



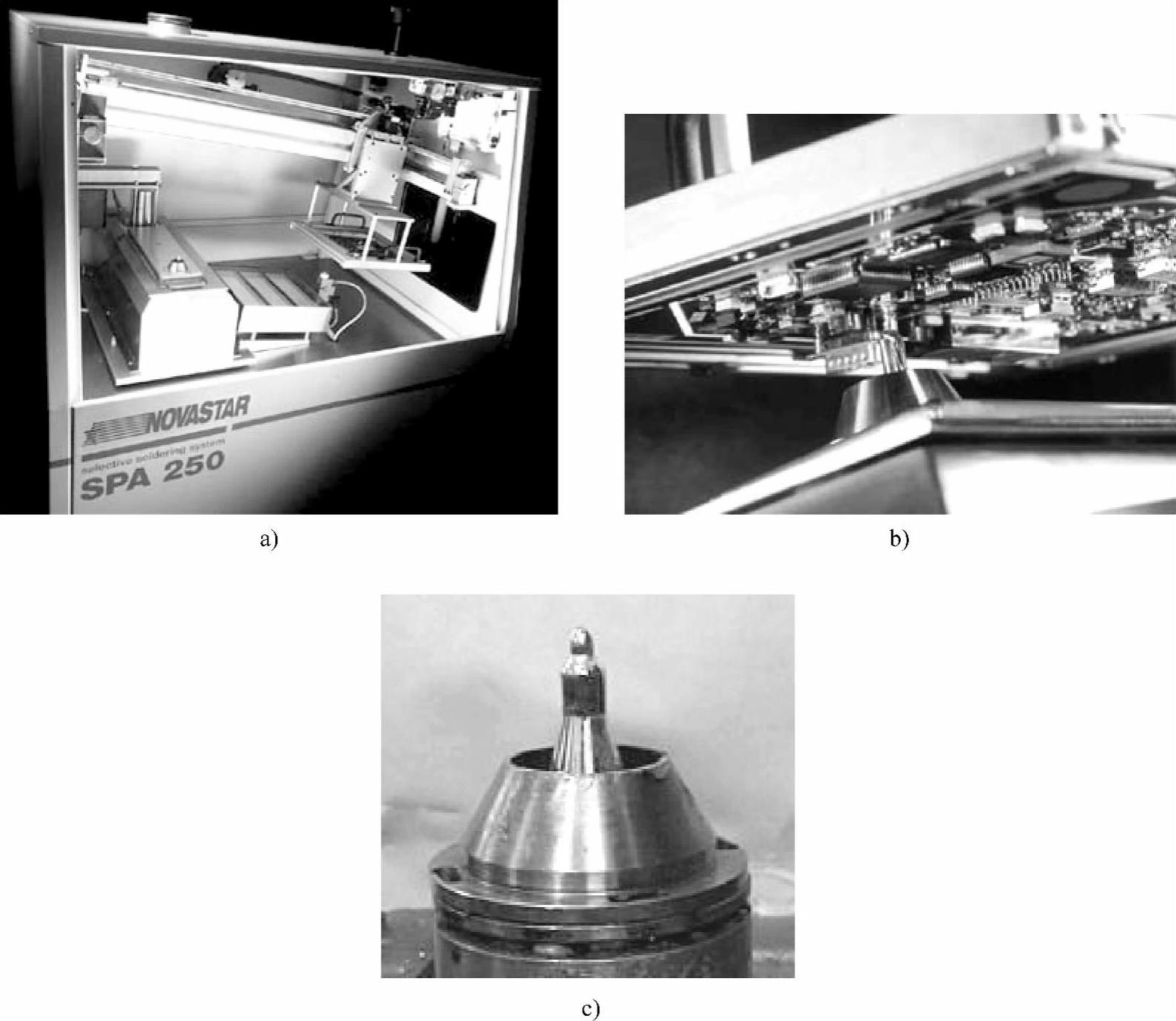
选择性焊接是焊接过程中,喷头固定,不断喷出液态钎料波峰,PCB待焊接面通过机械手带动沿各个方向运动,将待焊接部位输送到钎料波峰处,进行焊接。在焊接前也必须预先涂敷软钎剂。选择性焊接机的结构、工作时的情况及喷嘴形状如图4-37所示。
选择性焊接与波峰焊接的最大的差别在于:波峰焊接中,PCB的底面完全浸入流动的钎料中,且软钎剂也喷涂到PCB全部底面,是整面焊接;而选择性焊接则仅对某些特定的区域进行焊接,软钎剂也仅涂敷在PCB下部的待焊接部位,是局部焊接。由于PCB本身就是一种不良的热传导介质,因此选择性焊接时,锡波不会加热熔化邻近元器件和PCB区域的焊点。
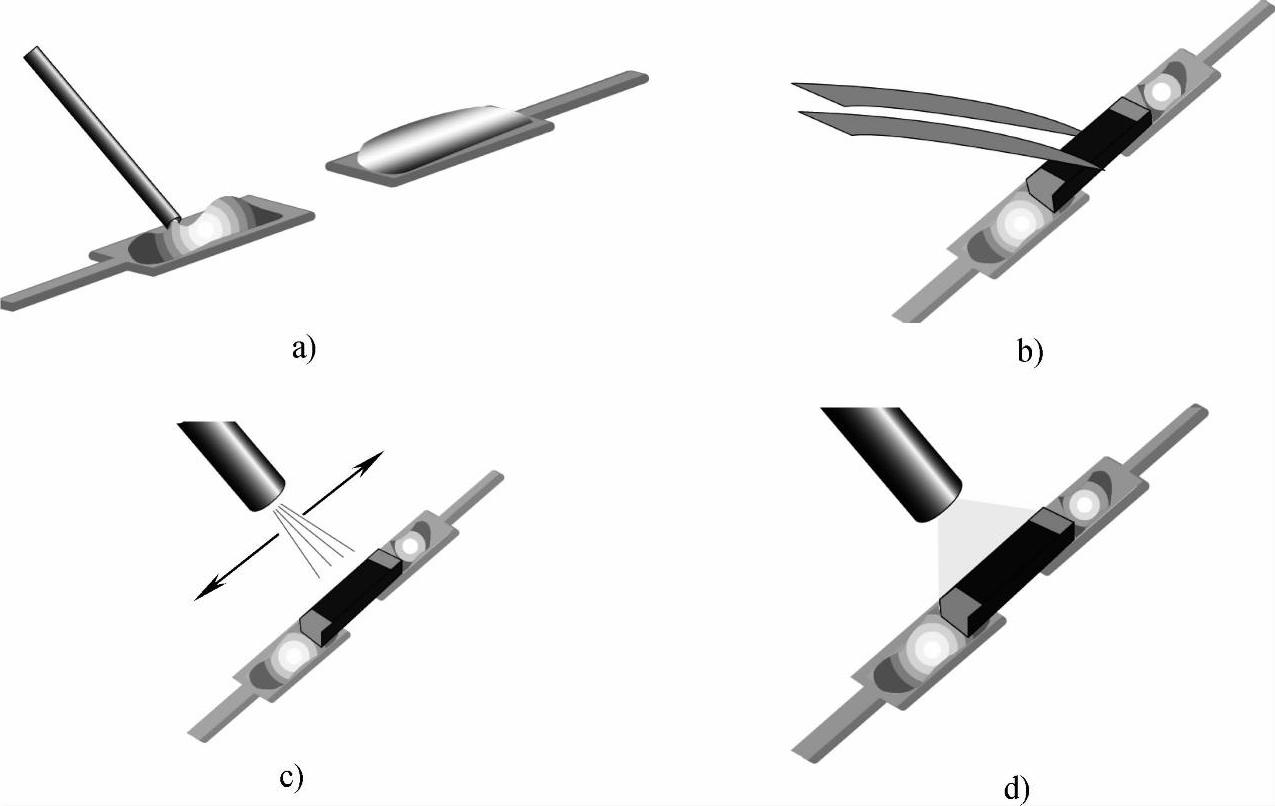
图4-35 滴涂钎料膏返修片式元件 a)滴涂钎料膏 b)贴放元件 c)预吹干钎料膏 d)熔化钎料 Fig.4-35 Dispersing solder paste to rework chip components
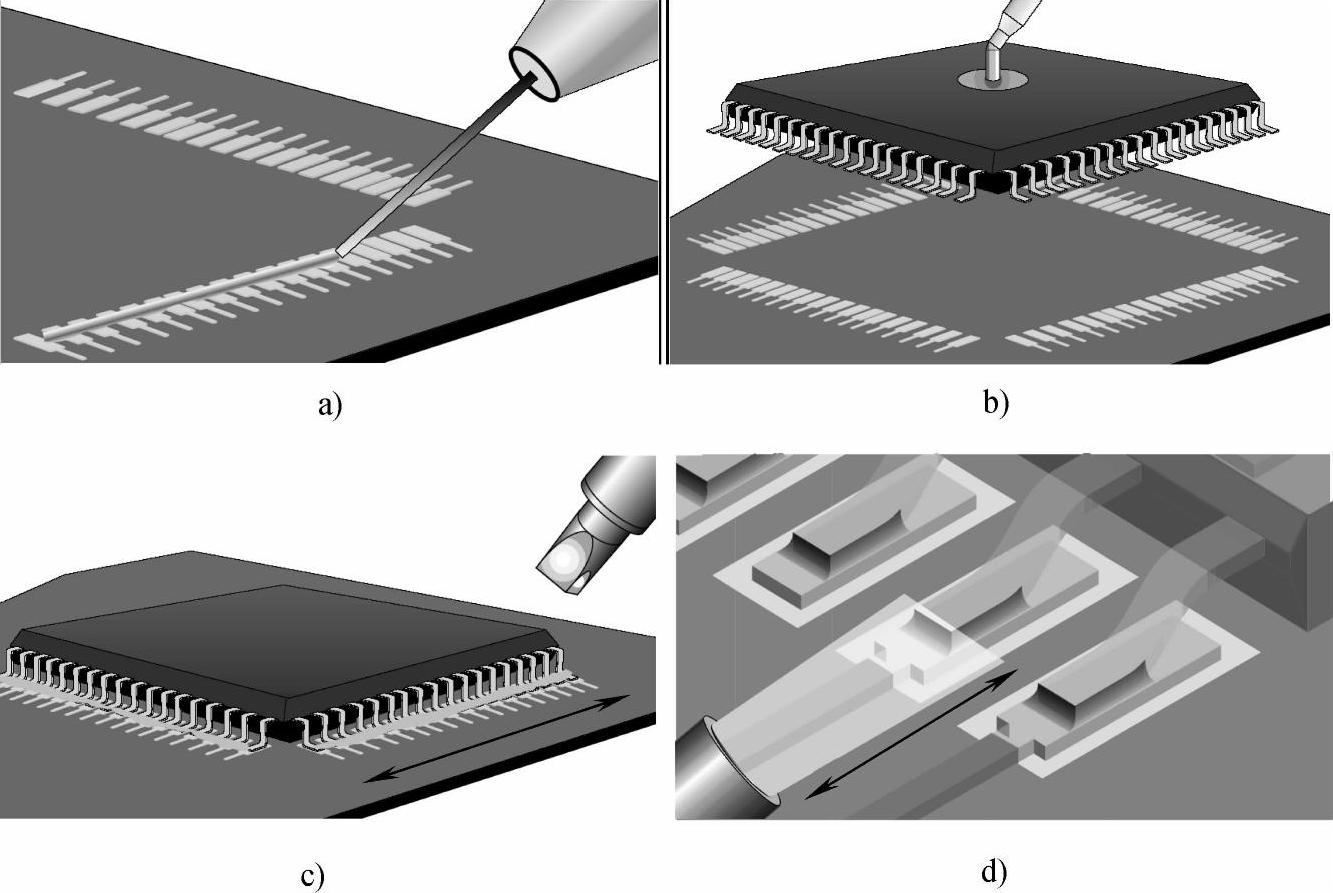
图4-36 滴涂钎料膏返修QFP器件 a)滴涂钎料膏 b)贴放QFP c)预吹干钎料膏 d)熔化钎料 Fig.4-36 Dispersion of solder paste to rework QFP
 (https://www.xing528.com)
(https://www.xing528.com)
图4-37 选择性焊接机 a)选择性焊接机的结构 b)焊接时的情况 c)喷嘴 Fig.4-37 Selective soldering system
选择性焊接包含有两种类型:喷焊和浸入焊。喷焊是通过PCB下固定的单一喷嘴来完成。利用喷焊可实现单个点或引脚等微小区域的焊接,通过控制PCB的移动速度以及PCB与喷嘴间的夹角(通常在10°左右)来优化焊接的质量。而浸入焊接则是将PCB上待焊区域浸入一专用的喷嘴盘中,从而一次实现多个焊点的焊接。由于不同PCB上焊点的分布不同,浸入焊接要对不同的PCB制作专用的喷嘴盘。
典型的选择性焊接的工艺流程为:软钎剂喷涂→PCB预热→浸入焊和喷焊。某些情况下,预热这一步骤可以省略,有时只需喷焊即可完成。
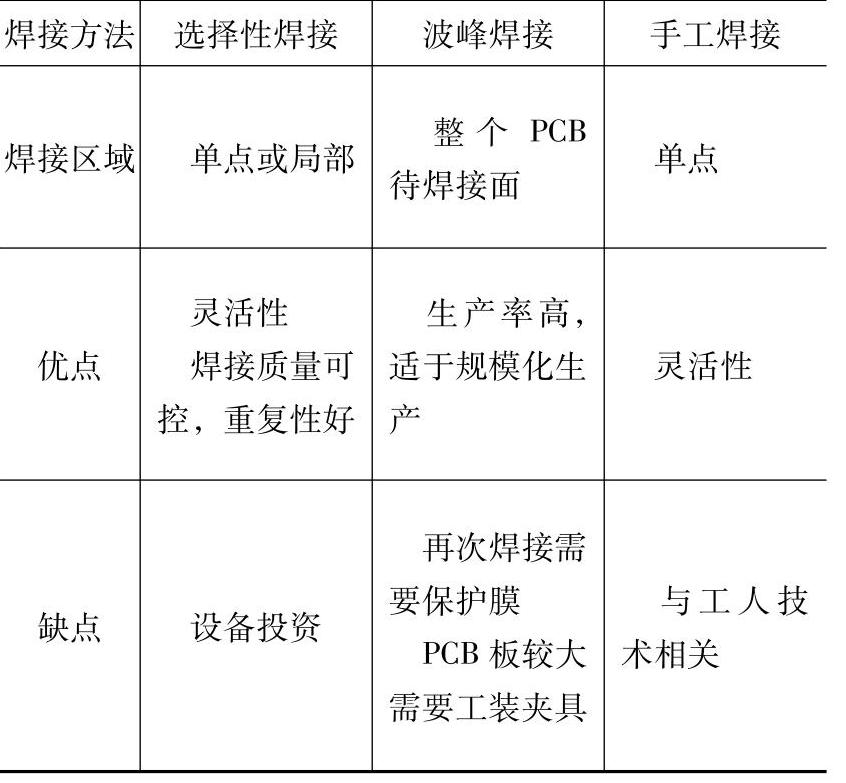
与波峰焊相比,选择性焊接在劳动力成本、能源消耗等方面占有较大的成本优势。与手工焊相比,选择性焊接的最大优势在于焊接质量的极大提高。三种焊接方式的比较见表4-31。
表4-31 三种焊接方式的比较Table 4-31 Comparision of three soldering modes
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。