



软钎焊性是指材料易于采用钎料进行软钎焊连接的能力。对于那些易于实现软钎焊连接的材料,我们称之为软钎焊性优良的材料。反之,则认为其软钎焊性不佳。在电子行业中,软钎焊性也称之为“可焊性”。但这种叫法易与常规焊接中的“焊接性”(Weldability)相混淆。
软钎焊性的优劣,在很大程度上取决于母材—钎料体系的润湿状态。一般来说,如果钎料对母材的润湿性能良好,则软钎焊性通常也比较好。所以,可以用润湿情况来评价。
钎料对母材润湿是形成优良焊点的基本前提。润湿的程度可以用钎料在母材上的接触角来表示。润湿程度的大小可大致分为润湿良好、部分润湿和不润湿等几种情况。
润湿良好是指在焊接面上留下一层均匀、连续、光滑、无裂痕、附着好的钎料,此时接触角明显小于30°。部分润湿是指金属表面一些地方被钎料润湿,另一些地方表现为不润湿,此时接触角在30°~90°之间。不润湿是指钎料在焊接面上不能有效铺展,甚至在外力作用下钎料仍可去除。一般地,接触角小于90°时,认为焊点是合格的;大于90°时,则认为焊点不合格(见图4-5)。
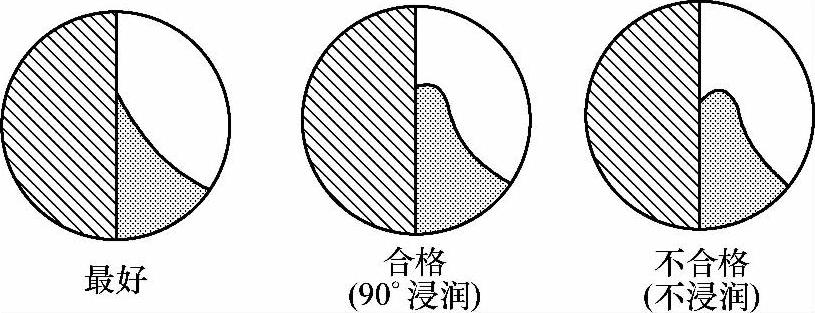
图4-5 合格和不合格焊点的接触角 Fig.4-5 Contact angles of the good and failed soldered joints
电子部件钎焊时,母材表面的氧化物在加热过程中被钎剂去除。加热不仅使钎剂活化,而且使钎料的表面张力减小,使润湿作用增强。如果母材与钎料之间没有良好的润湿作用,将导致不润湿或反润湿。图4-6所示为引脚良好润湿时焊点形态示意图。此时,接触角小于90°,并且在焊盘上会留下均匀光滑的钎料层。(https://www.xing528.com)
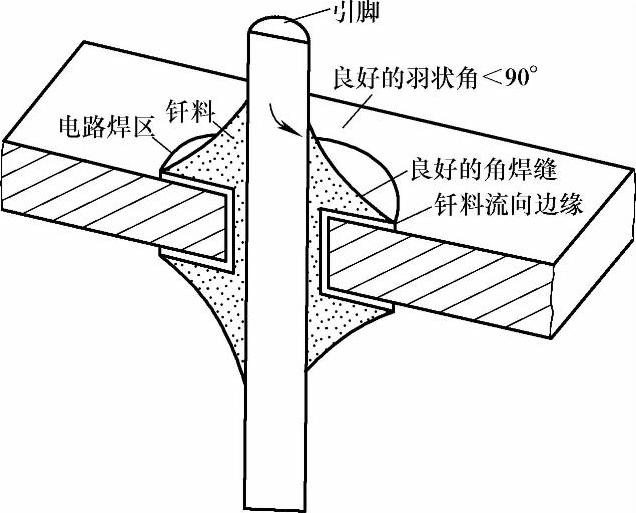
图4-6 引脚良好润湿时焊点形态示意图 Fig.4-6 Scheme of a joint in good wetting state
造成焊点润湿不良的原因有以下两方面:一是由于母材表面的氧化物未被钎剂去除干净,使得钎料难以在这种表面上铺展,从而导致接触角大于90°;另一原因是钎料本已良好润湿母材,但由于工艺不当(如加热时间过长或温度过高等),使得母材表面易于被钎料润湿的金属镀层完全溶解到液态钎料中,并裸露出不易被钎料润湿的基体金属表面,或是由于钎料与母材相互作用,形成了连续的不易被钎料润湿的化合物相。一旦出现这类情形,已铺展开的液态钎料就会回缩,使其表面积趋于最小,使接触角增大,最终形成所谓的反润湿(或称为润湿回缩)焊点(见图4-7)。
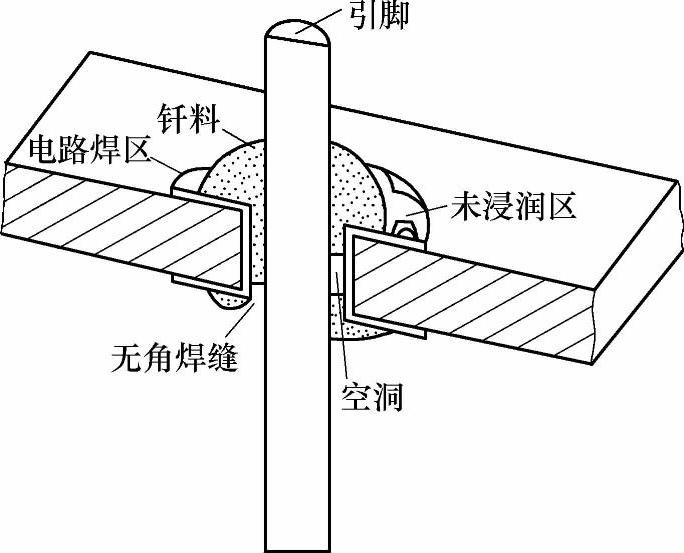
图4-7 反润湿示意图 `Fig.4-7 Scheme of dewetting
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。