



钎焊后的钎缝洗净以后一般不进行镀覆。钎缝的色泽与母材总会有反差,程度视钎料的成分、种类以及与母材的关系而定。与母材色泽差别最小的是Al-Si钎料,差别最大的是锌基和含重金属的钎料。钎焊以后的钎缝最忌再用碱洗,即使是Al-Si钎料用碱(如NaOH)清洗时,由于碱溶Al比溶Si快,使得钎缝上露出Si微晶而发黑。酸洗时,如果含HF也应在浓度和酸洗时间上小心控制。在这种意义上,清洗后的钎缝如稍有不洁,宁可用较软的金属毛刷,如铜丝刷刷整。
1.工件的阳极氧化
钎焊后的零件要求表面保护时,常进行阳极氧化处理。尽管不带钎缝的铝材常在强酸介质H2SO4溶液中阳极氧化,但在有钎缝的零件上进行强酸阳极氧化往往使钎缝颜色变得更暗,反差更大。含锌的钎料这现象更加严重,甚至将钎缝严重腐蚀,因此通常不用强酸作电解质,一个较可用的是铬酸法;此外,更适合带钎缝铝零件的阳极氧化的是草酸(H2C2O4)法。表2-18列出铝钎焊零件阳极氧化电解质的配方和操作条件。电解的阴极可以用不锈钢、铅或石墨制成。阳极(工件)∶阴极(面积比)=5∶1~10∶1。氧化后用水冲净,再浸入质量分数为1%氨水或NH4HCO3中以除去微量的酸。
表2-18 铝钎焊零件阳极氧化电解质的配方和操作条件Table 2-18 Some anodizing processes in use for aluminum brazed parts
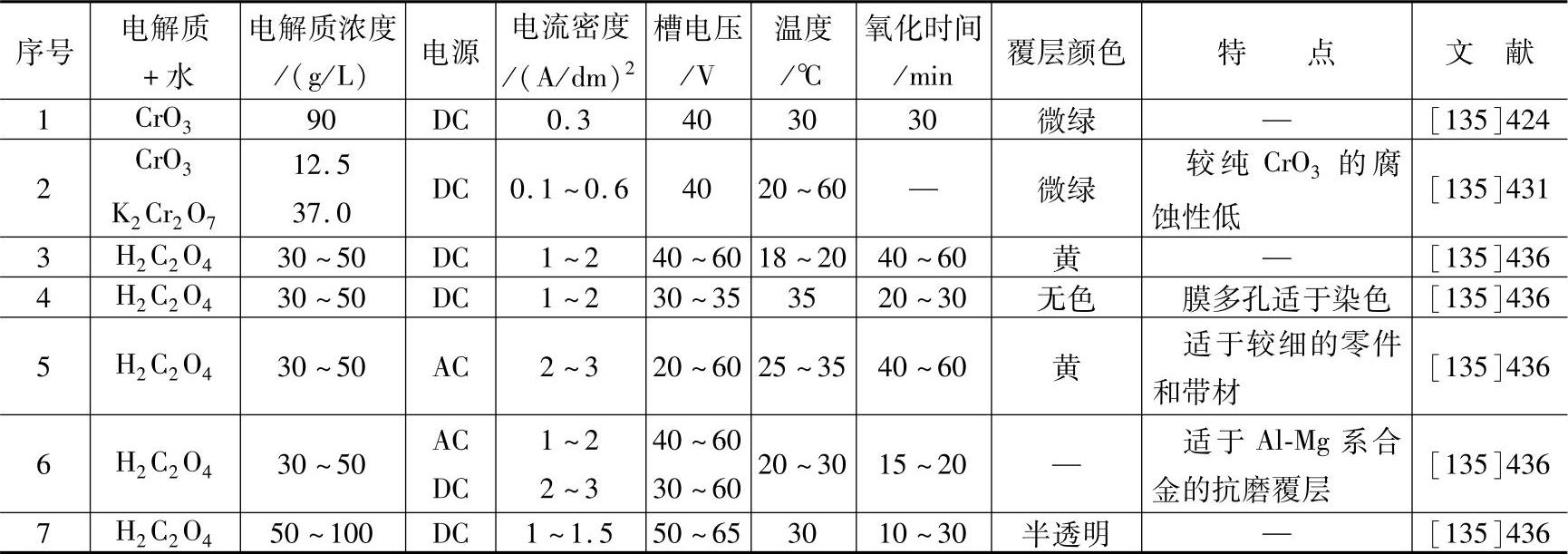
用含重金属钎料钎焊的钎缝(如Zn-Al共晶钎料),阳极氧化后往往和母材有相当大的色泽差。日本有一家工厂自动线——火焰钎焊家用铝壶,用的就是Zn-Al钎料。阳极氧化后整体适当染色,明显缩小了钎缝的色差,也颇可看。(https://www.xing528.com)
2.工件的电镀前处理
在许多情况下,要求铝工件表面有更高的电导率(如微波器件),则需在铝表面电镀一层电导率更高、性能更稳定的金属。但不管在铝面上镀何种金属,一种简单的工艺常常是在铝面上先用化学沉积法沉一层锌,然后再用常规方法镀其他金属。以下列出数种化学沉积锌的配方:
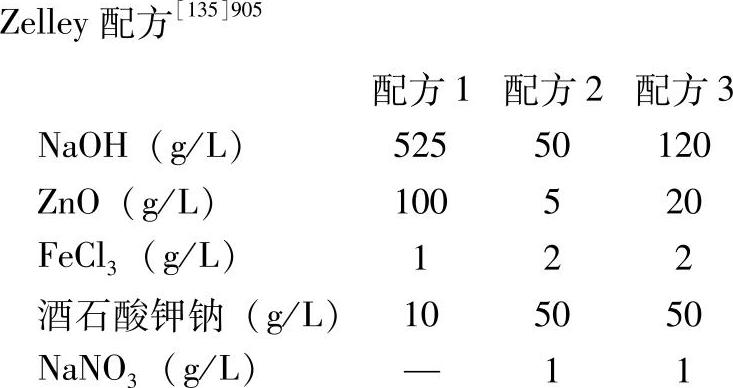
配方中少量的FeCl3结合酒石酸盐可以改善锌在铝上,特别是在含镁合金上的附着力。配方2和3特别推荐用在复杂工件上的沉积锌。配方3适合含镁以及Al-Zn-Cu-Mg、Al-Cu-Mg-Mn等系合金。在高含镁的合金上沉积Zn时,可以提高酒石酸钾钠至100g/L。此配方的操作温度为21~24℃,浸入时间不应超过30s。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。