



银钎料的熔点适中,工艺性好,并具有良好的强度、韧度、导电性、导热性和耐蚀性,是应用极广的硬钎料。
银钎料的主要合金元素是铜、锌、镉和锡等元素。铜是最主要的合金元素,因添加铜可降低银的熔化温度,又不会形成脆性相[2]112。w(Cu)=28%的银铜合金为共晶成分,熔化温度为780℃(见图3-43)。添加锌可进一步降低其熔化温度。根据Ag-Cu-Zn合金相图的液相线(见图3-44a)[12],该合金系的最低熔化温度约为670℃。作为钎料用合金,除了熔化温度应尽可能低外,还要考虑到它的组织和性能,即组织中不应出现脆性相,至少不出现数量较多的脆性相,以免影响钎料的加工(如轧制、拉伸)性能和钎焊接头性能。就Ag-Cu-Zn合金而言,希望成分落于Ag(银固溶体)相、Cu(铜固溶体)相或Ag+Cu相区域内(见图3-44b),因为Ag和Cu相都是韧性极好的相组织;如果合金成分落在Cu+(Ag,Cu)Zn和Ag+(Ag,Cu)Zn两相区内尚可加工,因为(Ag,Cu)Zn相不太脆;如果合金成分落在(Ag,Cu)5Zn8相区内,则合金就很难加工了,因为(Ag,Cu)5Zn8是极脆的相,合金组织内绝不允许出现这种相。各种银铜锌钎料就是以不同银含量为基础(考虑钎料成本),配合不同的铜含量和锌含量以满足熔化温度和力学性能的要求所组成的合金。

图3-43 Ag-Cu合金相图 Fig.3-43 Phase diagram of Ag-Cu alloys
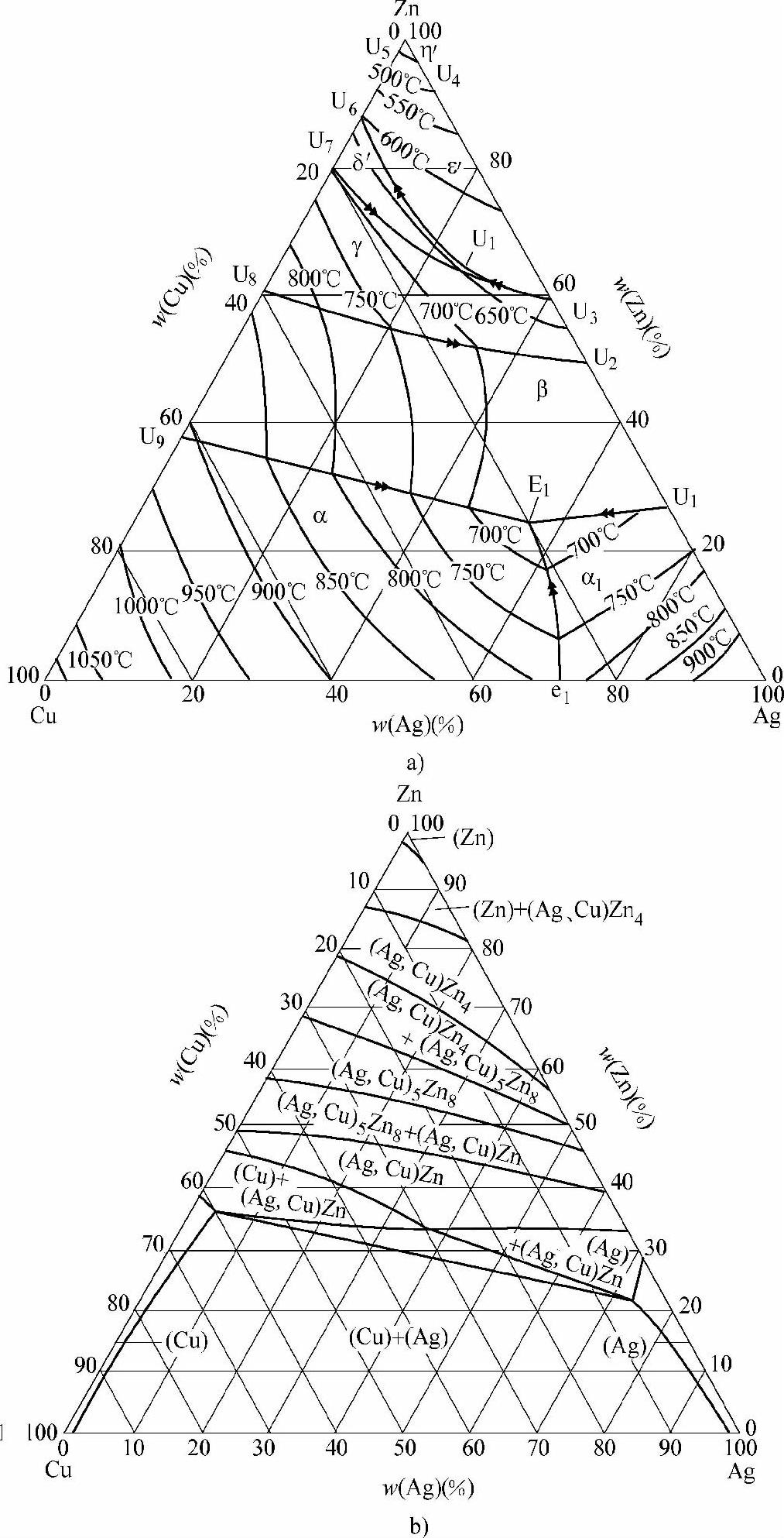
图3-44 Ag-Cu-Zn合金相图 a)液相线 b)350°C等温面 Fig.3-44 Phase diagram of Ag-Cu-Zn alloys
银铜锡合金相图如图3-45所示[12,13]。加锡可使银铜锡合金的熔化温度降得很低,但熔化温度低的合金极脆,无实际使用价值。例如,45Ag-35Cu-20Sn合金的熔化温度为550~600℃,它只能在450~520℃温度下勉强加工,经热加工的钎料仍无法克服其脆性,没有实用价值。为了避免出现脆性,银铜锡钎料中锡的质量分数一般不大于10%。

图3-45 Ag-Cu-Sn合金相图 a)液相线 b)37°C等温面 Fig.3-45 Phase diagram of Ag-Cu-Sn alloys
为了进一步降低银铜合金的熔点,可加入镉。Ag-Cu-Cd合金的相图如图3-46所示。从此图可以看出,Ag-Cu-Cd合金能形成一个低熔共晶点,其熔化温度低于550℃,但此时合金中已出现大量的脆性AgCd相,不适宜于作钎料用。

图3-46 Ag-Cu-Cd合金相图 a)液相线 b)固相线 Fig.3-46 Phase diagram of Ag-Cu-Cd alloys
为了进一步降低银钎料的熔化温度,可在银铜锌合金中加镉。Karl等人对Ag-Cu-Zn-Cd钎料进行了比较详细的研究[14]。由于四元相图很复杂,故Ag、Cu参照常用钎料的含量选定为几个定量,Zn、Cd则为变量,其结果如图3-47~图3-50所示。其中Ag表示Ag固溶体,Cu表示Cu固溶体,β1表示Ag-Cd相,β2表示Cu-Cd相,βz表示Ag-Zn相。Ag和Cu相韧性极好,β1相的性能也比较好,它的熔化温度较低,韧性和强度均比βz相好,β2相熔化温度低,但很脆。钎料组织中不宜出现大量的β2和βz相。
1)35Ag-25Cu-Zn-Cd。该合金大约从700℃析出初生Cu晶粒,在620℃左右Ag和β2相凝固。Zn、Cd含量的变化基本上不影响合金的液相线、强度和伸长率,如图3-47所示。

图3-47 35Ag-25Cu-Zn-Cd系截面图 Fig.3-47 The vertical section through the quaternary system Ag-Cu-Zn-Cd at 35%Ag and 25%Cu
2)40Ag-15Cu-Zn-Cd。当w(Cd)达23%时,合金的熔化温度降到630℃;继续提高含镉量,熔化温度基本保持不变。此组合金因组织中出现较多的β2和βz相,伸长率比较低,如图3-48所示。
3)45Ag-15Cu-Zn-Cd。此组合金对成分变化很敏感。当w(Cd)达25%时,熔化温度降到最低点,约620℃;继续提高含镉量,熔化温度又回升。w(Cd)=25%时的合金组织中虽出现β2相,但主要是Ag和Cu固溶体相,合金韧度较好,如图3-49所示。
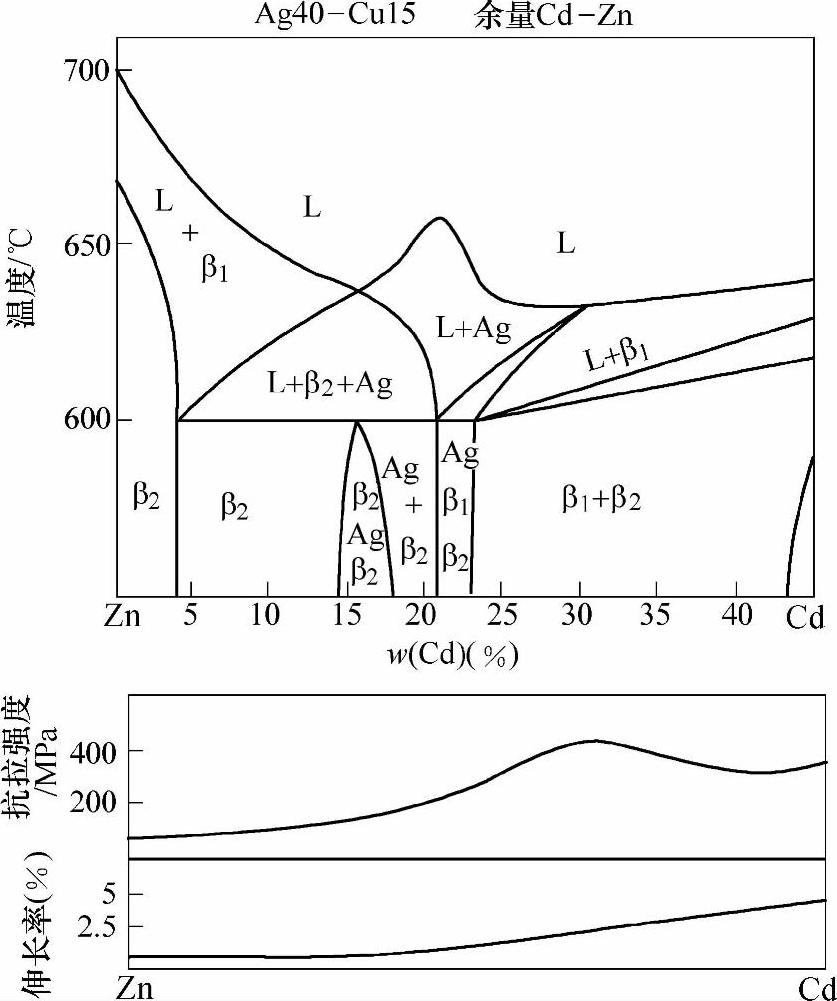
图3-48 40Ag-15Cu-Zn-Cd系截面图 Fig.3-48 The vertical section though the quaternary system Ag-Cu-Zn-Cd at 40%Ag and 15%Cu

图3-49 45Ag-15Cu-Zn-Cd系截面图 Fig.3-49 The vertical section through the quaternary system Ag-Cd-Cu-Zn at 45%Ag and 15%Cu
4)50Ag-15Cu-Zn-Cd。此组合金的熔化温度对成分的变化不太敏感。当w(Cd)达11%时熔化温度最低,约635℃;但为了减少组织中的βz相,宁愿将w(Cd)增大到18%左右,如图3-50所示。在所有四组合金中,此组合金的强度和韧度最好。
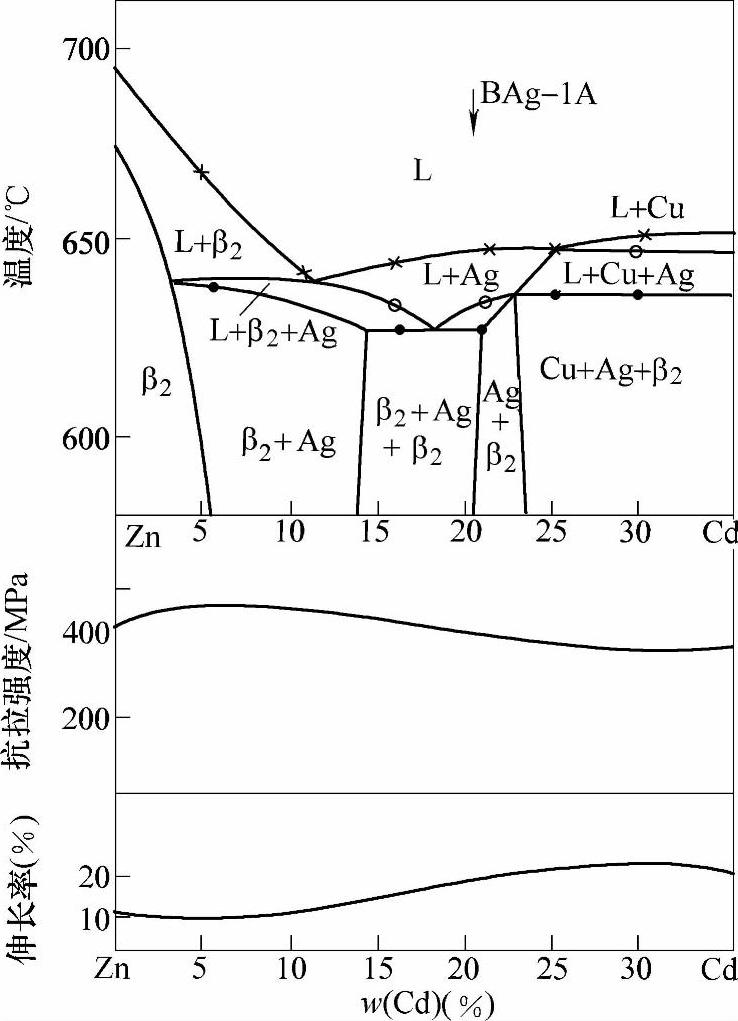
图3-50 50Ag-15Cu-Zn-Cd截面图 Fig.3-50 The vertical section through the quaternary system Ag-Cd-Cu-Zn at 50%Ag and 15%Cu
根据以上的研究可优化银铜锌镉钎料成分。
银铜锌镉钎料是银钎料中性能最好的一种钎料,因为它的熔化温度低,润湿性和铺展性好,力学性能也很好,价格也不算高。唯一的缺点是镉为有害元素,镉蒸气对人体危害极大。从劳保和环保出发,含镉钎料应在被取代之列。欧盟已规定,从2006年7月1日起,电子工业等产品中不准含镉。根据近二、三十年的研究,发现只有锡可以取代镉。图3-51所示为锡对银铜锌三元系熔化温度的影响[15]。但加锡不能太多,否则钎料会发脆,将给钎料的加工和接头性能带来不利影响。根据试验结果,按钎料含银量不同,加w(Sn)2%~5%为宜。
银铜锌锡钎料虽无毒,但无论在熔化温度、工艺性能、力学性能或者在价格等方面仍无法与银铜锌镉钎料媲美。

图3-51 锡对银铜锌三元系熔化温度的影响[14] Fig.3-51 Effect of tin additive on the melting temperature in Ag-Cu-Zn ternary system[14]
银钎料的分类和型号见表3-30。银钎料的化学成分见表3-31。
表3-30 银钎料的分类和型号(摘自GB/T 10046—2008)Table 3-30 Classification and type of silver filler metals

(续)

(续)

表3-31 银钎料的化学成分(摘自GB/T 10046—2008)Table 3-31 Chemical compositions of silver filler metals

(续)

(续)

(续)

注:1.单值均为最大值,“余量”表示100%与其余元素含量总和的差值。
2.所有型号钎料的杂质最大含量(质量分数,%;后同)是:Al为0.001,Bi为0.030,P为0.008,Pb为0.025;杂质总量为0.15;BAg60CuSn和BAg72Cu钎料的杂质总量为0.15;BAg25CuZnMnNi、BAg49ZnCuMnNi和BAg85Mn钎料杂质的杂质总量为0.30。(https://www.xing528.com)
由于国外牌号的钎料在国内的应用越来越多,表3-32列出了美国焊接学会(AWS)制订的银钎料的化学成分和熔化温度[16]。
银钎料的形状繁多,可以丝状、条状、颗粒状、膏状、带状以及特定的形状供货。
BAg72Cu(BAg-8)系银铜共晶成分,具有很好的导电性。由于不含易挥发元素,如Zn和Cd,特别适用于保护气氛钎焊和真空钎焊。BAg72Cu钎料在铜和铜合金上的铺展性极好,必须控制钎焊温度以免钎料过度流散。BAg72Cu钎料对钢和不锈钢的润湿能力较差,必须适当提高钎焊温度,尤其是钎焊不锈钢时,不锈钢表面必须镀镍,才能取得较好的钎焊效果。
BAg85Mn(BAg-23)是一种高温银钎料,它是银钎料中高温性能最好的一种,适用于保护气氛钎焊在较高温度下工作的不锈钢、镍基合金和钴基合金。如果钎料用于真空钎焊,锰发生挥发,这时可充以少量氩以降低真空度来防止锰的挥发。
BAg72CuLi(BAg-8a)钎料用于保护气氛钎焊,可在760~870°C范围内钎焊沉淀硬化不锈钢和其他不锈钢。钎料中的锂可促进钎料在不锈钢表面上的润湿和铺展,尤其是母材中含微量的钛和(或)铝时,如06Cr18Ni11Ti、17-7PH等材料,这种作用特别明显。BAg72CuLi钎料不适用于直空钎焊,因为Li在真空加热过程中发生挥发,失去作用。
BAg5CuZn(Si)、BAg12CuZn(Si)、BAg20CuZn(Si)钎料的含银量低,属于低银钎料,价格较低,但钎焊温度较高。随着含银量的降低,钎焊温度越来越高,钎焊的润湿性和铺展性中等,钎焊接头的韧性较差,主要用于钎焊要求较低的铜、铜合金、钢以及铜-钢异种材料的钎焊。
表3-32 AWS银钎料的化学成分和熔化温度Table 3-32 Chemical compositions and meeting temperatures of AWS silver based filler metals

BAg25CuZn钎料的液相线温度比BAg20CuZn钎料降低了20°C,钎焊温度有所降低,仍偏高。但由于钎料具有优异的工艺性能,不含镉以及经济的含银量,在对钎焊温度要求不是很高的条件下,值得推荐使用。
BAg30CuZn(BAg-20)和BAg35CuZn钎料,由于含银量的提高,钎料的液相线温度比BAg25CuZn又下降了30°C左右,其中BAg30CuZn钎料的结晶间隙小,钎料的润湿性和流动性更好。BAg30CuZn钎料具有优良的钎焊性能,不含镉,银的含量也不太高,它的使用范畴愈来愈受到人们的关注。
BAg44CuZn和BAg45CuZn(BAg-5)钎料的成分和性能都非常接近。钎料的熔化温度适中,含银量中等,比较经济。钎料具有很好的润湿性、铺展性和力学性能,适用于要求钎缝表面光洁、接头强度高、能承受振动载荷的零部件,在电子、食品、制冷等各工业部门得到广泛的应用,是经典的银铜锌钎料。
BAg50CuZn(BAg-6)钎料和BAg45CuZn钎料的性能相似,但钎料的结晶间隔增大,钎料的流动性降低,适用于钎焊接头间隙不均匀或要求钎缝圆角较大的零部件,钎焊加热速度要快。
BAg60CuZn和BAg63CuZn钎料的含银量高,钎料的导电、导热性好,适用于钎焊要求导电和导热性好的铜部件。
BAg65CuZn(BAg-9)和BAg70CuZn(BAg-10)钎料的含银量更高,钎料的导电和导热性比BAg60CuZn和BAg63CuZn钎料更好,适用于钎焊要求导电和导热性好的铜部件。此外,用这两种钎料钎焊的钎缝颜色非常接近于银币和不锈钢的颜色,特别适用于钎焊银含量[w(Ag)=92.5%,w(Cu)=7.5%]银器和不锈钢。BAg65CuZn和BAg70CuZn钎料由于熔点较低,可用于分级钎焊的后级钎焊,例如,前级钎焊采用熔点高的BAg5CuZn(Si)和BAg12CuZn(Si)钎料钎焊,后级钎焊采用BAg65CuZn或BAg70CuZn钎料。由于BAg65CuZn和BAg70CuZn钎料的钎焊温度低,钎焊过程中不会使前级钎焊的钎料熔化。
BAg60CuSn(BAg-18)钎料不含易挥发元素,适用于保护气氛炉中钎焊和真空钎焊。BAg60CuSn钎料的熔化温度显著低于BAg72Cu的熔化温度,特别适用于分级钎焊中的末级钎焊。例如,部件由多个零件组成,需要分两次焊成,第一步先用BAg72Cu钎焊将某些零件焊接在一起;第二步再用BAg60CuSn钎料钎焊其他的零件。由于BAg60CuSn的熔化温度低,钎焊温度也比较低,第二步钎焊时不会使已焊好的钎焊接头熔化,也不会破坏已焊焊缝的气密性和零件的相对位置。这是BAg60CuSn钎料最重要用途之一。BAg60CuSn钎料中的锡有助于提高钎料在碳钢、不锈钢上的润湿性。
BAg56CuNi钎料不含易挥发元素,适用于保护气氛炉中钎焊和真空钎焊。钎料中的镍可改善它在钢和不锈钢上的润湿性。例如用该钎料钎焊钢和不锈钢时,不必在母材表面镀镍,省去了电镀一道工序。
BAg25CuZnSn(BAg-37)钎料是在含25%(质量分数)Ag钎料中添加了2%(质量分数)Sn,添加2%(质量分数)Sn的目的是降低钎料的熔化温度。Sn添加量过少,钎料熔化温度降低不明显;Sn添加量过多,钎料发脆。BAg25CuZnSn钎料与同等含银量的BAg25CuZn钎料相比,钎料液相线降低了30°C;即使同含银量为30%(质量分数)的BAg30CuZn钎料相比,两者的液相线相同。因此,BAg25CuZnSn钎料是BAg30CuZn钎料的替代品。用该两种钎料钎焊的效果基本相同,但BAg25CuZnSn钎料的价格要低得多。加锡钎料的加工性比不加锡的钎料差。
BAg30CuZnSn钎料基于上述理由是BAg35CuZn钎料的代用品,而且BAg30CuZnSn钎料的液相线比BAg35CuZn钎料还要低20°C,即用BAg30CuZnSn钎料钎焊时的温度还可以比BAg35CuZn钎料低。
BAg34CuZnSn钎料是BAg45CuZn钎料的代用品。BAg34CuZnSn钎料的液相线比BAg45CuZn低15°C,钎焊温度也可相应降低。BAg34CuZnSn钎料与BAg45CuZn相比,除了钎料的润湿、铺展性以及钎料的韧性和加工性较差外,其他性能均相当。
BAg38CuZnSn(BAg-34)钎料的钎焊温度同BAg35CuZnCd和BAg30CuZnCd相似,但钎料的结晶间隙小,钎料流动性优于后两种钎料,是BAg35CuZnCd和BAg30CuZnCd钎料的代用品。因钎料不含镉,是环保型产品。
BAg40CuZnSn(BAg-28)钎料的液相线低于BAg38CuZnSn,钎料的结晶间隙也小于BAg35CuZnCd,流动性也比这几种钎料好,用于要求钎焊温度低、钎料流动性好的场合。因钎料不含镉,是环保型产品。BAg40CuZnSn钎料是BAg40CuZnCd钎料的代用品,但它的工艺性能和接头强度比含镉的钎料差。
BAg45CuZnSn(BAg-36)钎料因含银量的提高,钎料的熔点下降,结晶间隙进一步缩小,可代替含镉钎料用于重要钎焊零部件。
BAg55ZnCuSn和BAg56CuZnSn(BAg-7)是两种通用的无镉钎料,它们的性能同BAg50CdZnCu和BAg45CdZnCu相当,但钎料的成型性和流动性稍差,是后两种含镉钎料的代用品。用该钎料钎焊时可防止含镍低的不锈钢母材以及镍基合金在低温下发生应力腐蚀开裂的倾向。钎料颜色和不锈钢匹配,特别适用于不锈钢制品的钎焊。
BAg60CuZnSn钎料的性能同BAg65CuZn和BAg70CuZn钎料相似,钎焊温度稍低,是BAg65CuZn和BAg70CuZn钎料的代用品。
BAg20CuZnCd和BAg21CuZnCdSi是含镉的钎料。和同等含银量的BAg20CuZn(Si)相比,它的液相线下降了45°C,并且加镉的钎料后不发脆,钎料的润湿性也很好。该钎料的结晶间隙比较大,适用于钎焊间隙大的接头,加热速度要快。含隔钎料中的镉在钎焊过程中形成有毒的烟雾,必须加强通风,保护焊工健康。而且我国规定某些产品如电子工业产品中禁止采用含镉的钎料,在选用钎料时必须注意这点。
BAg25CuZnCd(BAg-33)钎料含镉,系非环保钎料,与同等含银量的BAg25CuZnSn相比,钎料的液相线温度下降了不少。钎料不发脆,容易加工;钎料的润湿性和铺展性好。因钎料含镉,具有所有含镉钎料的通病。
BAg30CuZnCd(BAg-2a)和BAg35CuZnCd(BAg-2)钎料含镉,系非环保钎料。与同等含银量的BAg30CuZn和BAg30CuZnSn相比,液相线温度下降了50°C左右,钎料加工性能好。因钎料的结晶间隙较大,适用于钎焊间隙较大的接头,钎焊加热速度要快。因钎料含隔,具有所有含隔钎料的通病。
BAg40CuZnCd钎料的液相线比BAg40CuZnSn低80°C,可以在更低的温度下钎焊,钎料具有很好的加工性能,润湿性、流动性和钎焊接头力学性能好。因钎料含隔,具有所有含隔钎料的通病。
BAg45CdZnCu(BAg-1)钎料的钎焊温度进一步降低,钎料的结晶间隔小,具有很好的流动性,可以流入毛细间隙很小的钎焊接头。不论是快速加热还是慢加热都不影响。用于钎焊对接头性能要求高,钎焊温度又要低的零部件。因钎料含隔,具有所有含隔钎料的通病。
BAg50CdZnCu(BAg-1a)钎料的特性和钎料BAg45CdZnCu相似,但钎料的含银量高,含镉量低,钎料的加工性能和力学性能更胜一筹。用于钎焊对接性能要求高,钎焊温度要求低的场合。因钎料含隔,具有所有含隔钎料的通病。
BAg40CuZnCdNi是银钎料中熔化温度最低的一种,钎焊工艺性能和钎焊接头力学性能都非常好。可用于铜、铜合金、钢、不锈钢等材料的钎焊,特别适宜要求钎焊温度低的材料,如调质钢,调质热处理后的铍铜、铬铜等,以免钎焊加热使这些经调质处理的材料软化;也可以用于分级钎焊中最后一级的钎焊。因钎料含镉,具有所有含镉钎料的通病。
BAg50ZnCdCuNi(BAg-3)钎料是在BAg50CdZnCu基础上开发的钎料,钎料添加了3%(质量分数)的Ni。加镍的目的是使钎料在海洋环境、腐蚀介质中具有较好的耐蚀性。钎料中的镍又可防止不锈钢钎缝发生界面腐蚀的倾向;镍又能提高它在硬质合金工具上的润湿性,所以该钎料特别适合于钎焊含镍量低和不含镍的不锈钢和硬质合金。BAg50ZnCdCuNi钎料的流动性低,适合于填充钎焊间隙较大和要求钎缝圆角较大的场合。
BAg40CuZnIn、BAg34CuZnIn、BAg30CuZnIn是银铜锌铟钎料。在银钎料中加铟,其目的和加锡相同,试图降低钎料的熔点,从而达到节省银的效果。铟与锡不同的是,铟在银中的溶解度比较大,允许加许多的铟也不会使钎料发脆。例如AgCuZn-Sn钎料中的加锡量一般只有2%(质量分数),而BAg30CuZnIn和BAg40CuZnIn的含铟量可达到5%(质量分数),但是含铟的银钎料目前存在以下几个问题:1)加少量铟对降低钎料液相线温度作用不大;只有在添加较多铟,如5%(质量分数)才能起明显作用。2)在银铜锌钎料中加较多的铟后钎料的加工性质变差,加工困难。3)铟的价格很高,只有在银和铟的差价很大的情况下,以铟代银才具有经济效益。基于上述理由,银铜锌铟钎料目前尚未得到市场认可,也无企业进行生产。
BAg56CuInNi同BAg60CuSn属于同一范畴钎料,两者均不含易挥发元素,两者的熔化温度也相当,适用于气体保护钎焊和真空钎焊。BAg56CuInNi含一定量的镍,在不锈钢上的润湿性较好。就经济效益而言,BAg60CuSn不含铟,价格比较低。BAg56CuInNi钎料也可用于分级钎焊中的末级钎焊。
BAg40CuZnNi(BAg-4)钎料含镍,镍可改善银钎料在硬质合金上的润湿性,故BAg40CuZnNi钎料广泛用于硬质合金刀具的钎焊,钎料的流动性没有含镉的钎料好,但它是无镉的环保型钎料。
BAg49CuZnNi(BAg-24)是无镉、含镍的钎料,但熔点比BAg40CuZnNi要低得多。钎料中的镍可提高不锈钢钎焊接头的耐蚀性,也可改善对硬质合金刀片的润湿性,适用于钎焊300系列不锈钢和硬质合金刀片。
BAg54CuZnNi(BAg-13)钎料由于含锌量低,可用于炉中钎焊,但不能用于真空钎焊,钎焊件的使用温度可达370°C。
BAg-13a钎料除了不含锌和含镍提高1%(质量分数)外,其他与BAg-13相同,该钎料适用于保护气氛炉中钎焊和真空钎焊,但钎焊的流动性很差。
BAg-21钎料用于钎焊300系列和400系列不锈钢,也可用于钎焊沉淀硬化的镍合金和钢。由于钎料不含易挥发元素,适用于保护气氛炉中钎焊。当钎焊温度高时,可以不用钎剂;当钎焊温度低时,可以使用钎剂。钎料中的镍含量使钎缝不受应力腐蚀开裂的影响,尤其是对不含镍的400系列不锈钢,在钎缝圆角处形成一个高镍过渡层,防止应力腐蚀开裂。
BAg25CuZnMnNi(BAg-26)是含银量较低的无镉钎料,钎料中的锰和镍可提高它在不锈钢和硬质合金刀片的润湿性,该钎料具有良好的流动性,适宜于钎焊要求具有中等强度的零部件。
BAg27CuZnMnNi和BAg49ZnCuMnNi是两种含锰和镍的钎料。钎料中的较高的锰和镍使钎料在硬质合金上具有优良的润湿性,特别适用于硬质合金工具的钎焊。目前已将此种钎料与铜片轧成“三明治”复合材料,即在铜片的两面轧上该钎料。“三明治”钎料适用于硬质合金工具的大面积钎焊。钎焊后复合钎料中的铜片吸收了硬质合金和钢(刀体)之间冷却时因线胀系数不同而引起的应力,有助于避免应力引起的裂缝。
含镉的银钎料具有优良的加工成形性能、钎焊工艺性能和力学性能。用锡代镉,虽能起一定的作用,但含锡的银钎料在无论哪方面都无法与含镉的银钎料相比拟。为了提高无镉银钎料的性能,提出了银铜镓锌钎料[17][18],例如,w(Ag)=64%,w(Cu)=10%,w(Ga)=10%,w(Zn)=16%,钎焊温度620℃;w(Ag)=62%,w(Cu)=10%,w(Ga)=18%,w(Zn)=10%,钎焊温度590℃;w(Ag)=58%,w(Cu)=20%,w(Ga)=15%,w(Zn)=7%,钎焊温度620℃。银铜镓锌钎料的性能与BAg40CuZnCdNi钎料相当,但镓是稀有元素,价格当然很贵。
Braze Tec开发了一些含银量较低的银钎料,其与熔化温度和抗拉强度基本相同的标准银钎料的对比见表3-33。这些钎料是用添加Mn的方法来降低钎料熔点的。
表3-33 新银钎料与标准银钎料的对比Table 3-33 Comparison of new silver brazing alloys with standard silver brazing alloys

从表3-33可以看出,在熔化温度、接头抗拉强度基本相同的情况下,新型银钎料比标准的钎料的含银量均降低10%。银含量的降低又使钎料的密度下降,钎料使用量减小,节省了钎料成本。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。