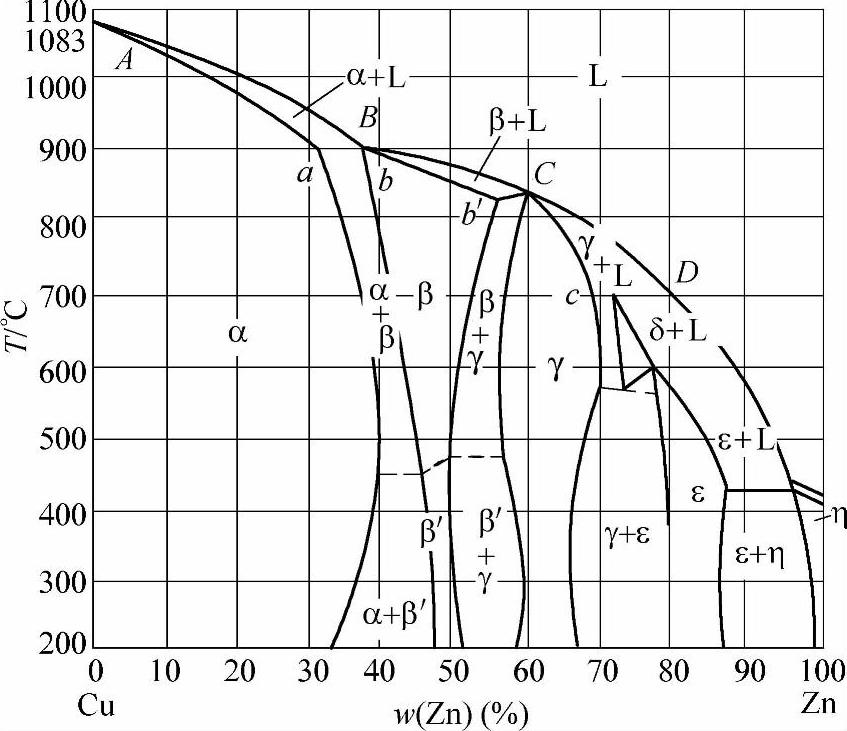
图5-10 Cu-Zn相图 Fig.5-10 Cu-Zn phase diagram
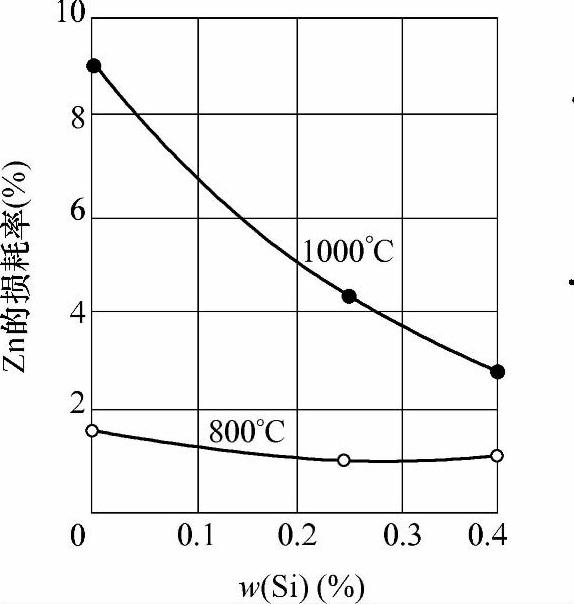
图5-11 锌的损耗与铜锌钎料含硅量的关系 Fig.5-11 Variation in lose of zinc with silicon content in copper-zinc filler metal
火焰钎焊后的钎剂残渣应清除。虽然硼砂或硼砂、硼酸混合物钎剂残渣不吸潮,对接头的腐蚀性不大;但不去除钎剂残渣无法对钎焊接头量进行检验,对钎焊后的加工,如喷漆、电镀等也会造成困难。这种玻璃状残渣很难去除。比较有效的方法是用喷砂等机械方法,或者将焊好的工件在热态下放入水中急冷,在应力作用下使钎剂裂开而去除,但可能引起焊件变形。建议可用以下的化学清洗方法一试:
1)在质量分数为10%硫酸氢钠或硫酸氢钾(20℃,1~1.5h;或40~45℃,10~20min;或70~80℃,10min)溶液中浸泡。
2)在0.3~0.5g/L重铬酸钾溶液中煮沸5~6h。
3)在500g/L NaOH,200~250g/L NaNO3水溶液(140℃,1~2h)浸泡。
4)在质量分数10%H2SO4,200g/L铬酐水溶液中(20℃,10~15min)浸泡[17]。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。