



铜磷钎料由于工艺性能好,价格低,在钎焊铜及铜合金方面得到广泛的应用。
磷在铜中起两种作用:根据Cu-P合金相图(见图3-61)[2]341,磷能显著降低铜的熔点。当w(P)为8.4%时,铜与磷形成熔化温度为714℃的低熔共晶,其组织由Cu+Cu3P组成,Cu3P为脆性相;随着铜的含磷量增加,Cu3P相增多,超过共晶成分的铜磷合金由于太脆而无实用价值。Cu3P相给铜磷钎料带来脆性,它的韧性比银基钎料差得多,只能在热态下挤压或轧制。磷的另一种功能是在空气中钎焊铜时起自钎剂作用。

图3-61 Cu-P合金相图 Fig.3-61 Phase diagram of Cu-P alloys
为了进一步降低铜磷合金的熔化温度和改进其韧度,可加银。Cu-P-Ag三元系合金形成一低熔共晶(见图3-62),其成分为w(Ag)=17.9%,w(Cu)=30.4%和w(Cu3P)=51.7%,w(P)=7.2%,三元共晶点为646℃[17]。该成分合金很脆,只能作为用铜磷钎料钎焊的工件补钎用。
Cu-P-Ag三元合金力学性能如图3-63和图3-64所示。图3-63表明,85Cu-5P-15Ag合金具有最好的抗剪强度。铜磷银合金的脆性随着Cu3P相的增加而急剧提高(见图3-64)。根据这些数据,可以优化能兼顾熔化温度和力学性能要求的铜磷银钎料。

图3-62 Cu-Cu3P-Ag三元系的液相线 Fig.3-62 The liquidus of Cu-Cu3P-Ag ternary alloy system

图3-63 Cu-Cu3P-Ag合金抗剪强度与成分的关系 Fig.3-63 Relationship of shear strength to compositions for Cu-Cu3P-Ag alloy
为了节约银,可在铜磷钎料中加锡,以达到降低熔化温度的目的。图3-65表明[24],在Cu-6P合金中加入w(Sn)=1%的Sn,其液相线明显下降;含锡量继续增加,液相线基本上以直线下降。当含锡量增加到6%时,液相线降低到677℃。Cu-7P和Cu-8P合金具有相同的特性,但比Cu-6P合金的熔化温度更低一些。

图3-64 Cu-Cu3P-Ag合金韧度与成分的关系 Fig.3-64 Relationship of ductility to compositions for Cu-Cu3P-Ag alloy

图3-65 锡对铜磷合金液相线的影响 Fig.3-65 Effect of tin additive on liquidus of Cu-P alloys
锡对铜磷合金力学性能的影响如图3-66所示。锡可以提高Cu-6P合金的强度,但当w(Sn)超过1%后,抗拉强度的变化是很小的;锡也可改善Cu-6P合金的延性,加w(Sn)=1%的Sn时,合金伸长率最好,加锡量继续增加,伸长率又趋下降。w(Sn)=4%的Cu-6P合金的伸长率与Cu-6P合金相当,但Cu-6P-4Sn合金的液相线已比Cu-6P下降了一百多度。
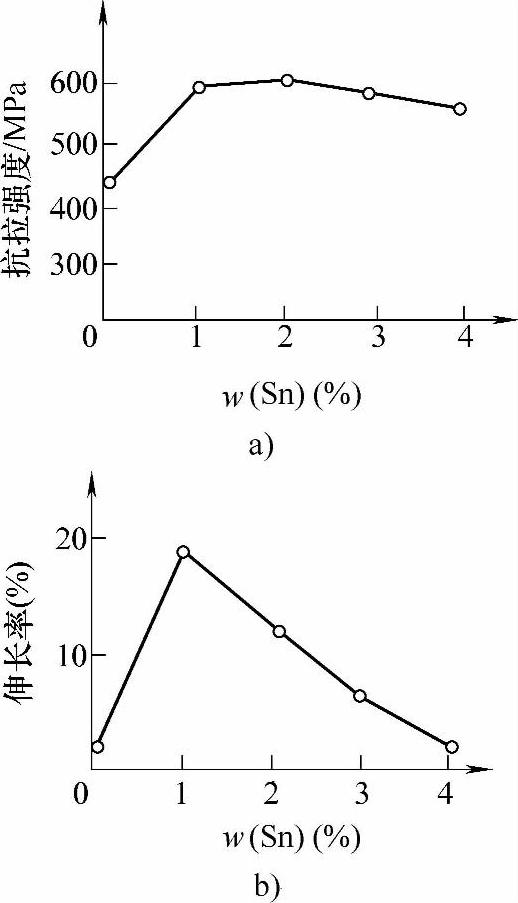
图3-66 Cu-6P-Sn钎料的力学性能 a)抗拉强度 b)伸长率
Fig.3-66 The mechanical properties of Cu-6P-Sn alloy
铜磷和铜磷银钎料只能用来钎焊铜及铜合金。为避免形成含磷的脆性金属间化合物,钎料不能用于钎焊钢、镍基合金和w(Ni)超过10%的铜镍合金。铜磷接头的耐蚀性一般来讲与铜相当,但应避免暴露在含硫气体中,在这种环境下铜磷接头有腐蚀倾向。
铜磷钎料包含各种具有不同固相线和液相线范围的成分组合。组件的接头间隙宽或不均匀时,采用有宽熔点范围的铜磷钎料。另一些具有窄熔点范围和良好流动特性的铜磷钎料,对于接头间隙小的工件十分合适。具有宽熔点范围的钎料如果加热慢,可能有偏析的倾向,在选择合金和加热方法时应考虑。
铜磷钎料可以加工成线状、条状、环状和其他形状,如拉丝、颗粒和膏状。可以使用火焰钎焊、炉中钎焊、电阻钎焊和感应钎焊等加热方法。
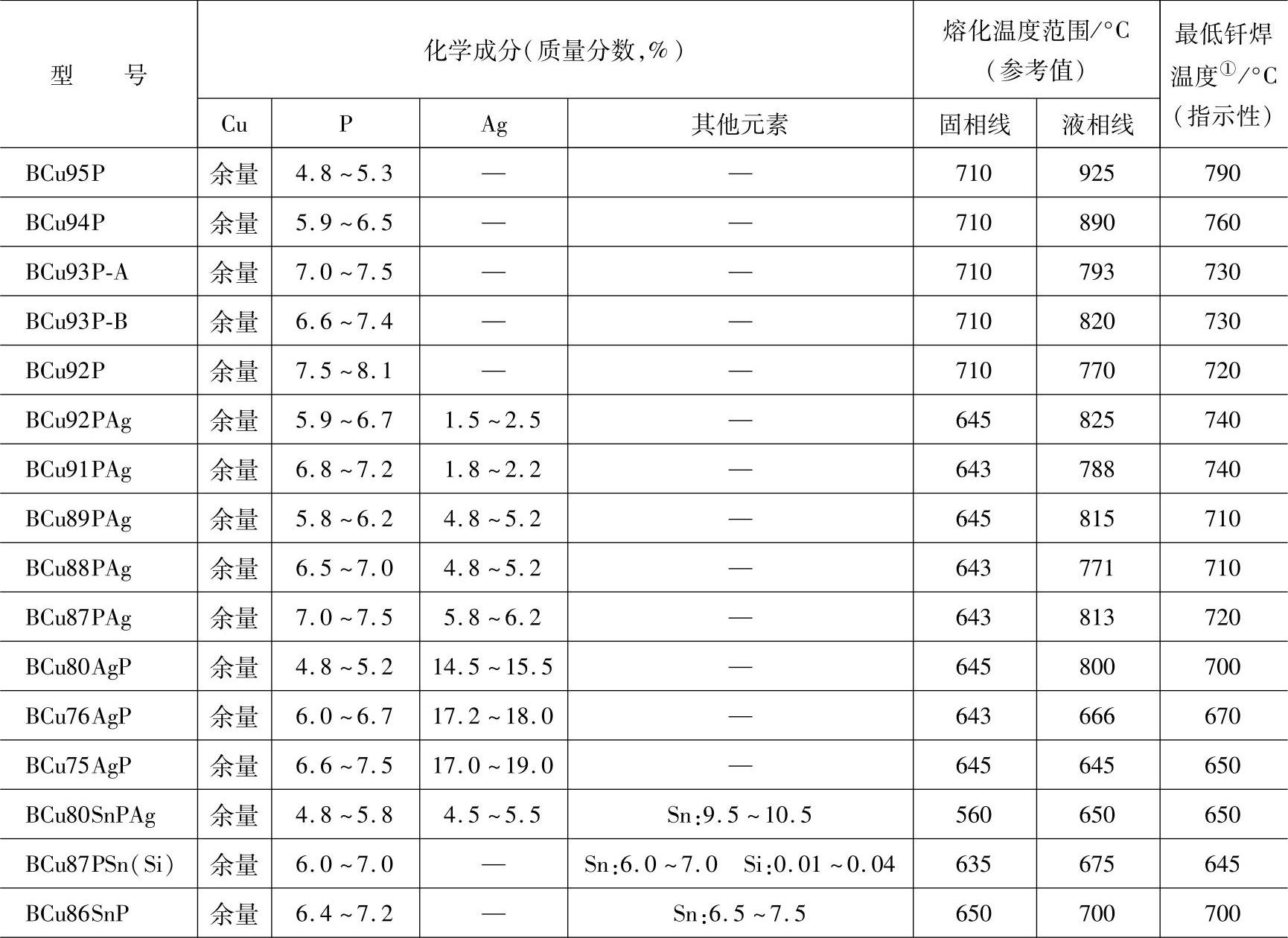
铜磷钎料的化学成分和性能见表3-45。
表3-46列出了美国焊接学会(AWS)的铜磷钎料,以便对照。
表3-45 铜磷钎料的化学成分和性能(摘自GB/T 6418—2008)Table 3-45 Chemical compositions and properties of copper-phosphorus filler metals
(续)

注:表中钎料的最大杂质含量(质量分数):Al为0.01%、Bi为0.030%、Cd为0.010%、Pb为0.025%、Zn为0.05%、(Zn+Cd)为0.05%;最大杂质总量为0.25%。
① 多数钎料只有在高于液相线温度时才能获得满意流动性,多数铜磷钎料在低于液相线某一温度钎焊时就能充分流动。
表3-46 美国焊接学会(AWS)的铜磷钎料的化学成分和性能Table 3-46 Copper-phosphorus filler metals at AWS(https://www.xing528.com)

BCu95P(BCuP-1)钎料是铜磷钎料中含磷量最低的钎料,比其他含磷量高的钎料具有较好的塑性,可以加工成片状使用(最小厚度为0.25mm)。钎料的结晶间隔大,流动性差,特别适宜于预置钎料片的接头。由于钎料结晶间隔大,要求钎料加热速度快,最好采用电阻钎焊。
BCu94P钎料的结晶间隔比BCu95P小,流动性适中,用来钎焊间隙较大(0.07~0.13mm)的接头,钎焊后形成的圆角比用BCu93P钎料钎焊的大。
BCu93P-A、BCu93P-B(BCuP-2)钎料在钎焊温度下具有很好的流动性,可填充小间隙接头,最适宜的间隙为0.03~0.07mm。该钎料在热态下可挤压成丝,钎焊不受冲击载荷的铜和黄铜零部件。钎焊后焊缝的圆角极小。
BCu92P钎料接近铜磷共晶钎料成分,钎焊温度较低,钎料的流动性极好。适用于钎焊间隙很小的接头。钎焊后形成的钎角也极小。
BCu92PAg和BCu91PAg(BCuP-6)钎料中的银改善了钎料的韧性,使钎料加工成型比较容易,钎料接头的韧性也有所提高。BCu92PAg的含磷量较低,钎料的流动性较差。BCu91PAg的含磷量有所提高,流动性也有改善。它在较低钎焊温度下可填充较宽的间隙;在较高钎焊温度下又具有很好的流动性,可填充较小的间隙,因此它适用的钎焊间隙范围大,推荐的接头间隙范围为0.03~0.13mm。此类钎料,尤其是BCu91PAg钎料以预制环的形式在热交换器的管接头钎焊中得到应用。
BCu89PAg(BCuP-3)钎料中的银添加量增加到5%(质量分数)。钎料的加工成型性和钎焊接头的韧性进一步提高。该钎料的含磷量较低,钎料的流动性较差。当不能保证钎焊间隙极小值时,可选用该钎料接头。最佳的钎焊间隙值为0.06~0.13mm。
BCu88PAg(BCuP-7)钎料中的银添加量增加到5%(质量分数),磷添加量增加到6.5%~7.0%(质量分数),钎料的结晶间隔缩小,钎料的流动性增加,优于BCuP-3钎料。用该钎料钎焊时的钎焊温度较低。推荐的钎焊间隙为0.06~0.13mm。该钎料以预制环的形式广泛用于热交换器和管接头钎焊生产中。
BCu87PAg(BCuP-4)钎料的含磷量比BCu89PAg高,因此在钎焊温度下有很好的流动性。与BCu93P-A钎料相似,可填充间隙很小的接头。最适宜的钎焊间隙为0.03~0.08mm。该钎料含6%(质量分数)左右的银,钎料的加工性能和力学性能均有所提高。
BCu80AgP(BCuP-5)钎料的含银量提高到15%(质量分数),钎料的韧性和导电性也进一步提高。它在钎焊温度下的流动性低,适宜于钎焊导电要求高和接头间隙不易控制得很小的零件。推荐的接头间隙为0.06~0.13mm。钎料也可以轧成片状使用。
BCu76AgP(BCuP-8)和BCu75AgP的钎料成分接近于铜银磷三元合金的共晶成分,是铜银磷钎料中熔点最低的材料,并且具有极好的流动性。它适用于钎焊0.025~0.075mm间隙的接头。这种钎料常用于铜磷和铜磷银钎焊接头的辅焊。
BCu80SnPAg钎料是在CuPAg含量基础上添加了10%(质量分数)的Sn,钎料的熔点进一步下降。适用于要求钎焊温度较低的零部件。
BCu87PSn(Si)(BCuP-9)钎料是在CuPSn钎料基础上添加了微量硅元素。硅可防止焊缝圆角冷却时氧化变色,形成银白色的焊缝圆角,同时焊缝圆角也比较大,外观漂亮。该钎料适用于0.05~0.12mm的接头间隙。
BCu92PSb钎料的性能和用途与BCu93P相似,但流动性稍差,电阻率稍高,用于间隙较大(0.07~0.13mm)接头的钎焊。
俄罗斯、德国、美国和我国的一些工厂也还生产一种Cu6P4Sn0.03Si钎料(熔化温度640~680°C)。这种钎料的含磷量和含锡量虽低于BCu87PSn(Si),但它们的熔化温度几乎相同。Cu6P4Sn0.03Si钎料具有BCu87PSn(Si)钎料的所有特点,即钎缝圆角不氧化,呈银白色;钎焊后可形成较大的圆角,便于观察钎缝是否完全填满。采用不同的钎焊温度可填充从小到大的间隙,即用较低的钎焊温度填充小间隙;用较高的钎焊温度填充大间隙,是铜磷和铜磷银钎料的良好替代品。同BCu86SnP钎料相比,Cu6P4Sn钎料的含磷量和含锡量低,钎料的加工成型性较好。
在Cu6P4Sn钎料中加入少量稀土元素可以消除钎料满溢的现象。图3-67a和b分别所示用Cu6P4Sn和Cu6P4SnB钎料钎焊的接头,用Cu6P4Sn钎料钎焊的铜接头发生明显的钎料外溢的现象(见图3-67a);而用经改进的Cu6P4SnB钎料钎焊的铜接头,外观极为美观(见图3-67b),Cu6P4SnB钎料的熔点为643~685℃,熔点低,钎焊温度也低,适宜于用火焰钎焊、高频钎焊等方法钎焊纯铜、黄铜等铜合金部件。
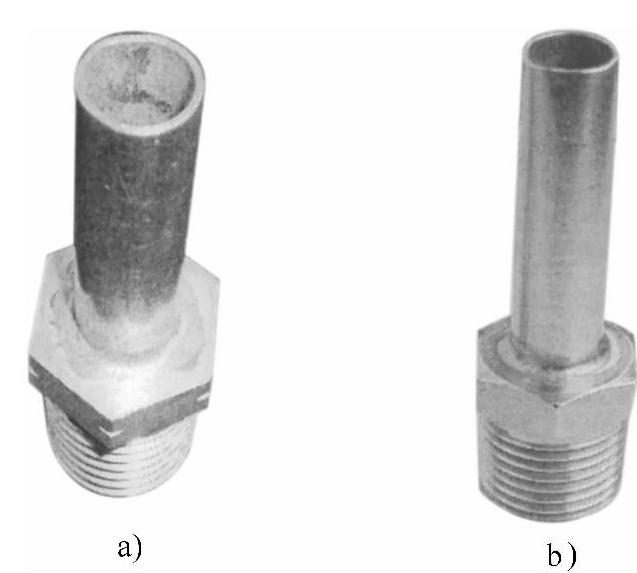
图3-67 用BCuPSn钎料钎焊的铜零件 a)用Cu6P4Sn钎料 b)用Cu6P4SnB钎料 Fig.3-67 Copper assemble brazed with BCuPSn filler metal
为了进一步降低铜磷钎料的熔化温度,可在铜磷合金中同时加入锡和镍,此时钎料的液相线温度可降到低于660℃,同银铜锌镉钎料的熔化特性很接近。这种钎料由于组织中含有大量脆性相,无法进行挤压加工,只能用快速凝固法制成箔状钎料使用。Cu-P-Sn-Ni非晶态钎料见表3-47。
表3-47 Cu-P-Sn-Ni非晶态钎料Table 3-47 Cu-P-Sn-Ni amorphous brazing filler metals

(续)

Cu-P-Sn-Ni非晶态钎料特别适宜于铜及铜合金以及其他金属的电阻钎焊。图3-68a所示为用BCuPSnNi-C非晶态钎料钎焊的银触头产品。同用BAg40CuZnCd钎料钎焊的银触头产品相比,用BCuPSnNi-C非晶态钎料钎焊的银触头具有以下优点:
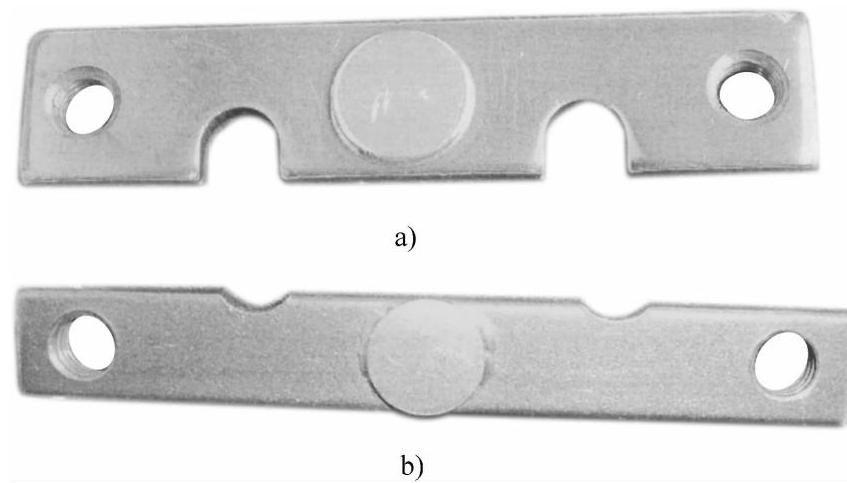
图3-68 银触头 a)用BCuPSnNi-C钎焊 b)用BAg40CuZnCd钎焊 Fig.3-68 Silver Contact
1)焊缝外观饱满美观,优于BAg40CuZnCd钎料。
2)钎焊时不用钎剂,可省去银钎料钎焊后的清洗工序。
3)BCuPSnNi-C钎料的价格明显低于BAg40CuZnCd,经济效益明显。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。